(54) УСТРОЙСТВО ПОДАЧИ ДЛЯ БЕСЦЕНТРОВОГО
СТАНКА С ВРАЩАЮЩЕЙСЯ РЕЖУЩЕЙ ГОЛОВКОЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ токарной бесцентровой обточки металлических штанг и труб и станок для его осуществления | 1982 |
|
SU1362393A3 |
| Устройство для штабелирования металлических прутков и труб | 1979 |
|
SU1036243A3 |
| Станок для бесцентровой обточки труб | 1979 |
|
SU1347862A3 |
| РЕЗЦОВАЯ ГОЛОВКА | 1973 |
|
SU374795A1 |
| Установка для обработки проволоки | 1972 |
|
SU473336A3 |
| Устройство для обработки деталей к бесцентрово-токарному станку | 1975 |
|
SU686604A3 |
| Обточно-полировальная головка | 1981 |
|
SU1126206A3 |
| Приводное устройство натяжной каретки | 1971 |
|
SU452949A3 |
| Установка для изготовления заготовок колесных ободьев | 1981 |
|
SU1303016A3 |
| Токарный станок со средствами для подачи и зажима деталей типа прутка | 1975 |
|
SU890962A3 |
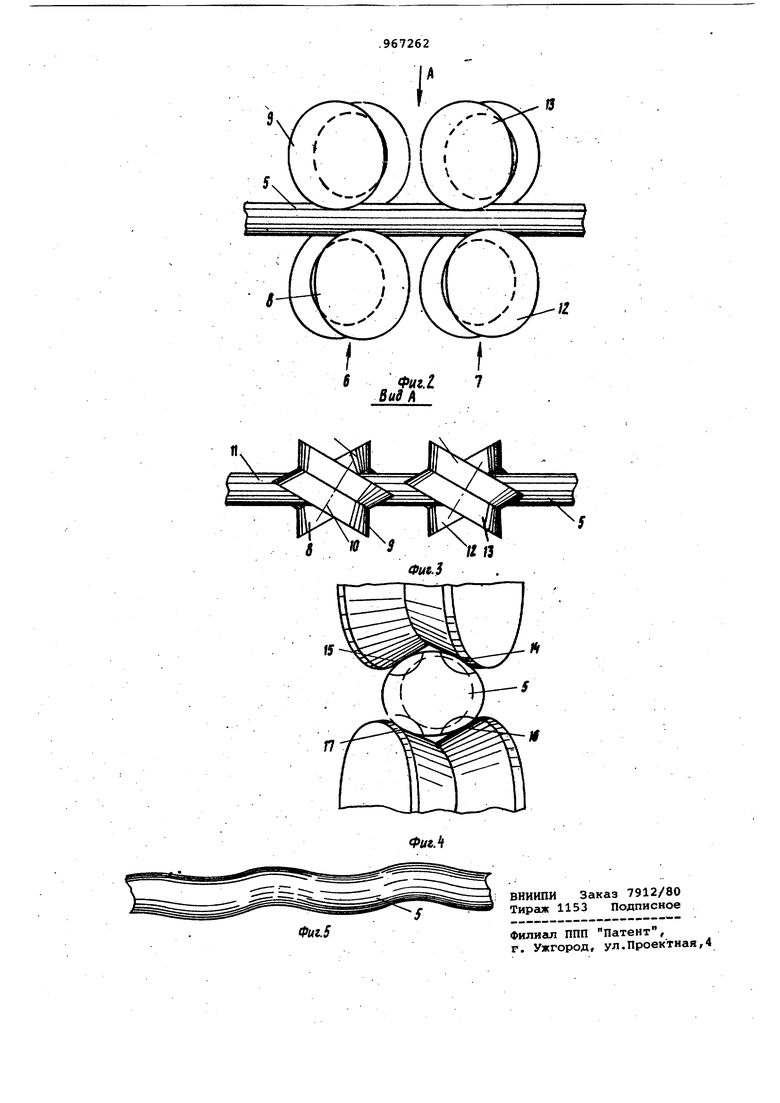
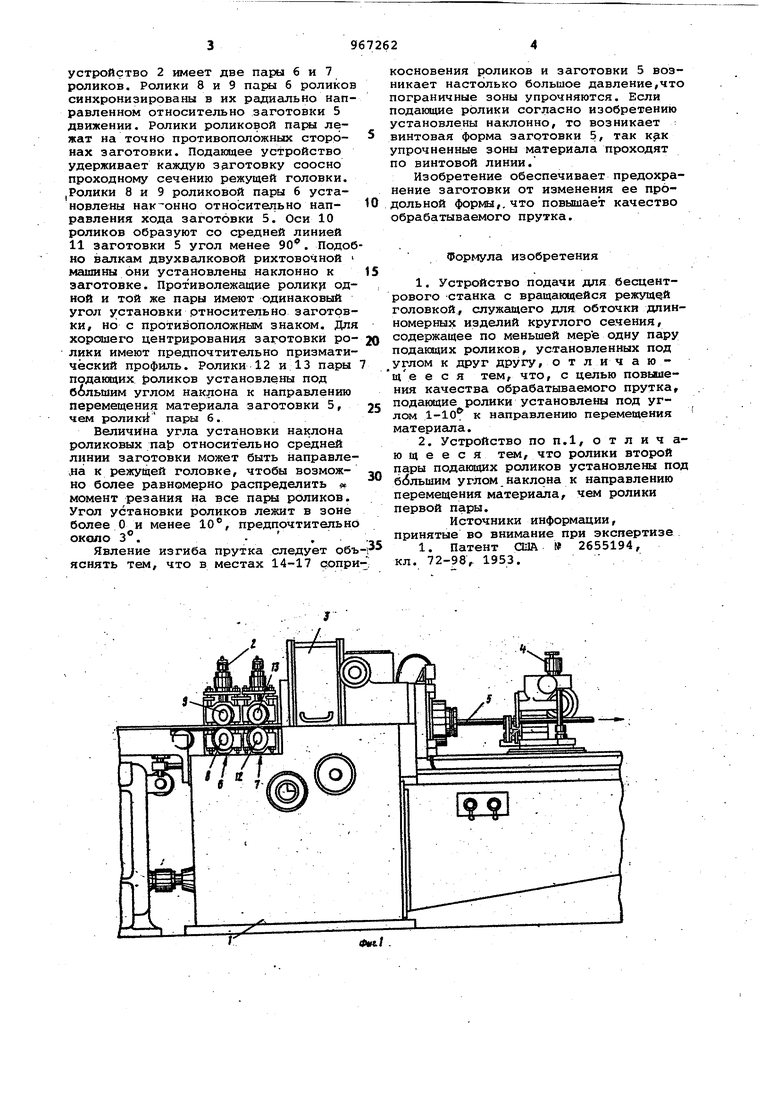
Изобретение относится к уйтройствам подачи для оснащенного вращающей ся режущей головкой бесцентрового станка для круглого материала в виде прутков, проволоки ч труб, состоящим по крайней мере из одной пары подающих роликов. Известно устройство подачи для бесцентрового станка с вращающейся режущей головкой, содержащее одну по меньшей мере пару подающих роликов С Однако в заготовках, которые обрабатываются на таком станке с исполь зованием устройства подачи известной конструкции имеет место искривление формы по дуге. Это явление оставалось неучтенным, пока заготовки выправлялись в рихтовальной машине, непосредственно подключенной к станку и стоящей с ним в одной линии. Если искривленная заготовка должна некоторым образом рихтоваться, то при этом часто возникают незакономер ности, которые требуют подхвата рукой или особенных машинно-технически мер предосторожности. Все это не обеспечивает приближения к прямой ли нии продольного профиля прутка, что снижает качество обрабатываемого ; прутка. Цельюизобретения является повыше-, ние качества обрабатываемого прутка. Поставленная цель достигается тем, что подающие ролики установлены под углом 1-10 к направлению перемещения материала. Кроме того, ролики второй пары подающих роликов установлены под большим углем наклона к направлению перемещения материала, чем ролики первой пары. На фиг.1 схематически показан бесцентровый станок с устройством подачи; на фиг.2 - ролики подающего устройства с натянутой заготовкой; на фиг.