136
Изобретение относится к станкостроению.
Цель изобретения - улучшение условий обслуживания станка путем обес печения точного отвода деталей со станка.
На фиг.1 представлена схема предлагаемого станка с регулируемым электродвигателем привода тянущих роликов; на фиг.2 - схема станка со ступенчатым редуктором в приводе подающих роликов.
Станок содержит подающее устройство 1, включающее ролики 2 и 3 с при- .водом (не показан) и измеритель 4 длины обрабатываемой детали 5, а также тянущее устройство 6, включающее ролики 7 и 8 и измеритель 9 длины детали. Обработка.детали 5 произво- дится вращающейся головкой 10 с при- водом (не показан) с резцовыми блоками 11.
Перед подающим устройством 1 размещен импульсный датчик 12. Б при- воде тянущего устройства 6 установлен скоростной электродвигатель 13. Блок 14 управления станком соединен с измерителями 4 и 9 длины детали, электродвигателем 13 и импульсным датчи- ком 12о
В случае установки в приводе редуктора вращение роликам 2, 3, 7 и 8 передается через зубчатые пары 15-17, муфты 18 и 19, а также зубчатую пару 20 и муфту 21.
Возможно оснащение станка зажимной тележкой, устанавливаемой вместо тянущего устройства.
Станок работает следующим образом.
Осевое перемещение детали 5 при ее обработке вращающейся резцовой головкой 10 осуществляется подающим устройством 1 и ТЯНУ1ЦИМ устройством 6« Ролики последнего обеспечивают подачу детали 5 со скоростью V. после выхода ее из контакта с роликами 2 и 3, В это время обрабатывается деталь 5 и следующая за ней следуют друг за другом без большого промежутка. Как только окончательно обработанная деталь покинет зону отработки, скорость ее возрастает приблизительно вдвое и составляет величину VM. При достижении зоны эвакуации деталей со стан
ка скорость снижается до величины Vh, при которой достигается минимальный разброс положения деталей при укладке их в тару.
Q
5 0
5 О
0
5
5
0
5
Импульсный датчик 12 регистрирует окончание прохождения детали 5. Измерители 4 и 9 длины детали фиксируют линейные размеры детали соответственно в зонах обработки и тянущего устройства. Блок 14 управления dn- ределяет на основе измеренной в осевом направлении детали 5 начальные и конечные точки отдельных фаз скоростей.
При оснащении привода тянущего устройства 6 трехскоростным электродвигателем 13 изменение скорости подачи детали после обработки до значений Vu.n (скорость ускоренного перемещения) и Vn (скорость укладки) достигается регулированием частоты вращения упомянутО|ГО электродвигателя, осуществляемым по командам блока 14 управления, соединенного с измерителями 4 и 9 и датчиком 12.
В случае оснащения привода подачи редуктором ролики 7 и 8 получают вращение от привода роликов 2 и 3. При резке (скорость Vp) муфты 19 и 21 выключены, а муфта 18 включена, что обеспечивает получение рабочей подачи детали 5. Ускоренное перемещение последней на скорости V достигается выключением муфты 18 и включением муфты 21. Уменьшение скорости перемещения детали 5 перед складированием достигается выключением муфты 21 и включением муфты 19, привод роликов 7 и 8 осуществляется от электродвигателя 13. При этом обеспечивается более точная, укладка обработанных деталей в тару или на рольганг.
Предлагаемый способ и устройство позволяют оптимизировать режимы обработки и повысить производительность и улучшить обслуживание станка.
Формула изобретения
1. Способ токарной бесцентровой обточки металлических штанг и труб, при котором круглую заготовку сначала неподвижно по вращению зажимают на ее необработанном продольном участке и перемещают в осевом направлении с номинальной скоростью, а к концу обработки неподвижно по вращению зажимают на ее окончательно обработанном конечном участке и транс- портируют в осевом направлении с по- вьшенной, а перед выходом из зоны обработки - с пониженной скоростью до
выхода заготовки из бесцентрово-то- карного станка, при этом заготовку во -время ее перемещения обтачивают по спиральной траектории, отличающийся тем, что, с целью улучщения условий обслуживания станка путем обеспечения точного отвода заготовки после обработки, псвышен- ную скорость устанавливают равной удвоенной величине номинальной скорости подачи.
2.Способ ПОП.1, отлича ю- щ и и с я тем, что пониженная скорость перемещения детали перед сбросом составляет 5-40 м/мин.
