Предлагаемое изобретение относится к сварочному производству, а именно к устройствам для контактной стыковой сварки полос, работающим в непрерывных металлургических агрегатах, например в травильных линиях или агрегатах продольной резки, перерабатывающих преимущественно полосы из высокоуглеродистых сталей.
Сварные стыки полос из высокоуглеродистых сталей из-за высоких скоростей охлаждения после сварки интенсивно закаливаются, становятся хрупкими и непригодными для транспортировки через агрегат, часто разрушаются сразу на выходе из сварочной машины. Поэтому в сварочных машинах предусмотрена термическая обработка сварных стыков сразу после сварки непосредственно в губках сварочной машины нагревом током от сварочного трансформатора. Однако из-за неправильной формы сечения полос (например, вогнутости или выпуклости, полученных при горячей прокатке) и наличия неравномерного слоя окалины на поверхности полос стыки нагреваются неравномерно и качество их после термообработки неодинаково по длине, что может также вызывать их разрушение при переработке сваренных полос.
Известен комплекс для контактной стыковой сварки концов полос типа КСО-32 01, выпускаемый серийно, для соединения полос шириной до 500 мм в непрерывных металлургических агрегатах (см. Паспорт 3ЮР 942.163 ПС и 3ЮР 942. 152 ПС, альбом 1, г.Псков, 1976 г.), обеспечивающий сварку и термическую обработку в губках путем пропускания тока через зону шва.
Однако выполненные из бронзы токоподводящие вставки на губках этого комплекса не обеспечивают равномерного токоподвода к полосам из-за отклонений от правильной геометрии поперечного сечения полос и наличия на горячекатаных полосах неравномерного по толщине слоя окалины.
Известно, что для обеспечения равномерного токоподвода к полосам рекомендуется изготавливать электроды стыковых машин с токоведущими вставками из меди (см., например, Н.С.Кабанов. «Сварка на контактных машинах», М.: Высшая школа, 1979, стр.36). При этом на передней поверхности вставки, прилегающей к полосе и обращенной к оси сварки, предлагается выполнять скос для обеспечения локального токоподвода в виде полоски шириной 2 мм.
Основной недостаток такого предложения то, что полоска токоподвода в процессе работы машины очень быстро изнашивается из-за высоких усилий зажатия и осадки при сварке, и электрод выходит из строя и подлежит замене, поэтому токоподводящие вставки и выполняют чаще всего из высокоэлектропроводной и износоустойчивой бронзы.
Известна машина для контактной стыковой сварки концов полос /авт. свид. SU №1146162 А1, кл. МКИ В23К 11/04, 23.03.1985/, содержащая сварочный трансформатор, станины с размещенными в них зажимными губками, снабженными электродами, связанными с токоподводящими шинами, снабженными токоподводами и установленными с возможностью перемещения навстречу друг другу, снабженная упругими токопроводящими элементами, установленными между зажимными губками и электродами, а зажимные губки выполнены гибкими в направлении перемещения в виде биметаллических пружин.
Недостатком такой машины является то, что упругие токопроводящие элементы ограничивают протекание тока при термообработке, нагреваются и выходят из строя, а при сварке полос максимального сечения упругие токопроводящие элементы не обеспечивают надежного зажатия полос для реализации необходимых припусков на осадку, что приводит к смещению полос в стыке по высоте, кроме этого конструкция зажимного узла сложна при настройке, что не позволяет ее надежно эксплуатировать.
Техническим результатом предлагаемого решения является повышение качества сварного шва путем обеспечения равномерного нагрева сварного стыка по длине при термической обработке, упрощение конструкции машины.
