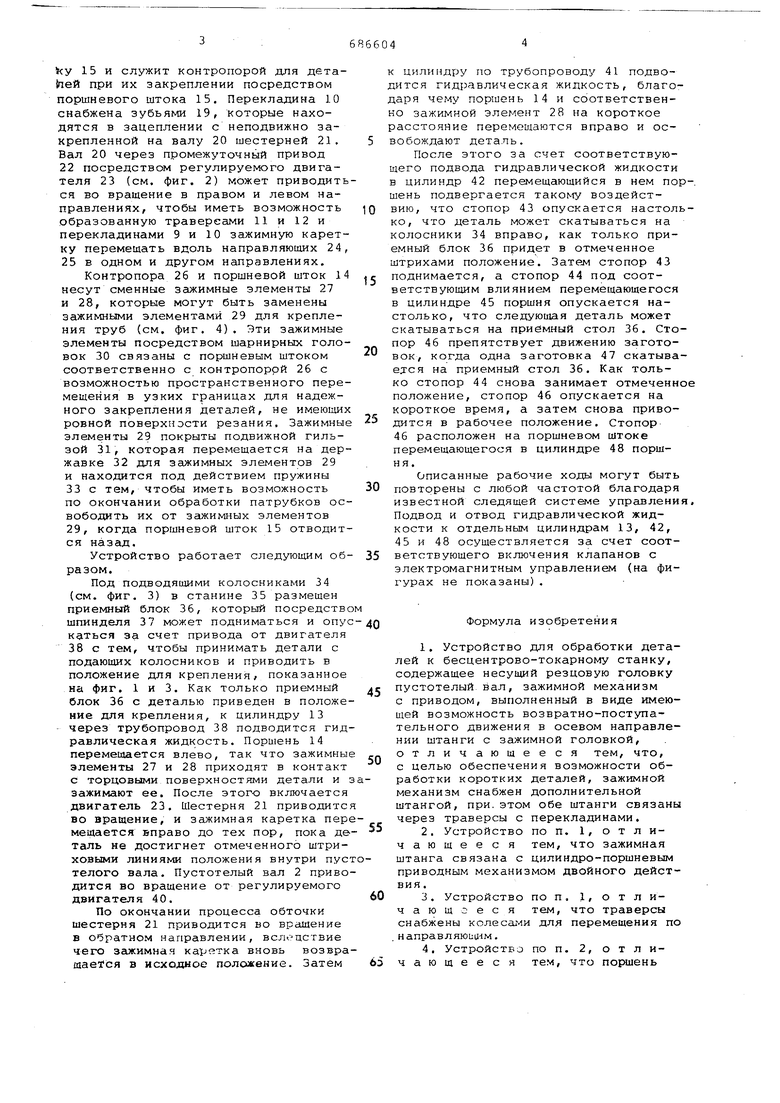
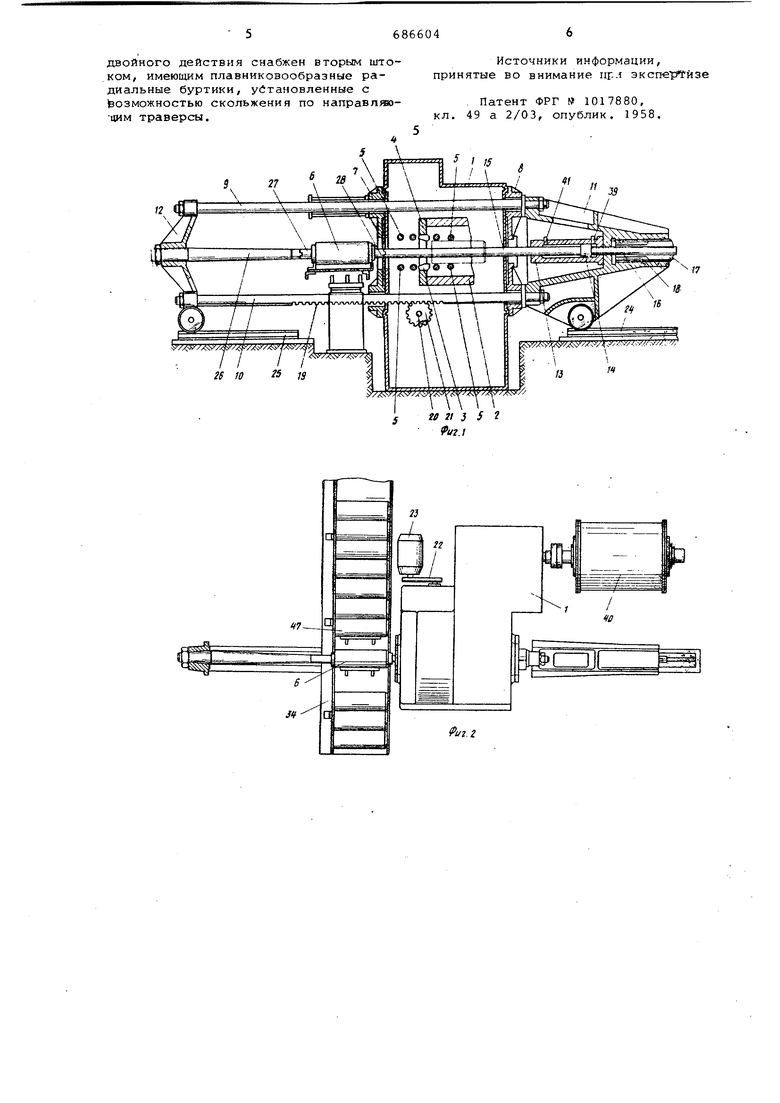
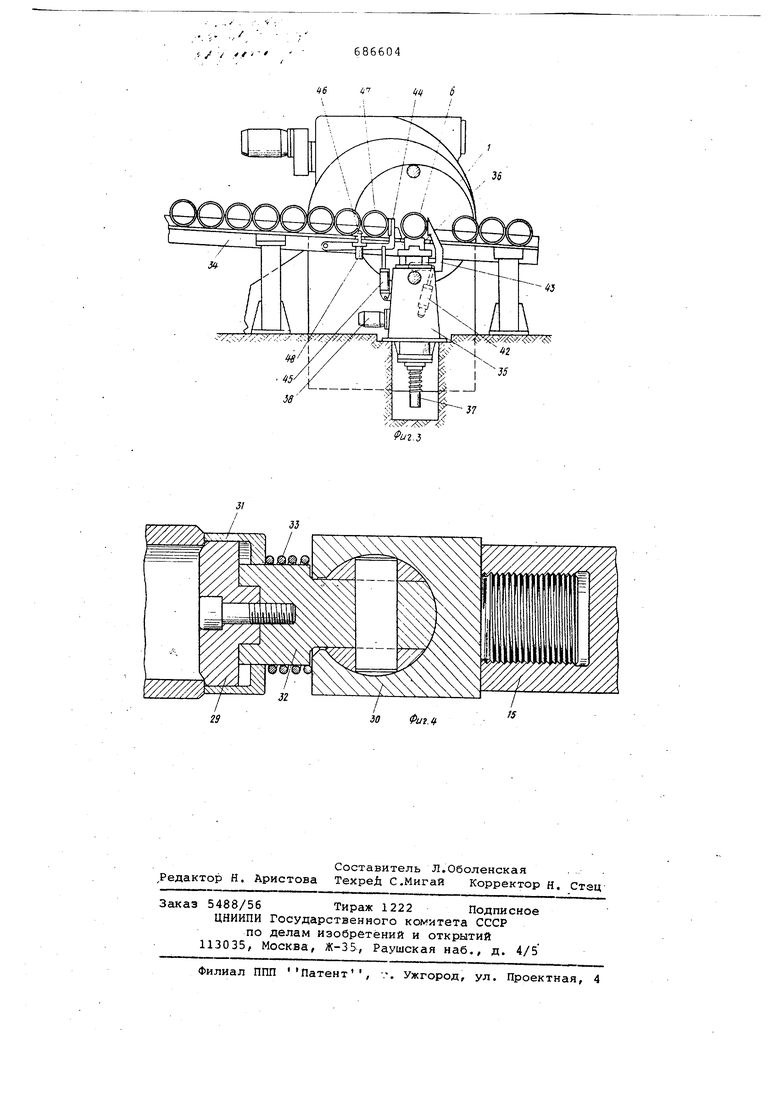
у 15 и служит контропорой для дбтаheft при их закреплении посредством поршневого штока 15. Перекладина 10 снабжена зубьями 19, которые находятся в зацеплении с неподвижно закрепленной на валу 20 шестерней 21. Вал 20 через промежуточный привод 22 посредством регулируемого двигателя 23 (см. фиг. 2) может приводить ся во вращение в правом и левом направлениях, чтобы иметь возможность образованную траверсами 11 и 12 и перекладинами 9 и 10 зажимную каретку перемещать вдоль направляющих 24, 25 в одном и другом направлениях. Контропора 26 и поршневой шток 14 несут сменные зажимные элементы 27 и 28, которые могут быть заменены зажимными элементами 29 для крепления труб (см. фиг. 4). Эти зажимные элементы посредством шарнирных головок 30 связаны с поршневым штоком соответственно с контропоррй 26 с возможностью пространственного перемещения в узких границах для надежного закрепления деталей, не имеющих ровной поверхности резания. Зажимны элементы 29 покрыты подвижной гильзой 31, которая перемещается на дер жавке 32 для зажимных элементов 29 и находится под действием пружины 33 с тем, чтобы иметь возможность по окончании обработки патрубков ос вободить их от зажимных элементов 29, когда поршневой шток 15 отводит ся назад. Устройство работает следующим об разом. Под подводящими колосниками 34 (см. фиг. 3) в станине 35 размещен приемный блок 36, который посредств шпинделя 37 может подниматься и опу за счет привода от двигателя 38 с тем, чтобы принимать детали с подающих колосников и приводить в положение для крепления, показанное на фиг. 1 и 3. Как только приемный блок 36 с деталью приведен в положе ние для крепления, к цилиндру 13 через трубопровод 38 подводится гид равлическая жидкость. Поршень 14 перемещается влево, так что