Изобретение относится к сварочной технике, а именно к машинам для контактной стыковой сварки нолос оплавлением, мож-ет быть иснользовано в технологических агрегатах, где осуществляется свари- вание встык, преимущественно стальных полос, и является усоверщенствованием мащи- ны для контактной стыковой сварки концов полос по авт. св. № 1146162.
Цель изобретения - расщирение сортамента свариваемых полос за счет обеспечения качественной сварки полос с вогнутым профилем поперечного сечения при щи- рине, мепыпей длины электрода.
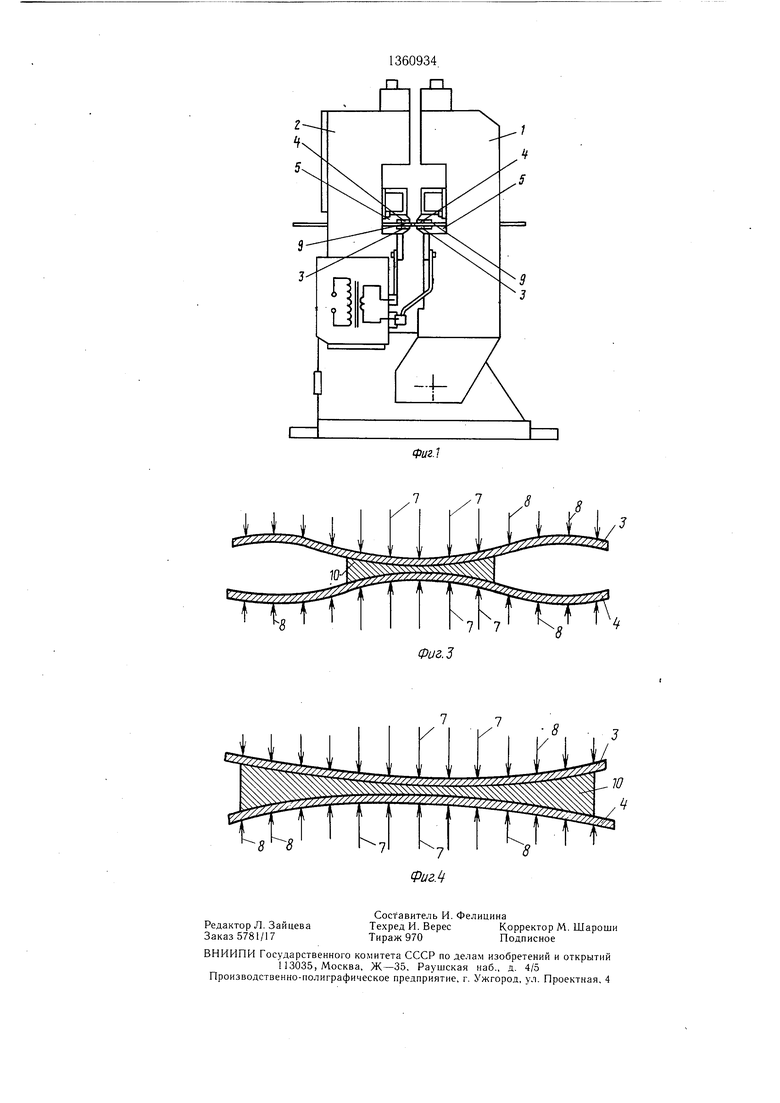
На фиг. 1 изображена мащина для контактной стыковой сварки концов полос, общий вид; на фиг. 2 - зажимная губка машины с электродом; на фиг. 3 - схема взаимодействия электрода и узкой полосы вогнутого поперечного сечения; на фиг. 4 - схема взаимодействия электрода и широкой полосы вогнутого поперечного сечения.
Машина для контактной стыковой сварки концов полос включает подвижную 1 и неподвижную 2 станины- (фиг. 1) с размещенными в них зажимными нижними губками 3 и верхними 4 (фиг. 1-4). Нижние зажимные губки 3 снабжены электродами 5. Губки 3 и 4 выполнены гибкими в направлении перемещения друг к другу. Между губкой и электродом в зазоре 6 размещены упругие токопроводящие элементы - металлические (биметаллические) пружины. Пружины 7, размещенные в середине электродов, выполнены с жесткостью в 5-20 раз большей, чем жесткость пружин 8, размещенных по краям. При этом средние пружины больщей жесткости должны раз.мещаться на длине электрода, со- ответствующей минимальной ширине полосы для данной машины. Высота всех пружин в исходном состоянии одинакова. Усилия от пружин 7 и 8 обозначены стрелками.