3.БесЦентрово-токарный станок, содержащий установленную на станине вращающуюся резцовую головку, подающее устройство с роликами, оснащенное приводом тянущее устройство с роли0
5
0
нами и привод, а также блок управления скоростью вращения роликов тянущего устройств, включающий по меньшей мере импульсный датчик, пред1чаз- наченный для фиксации торца перемещаемой детали, и измеритель длины детали, отличаю ш-ийся тем, что, с целью улучшения условий обслуживания станка путем обеспечения точного отвода деталей после обработки со станка, привод роликов тянущего устройства выполнен многоступенчатым и кинематически связан с роликами подающего устройства, которое снабжено измерителем длины детали, при этом измерители длины детали и импульсный датчик соединены с блоком управления. 4. Станок поп.З, отличающийся тем, что привод роликов тянущего устройства выполнен трехступенчатым электрическим.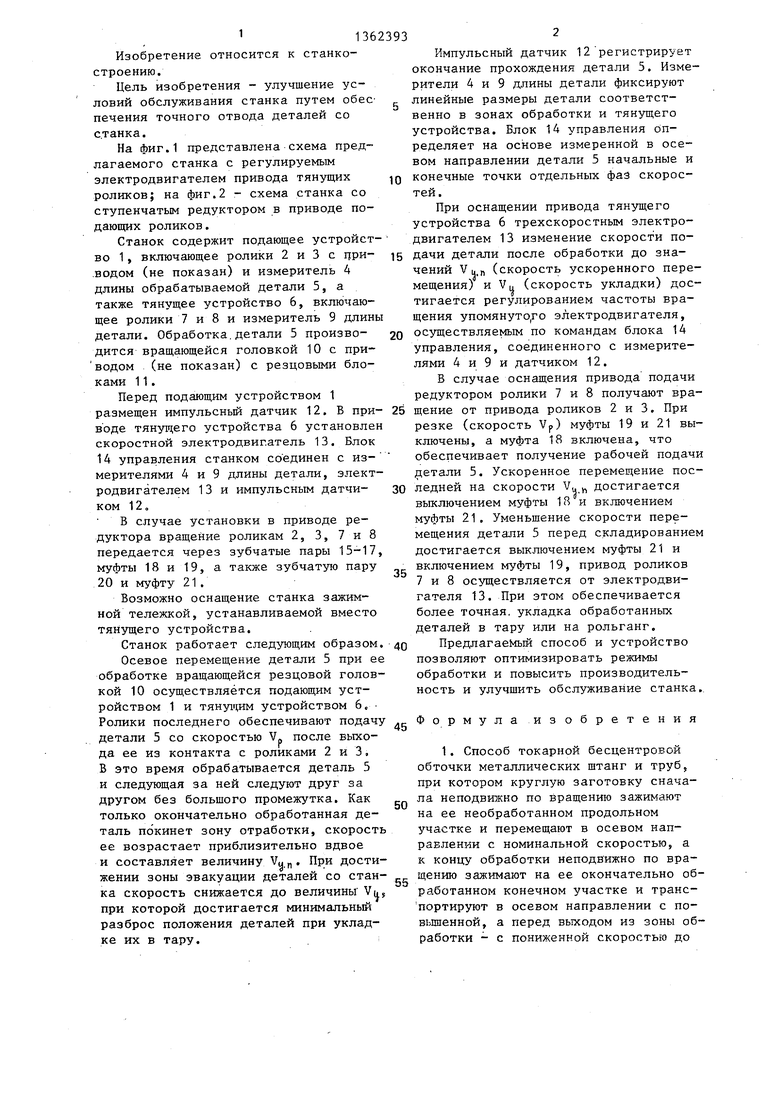

Изобретение относится к станкостроению. Целью изобретения является улучшение условий обслуживания станка путем обеспечения точного от, i::i вода деталей после обработки. Точность складирования обработанных деталей при их сборке со станка достигается тем, что скорость перемещения деталей после выхода их из зоны обработки уменьшается по сравнению со скоростью ускоренного перемещения и составляет 5-40 м/мин. Осевое перемещение детали 5 при обработке головкой 10 осуществляется подающим устройством 1 и тянущим устройством 6. Линейные размеры и положение детали контролируются измерителями 4 и 9 дпины детали и датчиком 12. Регулирование скорости перемещения детали в различных позициях осуществляется изменением частоты .вращения электродвигателя 13 привода тянущего устройства или управлением многоступенчатого привода, содержащего муфту. 2 с.п. и 2 з.п. ф-лы, 2 ил. i О) со О5 ю 00 со ОО СИ 0f/2.f
Фи&.2
ВНИИПИ Заказ 6305/58
Произв.-полнгр. пр-тие, г. Ужгород, ул. Проектная, 4
Тираж 970 Подписное
| КАМЕННО-НАБРОСНАЯ ПЛОТИНА НА СКАЛЬНОМ ОСНОВАНИИ С ДИАФРАГМОЙ | 2013 |
|
RU2546171C2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