зажимны элементы 27 и 28 приходят в контакт с торцовыми поверхностями детали и зажимают ее. После этого включается двигатель 23. Шестерня 21 приводитс во вращение, и зажимная каретка пер мещается вправо до тех пор, пока де Таль не достигнет отмеченного штриховыми линиями положения внутри пус телого вала. Пустотелый вал 2 приво дится во вращение от регулируемого двигателя 40. По окончании процесса обточки шестерня 21 приводится во вращение в обратном направлении, вслоцствие чего зажимная карятка вновь возвра щается в исходное положение. Затем цилиндру по трубопроводу 41 подвоится гидравлическая жидкость, благоаря чему поршень 14 и соответствено зажимной элемент 28 на короткое асстояние перемещаются вправо и освобождают деталь. После этого за счет соответствующего подвода гидравлической жидкости в цилиндр 42 перемещающийся в нем пор-, шень подвергается такому воздействию, что стопор 43 опускается настолько, что деталь может скатываться на колосники 34 вправо, как только приемный блок 36 придет в отмеченное штрихами положение. 3aTejvi стопор 43 поднимается, а стопор 44 под соответствующим влиянием перемещающегося в цилиндре 45 поршня опускается настолько, что следующая деталь может скатываться на приёмный стол 36. Стопор 46 препятствует движению заготовок, когда одна заготовка 47 скатываед ся на приемный стол 36. Как только стопор 44 снова занимает отмеченное положение, стопор 46 опускается на короткое время, а затем снова приводится в рабочее положение. Стопор 46 расположен на поршневом штоке перемещающегося в цилиндре 48 поршня. Описанные рабочие ходы могут быть повторены с любой частотой благодаря известной следящей системе управления, Подвод и отвод гидравлической жидкости к отдельньом цилиндрам 13, 42, 45 и 48 осуществляется за счет соответствующего включения клапанов с электромагнитным управлением (на фигурах не показаны). Формула изобретения 1.