Машина для контактной стыковой свар- ки концов полос работает следуюшим образом.
Свариваемые концы 9 полос (фиг. 1) зажимают между губками 3 и 4. В процессе зажатия узких полос с вогнутым поперечным сечение.м 10 при пере.мещении гибких губок друг к другу более жесткие средние упругие элементы (пружины) -7 (фиг. 2), преодолевая противодействующее усилие пружин 8, изгибают губки в соответствии с профилем полосы. При этом гибкая губка изгибается как балка с опора- ми на краях полосы, имеющая с обеих сторон консольные участки (фиг. 3). При зажатии щирокой полосы пружины 7 и 8 изгибают губку (фиг. 4). Аналогично происходит при зажатии полос с выпуклым профилем сечения.
Пример. Для сварочного комплекса изготавливают гибкие зажимные губки 3 и 4 (фиг. 1-4) высотой 20 мм, щириной 90 мм и длиной 1700 мм. Между зажи.мными губками и электродами размещены пружины различной жесткости: пружины 7 в середине электрода жесткостью Ci 64 Н/мм (6 щтук), по краям пружины 8 жесткостью ,2 Н/мм-(по 6 щтук с каждого края). Количество пружин каждой жесткости определяют с учетом щирины полосы конструктивно.
В приведенном примере обеспечивается хороший контакт зажимной губки и поверхности полосы вогнутого поперечного сечения шириной 550-1550 мм, т. е. на всем диапазоне свариваемых полос. При этом до величины вогнутости профиля равной 0,4 мм обеспечивается хорощее качество сварных щвов.
Предлагаемое техническое решение исключает зазор между зажимными губками и полосой, возникающий в известной машине при зажатии узких, равных 0,3-0,6 длины электрода, полос вогнутого профиля в результате того, что усилие средних пружин компенсируют крайние пружины. Это позволяет расщирить сортамент свариваемых полос и обеспечить при этом высокое качество сварных швов. Различная жесткость пружин в середине и по краям электрода обеспечивает хороший контакт поверхности полосы любой формы поперечного сечения с зажимной губкой при ширине свариваемых полос 0,3-1,0 длины электрода, т. е. для практически любого сортамента. При это.м усложнения конструкции не происходит, так как изготовление пружин различной жесткости не вызывает затруднений.
Формула изобретения
Машина для контактной стыковой сварки концов полос по авт. св. № 1146162, отличающаяся тем, что, с целью повышения расширения сортамента свариваемых полос за счет обеспечения качественной сварки полос с вогнутым профилем поперечного сечекия при щирине, меньшей длины электрода, упругие токоподводящие элементы, установленные между зажимными губками и электродами, выполнены с различной жесткостью от краев электродов к их середине, при этом жесткость упругих элементов, размещенных в середине электродов, в 5-20 раз больще жесткости упругих элементов, размещенных на краях элекродов.
1360934.