Технический результат с достижением вышеуказанного эффекта обеспечивается тем, что у электрода машины для контактной сварки полос оплавлением, содержащего соединенную с токоподводящей шиной губку с передней относительно оси сварки токоведущей вставкой и задней зажимной планкой, токоведущая вставка выполнена с полукруглой канавкой, параллельной боковому торцу вставки, ось которой расположена на прилегающей к полосе плоскости вставки, при этом в канавке установлен токоведущий элемент с превышением своей плоскости над прилегающей к полосе плоскостью вставки на величину не менее 0,3 мм и взаимодействующий с поверхностью канавки, при этом в канавку установлен токоведущий элемент из отожженной медной проволоки, диаметр которой определен по зависимости
 ,
,
где D - диаметр полукруглой канавки, мм,
h - превышение плоскости токоведущего элемента над поверхностью вставки, мм,
а ось канавки расположена от бокового торца токоведущей вставки на расстоянии
L=1/2D+е (мм),
где D - диаметр полукруглой канавки, мм;
e - расстояние от боковой стороны электрода до начала полукруглой канавки - 2…4 мм.
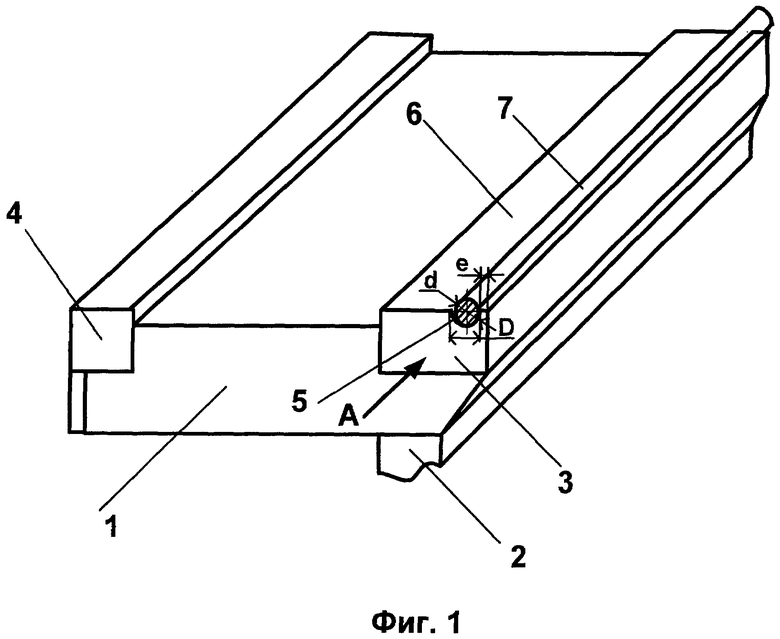
Электрод машины для контактной сварки полос оплавлением приведен на фиг.1, 2, 3, 4, где:
- на фиг.1 схематично показан заявляемый электрод машины для контактной сварки полос оплавлением после установки в канавку медного прутка,
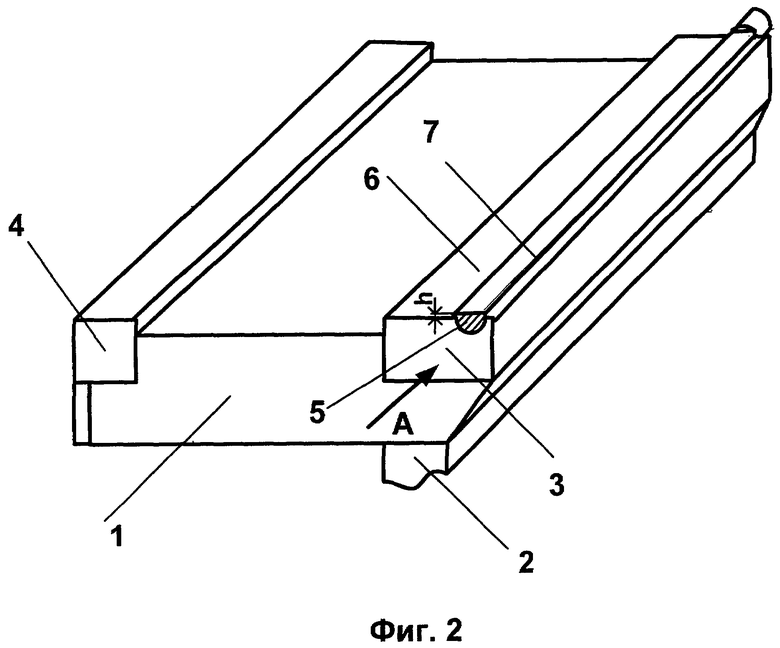
- на фиг.2 схематично показан заявляемый электрод машины для контактной сварки полос оплавлением после установки в канавку медного прутка и обжатия прутка,
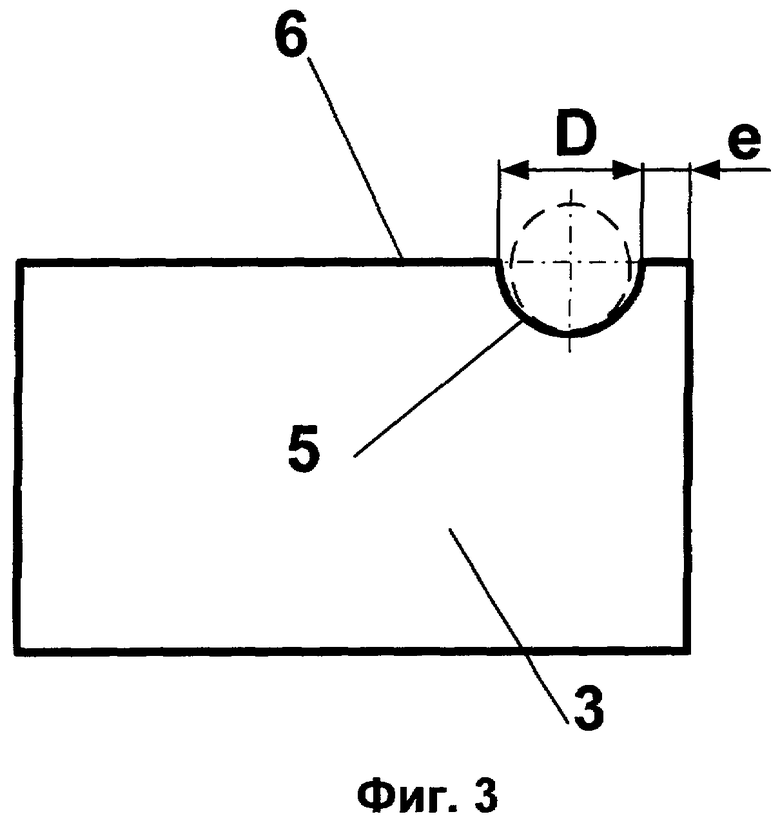
- на фиг.3 - вид по стрелке А на фиг.1 (пунктиром обозначено место прутка в канавке),
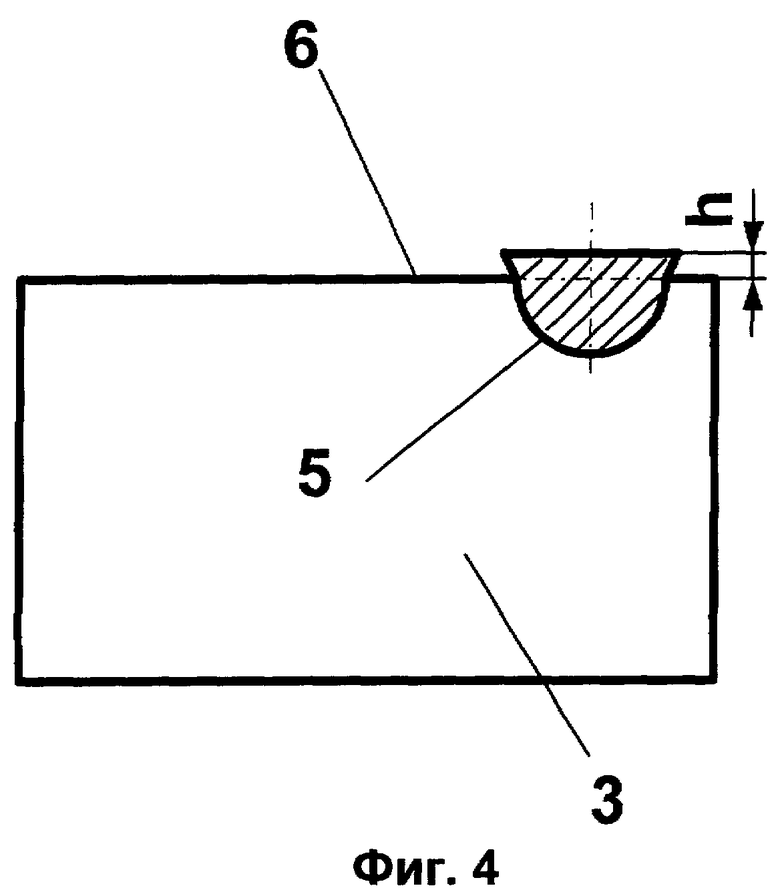
- на фиг.4 - вид по стрелке А на фиг.2.