З - вид А на фиг,2; на фиг.4 натянутая между наклонно установленными подающими роликами заготовка в сечении; на фиг.5 - обработанная заготовка. Бесцентровый станок 1 содержит пода кяцёе устройство 2 и установленную с возможностью вращения в корпусе 3 режущую головку (не показана). На выходе станка расположена натяжная тележка 4, которая альтернативно принимает на себя движение подачи заготовки 5 или дополняет его. Подающее устройство 2 имеет две пары 6 и 7 роликов. Ролики 8 и 9 па&л 6 ролико синхронизированы в их радиально нап равленном относительно заготовки 5 движении. Ролики роликовой пары лежат на точно противоположных сторонах заготовки. Подаклдее устройство удерживает каждую заготовку соосно проходному сечению режущей головки. IРолики 8 и 9 роликовой пары 6 установлены наклонно относительно направления хода заготовки 5. Оси 10 роликов образуют со средней линией 11 заготовки 5 угол менее 90. Подо но валкам двухвалковой рихтовочной машины они установлены наклонно к заготовке. Противолежащие роликр одной и той же пары имеют одинаковый угол установки относительно заготовки, но с противоположным знаком. Для хорошего центрирования заготовки ролики имеют предпочтительно призматический профиль. Ролики 12 и 13 пары подающих роликов установлены под ббльшим углом наклона к направлению перемещения материала заготовки 5, чем ролик пары б. Величина угла установки наклона роликовых пар относительно средней линии заготовки может быть направле на к режущей головке, чтобы возможно более равномерно распределить «« момент резания на все пари роликов. Угол установки роликов лежит в зоне более О и менее 10, предпочтительно около 3 .. Явление изгиба прутка следует o6b яснять тем, что в местах 14-17 ропри « / косновения роликов и заготовки 5 возникает настолько большое давление,что пограничные зоны упрочняются. Если подаклцие ролики согласно изобретению установлены наклонно, то возникает винтовая форма заготовки 5, так упрочненные зоны материала проходят по винтовой линии. Изобретение обеспечивает предохранение заготовки от изменения ее продольной формы,.что повышает качество обрабатываемого прутка. Формула изобретения 1.Устройство подачи для бесцентрового станка с вращающейся режущей головкой, служащего для обточки длинномерных изделий круглого сечения, содержащее по меньшей мере одну пару подающих роликов, установленных под углом к друг другу, о т ли ч а ющ е е с я тем, что, с целью повышения качества обрабатываемого прутка, подакяцие ролики установлены под углом 1-10. к направлению перемещения материала. 2.Устройство по п.1, отличающее с я тем, что ролики второй пары подающих роликов установлены под большим углом наклона к направлению перемещения материала, чем ролики первой пары. Источники информации, принятые во внимание при экспертизе 1. Патент США № 2655194, кл. 72-98, 1953.
