Изобретение относится к станкостроению и может быть использовано в станках для бесцентровой обточки труб Цель изобретения - расширение технологических возможностей станка за счет обеспечения одновременной обработки внутренней и наружной поверхностей труб.
На фиг. 1 изображен станок, вид сверху; на фиг. 2 - то же, вертикальный разрез .
Станок для обработки трубы 1 содержит резцовун головку 2 для наруж- Hoii обработки, расточную головку 3 для внутренней обработки, подающий механизм 4, пытягипающее устройство 5, стеллаж 6, приемный лоток 7, вы- полн(;иный в виде самостоятельного узла, привод 8 резповой головки 2 и привод 9 расточной Г(1ловки 3.
У торпа подающего механизма 4 ус- таповлеп(5 устройство К) для заправки расточной головки в трубу. В подающем устро1(стве установлены с возможностью вращения три пары подающих роликон 11 и 12, 13 и 14, 15 и 16. I(jcjie подающего устро11ства установлены станок 17 и 18. Резцовая головка установлена на станке 17 на пo:Io валу 19, смонтированном в станине 2(J.
Норштанга не 22. Между да1оп;им механизм(1М установлены демп- ,|)ирующие 23 и 24 и поддерживающие 25 элементы. Между подающим механизмом 4 и резцовоГ го. устан(1влены ролики 2Ь и 27 д:1я направления трубы Речпы 28 и 29 установлены н головке с В(ззможностьк) перемещении от серводвигателя 31). В полом налу 19 уста- новлон 11 пс1ддерживан)шие ролики 31-3 Прижтд na.;ia 19 осуществляется от двигателя 34 .
CraiioK работает слсдуницим образом В заправочном устройстве 10 расточная головка вставляется в трубу
21 закрепляется в патоо- уз:к1м привода 9 и по
В
0
5
0
5
0
6
И закрепляется в патроне 22 после подачи трубы с расточной головкой в позицию обработки. Для удобства установки трубы привод 9 смещается в осевом направлении.
Во время обработки труба зажимается между демпфирующими элементами 23 и 24, которые допускают скольжение трубы в осевом направлении. При дальнейшем перемещении в осевом направлении труба подается в резцовую головку
2и одновременно с обработкой внутренней поверхности обрабатывается наружная поверхность. Как только обработанная часть трубы выходит из по- дающег о аппарата, вытягивающее устройство 5 направляет трубу на рольганг 18 и далее в лоток 7.
Освободившаяся расточная головка
3заменяется на новую с надетой трубой .
Формула изобретения