Электрод машины для контактной сварки полос оплавлением содержит губку 1, соединенную с токоподводящей шиной 2, с передней относительно оси сварки токоведущей вставки 3 и задней зажимной планкой 4, токоведущая вставка 3 выполнена с полукруглой канавкой 5, параллельной боковому торцу, ось которой расположена на прилегающей к полосе плоскости 6 вставки 3, при этом в канавке 5 установлен токоведущий элемент 7, взаимодействующий с поверхностью канавки 5 и превышением своей плоскости над прилегающей к полосе плоскостью 6 вставки 3 на величину не менее 0,3 мм, токоведущий элемент 6 выполнен из отожженной медной проволоки, ось канавки 5 расположена от бокового торца токоведущей вставки 3 на расстоянии, большем половины ее диаметра на 2…4 мм.
Электрод машины для контактной сварки полос оплавлением работает следующим образом. Перед началом работы машины для сварки полос из высокоуглеродистых сталей на токоподводящие шины 2 подвижной и неподвижной станин устанавливают электроды с выполненными на их токоведущих вставках 3 полукруглыми канавками 5. В канавки 5 устанавливают необходимой длины (выступающие за края вставки) прутки из медной отожженной проволоки. Диаметр проволоки рассчитывается по зависимости с учетом диаметра канавки 5 и получения необходимого превышения токоведущего элемента 7 над плоскостью 6 вставки 3, прилегающей к полосе.
Пример выполнения: при диаметре канавки - 5 мм и превышении плоскости токоведущего элемента над плоскостью вставки - 3 мм, диаметр прутка составит

После установки прутков в канавки зажимают электроды, при этом выступающая из канавки 5 часть прутка деформируются, металл прутка заполняет полностью канавку 5, а его излишек обеспечивает плоское превышение токопроводящего элемента 7 над плоскостью 6 вставки 3. После отжатия электродов подают полосы на сварку с последующей термообработкой стыков. При зажатии полос выступающий над плоскостью 6 токоведущий элемент 7 равномерно прижимается к полосе, принимает форму ее поверхности и обеспечивает равномерный по всей ширине полосы подвод тока.
Полукруглая канавка 5 выполняется фрезерованием или строганием, второй способ предпочтительнее, так как образующиеся при строгании продольные риски от резца заполняются металлом прутка и это способствует удержанию токоведущего элемента 7 от смещения при случайном воздействии на него полос. Выступающие концы прутков могут также дополнительно закрепляться зажимами на краях вставок 3.
В процессе эксплуатации машины (после выполнения определенного количества сварок с термообработкой стыков) при заметном снижении равномерности нагрева стыков в перерывах между сварками производят замену токоведущего элемента 7, выполняя операции описанные ранее.