n n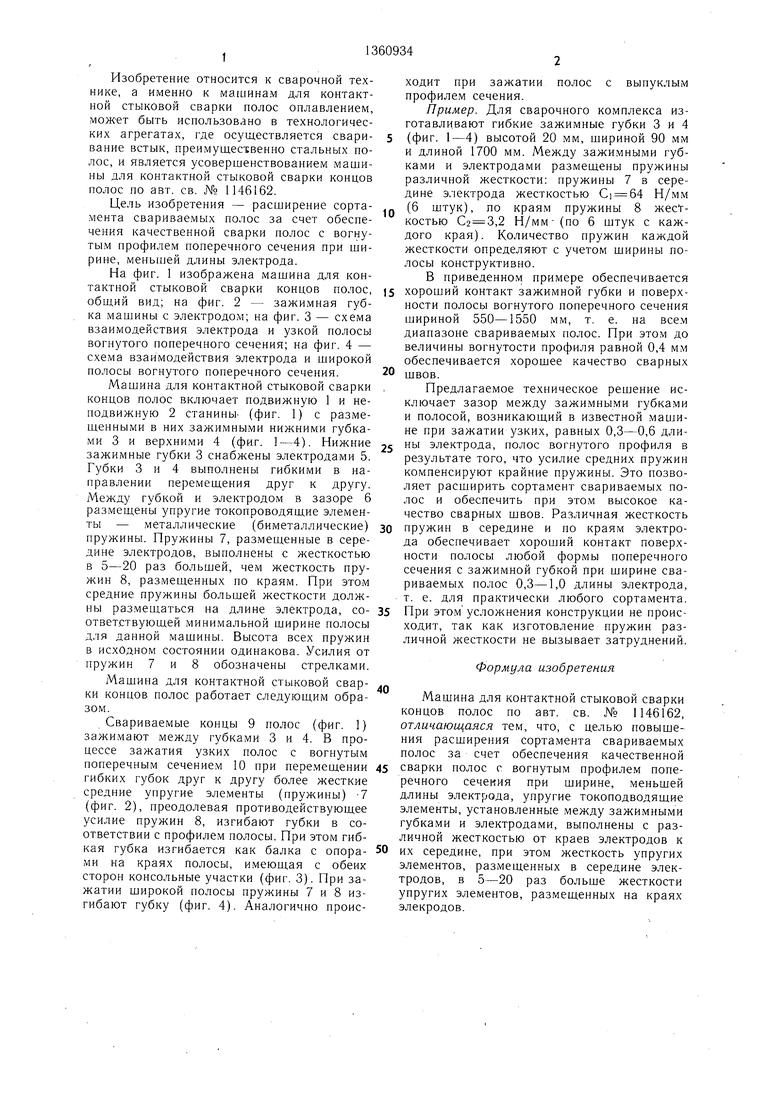
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки концов полос | 1984 |
|
SU1146162A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ И ПОСЛЕДУЮЩЕЙ ТЕРМООБРАБОТКИ ПОЛОС | 2009 |
|
RU2399467C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС ОПЛАВЛЕНИЕМ | 2008 |
|
RU2369471C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391189C1 |
| Машина для стыковой сварки концов полос оплавлением | 1983 |
|
SU1152746A1 |
| ЭЛЕКТРОД МАШИНЫ ДЛЯ КОНТАКТНОЙ СВАРКИ ПОЛОС ОПЛАВЛЕНИЕМ | 2008 |
|
RU2378093C1 |
| Измеритель величины осадки к машине для контактной стыковой сварки оплавлением | 1985 |
|
SU1258649A1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391188C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2424093C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2015 |
|
RU2634970C2 |
Изобретение относится к сварочной технике, а именно к машинам для контактной стыковой сварки полос оилавле- нием. Целью изобретения является расширение сортамента свариваемых полос за счет обеспечения качественной сварки полос с вогнутым профилем поперечного сечения при ширине, меньшей длины электрода. Для этого упругие токоподводящие элементы, расположенные между зажимными губками п электродами, выполнены с различной жесткостью. Упругие элементы, размешенные в середине электродов на длине, соответ- ствуюш,ей минимальной ширине по. юсы для данной машины, выполнены с жесткостью, в 5-20 раз больп1ей, чем жесткость элементов, размещенных по краям электродов. В процессе зажатия узких полос с вогнутым поперечным сечением при перемещении гибких губок друг к друг) более жесткие средние упругие элементы (пружины 7), преодолевая противодействующее усилие крайних пружин 8, изгибают губки в соответствии с профилем полосы, исключая зазор между зажимными губками и полосой. Это обеспечивает высокое качество сварных швов. Различная жесткость пружин в середине и по краям электрода обеспечивает хороший контакт поверхности полосы любой формы поперечного сечения с зажимной губкой при ширине свариваемой полосы от 0,3 до 1,0 длины электрода, т. е. практически для любого сортамента. 4 ил. сл со о: о со со 4 836 ГО Фиг.2
Редактор Л. Зайцева Заказ 5781/17
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Х жгород, ул. Проектная, 4
Составитель И. Фелицина
Техред И. Верес Тираж 970
Корректор М. Шароши Подписное
| Машина для контактной стыковой сварки концов полос | 1984 |
|
SU1146162A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