Устройство для обработки деталей к бесцентрово-токарному станку, содержащее несущий резцовую головку пустотелый вал, зажимной механизм с приводом, выполненный в виде имеющей возможность возвратно-поступательного движения в осевом направлении штанги с зажимной головкой, отличающееся тем, что, с целью обеспечения возможности обработки коротких деталей, зажимной механизм снабжен дополнительной штангой, при. этом обе щтанги связаны через траверсы с перекладинами. 2.Устройство по п. 1, отличающееся тем, что зажимная штанга связана с цилиндро-поршневым приводным механизмом двойного действия. 3.Устройство по п. 1, о т л ичающоеся тем, что траверсы снабжены колесами для перемещения по . направляюиа1м. 4.Устройство по п. 2, отличающееся тем, что поршень
двойного действия снабжен вторым штоком, имеющим плавниковообразные радиальные буртики, уйтановленные с возможностью скольжения по направлшоцим траверсы. 21 W S JS
Источники информации, принятые во внимание прл эксп-ерч-йзе
Патент ФРГ 1017880, кл. 49 а 2/03, опублик. 1958. га 21 3 5 Йаг./ г 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штабелирования металлических прутков и труб | 1979 |
|
SU1036243A3 |
| Устройство для укладки цилиндричес-КиХ издЕлий | 1978 |
|
SU854270A3 |
| Устройство для правки длинномерных ихделий | 1974 |
|
SU603324A3 |
| Система управления правильной валковой машиной | 1974 |
|
SU561496A3 |
| Косовалковая правильная машина | 1980 |
|
SU978719A3 |
| Токарный станок со средствами для подачи и зажима деталей типа прутка | 1975 |
|
SU890962A3 |
| Прокатная клеть со сменными валками | 1974 |
|
SU495806A3 |
| Устройство для навинчивания муфт на трубы | 1972 |
|
SU548194A3 |
| Устройство для радиальной регулировки валков прокатного стана дуо | 1974 |
|
SU524498A3 |
| Станок для бесцентровой обточки труб | 1979 |
|
SU1347862A3 |
}в
еУУ. NV -й/г.з 30 Фиг. It