Предлагаемый электрод машины для контактной сварки полос оплавлением, содержащий соединенную с токоподводящей шиной губку с передней относительно оси сварки токоведущей вставкой и задней зажимной планкой, у которого токоведущая вставка выполнена с полукруглой канавкой, параллельной боковому торцу вставки, ось которой расположена на прилегающей к полосе плоскости вставки, при этом в канавке установлен токоведущий элемент с превышением своей плоскости над прилегающей к полосе плоскостью вставки на величину не менее 0,3 мм и взаимодействующий с поверхностью канавки, при этом в канавку установлен токоведущий элемент из отожженной медной проволоки, диаметр которой определен по зависимости
 ,
,
где D - диаметр полукруглой канавки, мм;
h - превышение плоскости токоведущего элемента над поверхностью вставки, мм, а ось канавки расположена от бокового торца токоведущей вставки на расстоянии
L=1/2D+е (мм),
где D - диаметр полукруглой канавки, мм;
е - расстояние от боковой стороны электрода до начала полукруглой канавки - 2…4 мм, позволяет:
- повысить качество сварного стыка путем обеспечения равномерного нагрева сварного стыка по всей ширине полос при термообработке;
- упростить конструкцию машины в результате отсутствия необходимости установки дополнительных элементов для осуществления процесса, кроме размещения токоведущего элемента полукруглой канавки;
- эффективно применять такие электроды в сварочных машинах, установленных в агрегатах переработки полос из высокоуглеродистых и легированных сталей, сварные стыки которых после сварки и быстрого охлаждения на воздухе закаливаются и становятся непригодными для безобрывной транспортировки и переработки в линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС ОПЛАВЛЕНИЕМ | 2008 |
|
RU2369471C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ И ПОСЛЕДУЮЩЕЙ ТЕРМООБРАБОТКИ ПОЛОС | 2009 |
|
RU2399467C1 |
| Машина для стыковой сварки концов полос оплавлением | 1983 |
|
SU1152746A1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
| Устройство токоподводящих зажимов для контактной стыковой сварки | 1989 |
|
SU1712100A1 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU201561A1 |
| Машина для контактной стыковой сварки концов полос | 1984 |
|
SU1146162A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
Изобретение может быть использовано при контактной стыковой сварке полос в непрерывных металлургических агрегатах, например в травильных линиях или агрегатах продольной резки, перерабатывающих преимущественно полосы из высокоуглеродистых сталей. Соединенная с токоподводящей шиной губка снабжена передней относительно оси сварки токоведущей вставкой и задней зажимной планкой. Токоведущая вставка выполнена с полукруглой канавкой, параллельной боковому торцу вставки. В канавке установлен взаимодействующий с ней токоведущий элемент. Его плоская поверхность расположена с превышением над поверхностью вставки на величину не менее 0,3 мм. Расстояние от бокового торца вставки до начала полукруглой канавки составляет 2…4 мм. Токоведущий элемент получен путем размещения в полукруглой канавке прутка из отожженной медной проволоки и последующего его деформирования с образованием плоской поверхности. Техническим результатом является повышение качества сварного стыка путем обеспечения равномерного нагрева сварного стыка по его длине при упрощении конструкции машины для контактной сварки. 2 з.п. ф-лы, 4 ил.
1. Электрод машины для контактной сварки полос оплавлением, содержащий соединенную с токоподводящей шиной губку с передней относительно оси сварки токоведущей вставкой и задней зажимной планкой, отличающийся тем, что токоведущая вставка выполнена с полукруглой канавкой, параллельной боковому торцу вставки, ось которой расположена в прилегающей к свариваемой полосе плоскости вставки, при этом в канавке установлен взаимодействующий с ней токоведущий элемент, имеющий плоскую поверхность, расположенную с превышением над поверхностью вставки на величину не менее 0,3 мм.
2. Электрод по п.1, отличающийся тем, что токоведущий элемент получен путем размещения в полукруглой канавке прутка из отожженной медной проволоки с последующим его деформированием с образованием плоской поверхности, диаметр d которого определен по зависимости:
 ,
,
где D - диаметр полукруглой канавки, мм;
h - величина превышения поверхности токоведущего элемента над поверхностью токоведущей вставки, мм.
3. Электрод по п.1, отличающийся тем, что расстояние от бокового торца токоведущей вставки до начала полукруглой канавки составляет 2…4 мм.
| Машина для контактной стыковой сварки концов полос | 1984 |
|
SU1146162A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ РАЗНОТОЛЩИННЫХ ДЕТАЛЕЙ И ЭЛЕКТРОД ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2257283C1 |
| Ионный выпрямитель | 1929 |
|
SU23262A1 |
| WO 2004073912 А1, 02.09.2004. | |||