1.Станок для бесцентровой обточки
труб, содержащий две резцовые головки с приводами, подающий и вытягивающий механизмы и выполненный в виде самостоятельного узла приемный лоток,о т- л и ч а ю щ и и с я тем, что, с целью расширения технологических возможностей за счет обеспечения обработки внутренней и наружной поверхностей, одна из резцовых головок выполнена в виде расточной с возможностью отсоединения от привода, перед подающим механизмом установле)1о введенное в станок устройство для заправки расточной головки в трубу, при этом расстоя)ше между приводом расточной головки и подающим механизмом выбрано равным максимал1-ной длине подлежащей обработке трубы.
2.Станок по п. 1, отличаю- щ и и с я тем, что привод расточной головки установлен с возможностью перемещения и фиксации в заданном положении.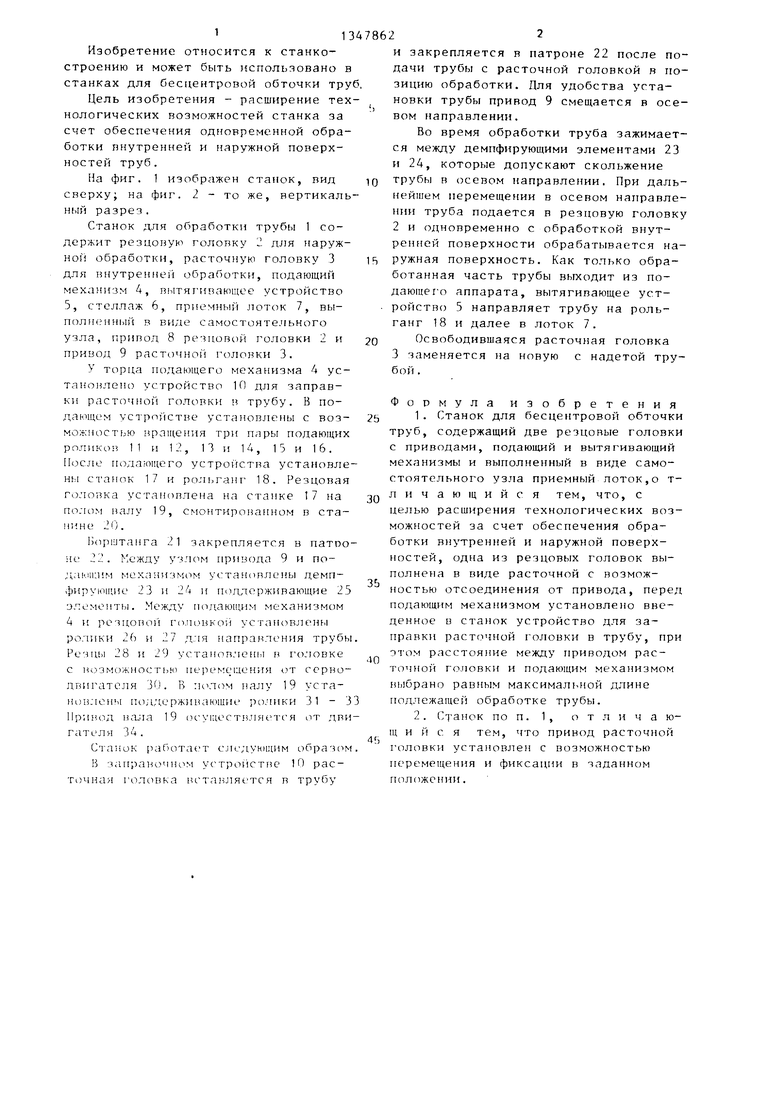
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления внутреннего отверстия в трубе при помощи расточного устройства | 2024 |
|
RU2839745C1 |
| Расточный станок | 1990 |
|
SU1763102A1 |
| Расточной станок | 1989 |
|
SU1632644A1 |
| Глубокорасточный станок | 1990 |
|
SU1745428A1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА В СТАНКАХ ДЛЯ ОБРАБОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2010 |
|
RU2428281C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛОВ АРТИЛЛЕРИЙСКИХ ОРУДИЙ | 2018 |
|
RU2699199C1 |
| СПОСОБ ГЛУБОКОГО РАСТАЧИВАНИЯ ПРЕЦИЗИОННЫХ ЦИЛИНДРОВ | 1992 |
|
RU2008126C1 |
| Способ обработки длинномерных цилиндрических отверстий | 2015 |
|
RU2616724C2 |
Изобретение относится к области станкостроения и может быть использовано в станках для обработки труб. Целью изобретения является расширение технологических возможностей за счет обработки внутренней и наружной поверхностей. Станок содержит резцовую головку 2 для наружной обработки и борштангу 21 для внутренней обработки, а также подающий механизм 4 и вытягивающее устройство 5. Борштанга 21 закреплена в патроне 22. Расточная борштанга вставляется в трубу и закрепляется в патроне 22 после подачи трубы в позицию обработки. Привод 9 при этом смещается в осевом направлении. 1 з.п. ф-лы, 2 ил. а ю fui г 1Й 00 ОО С ГЧЭ OJ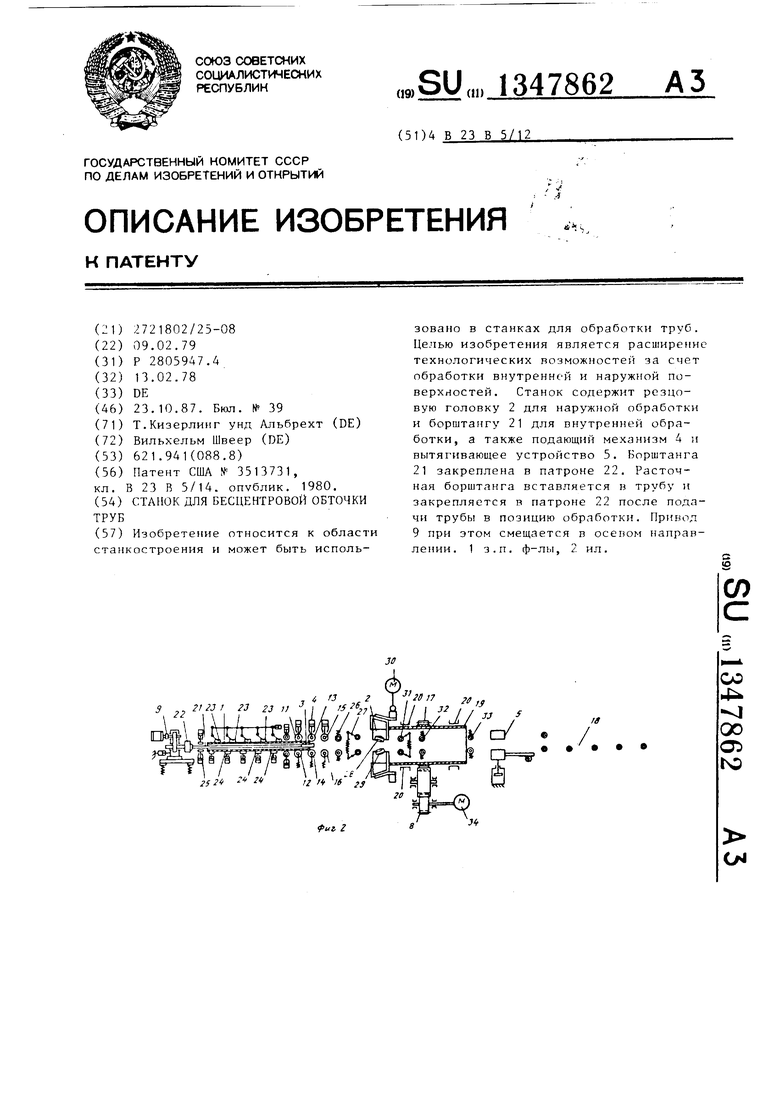
| СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО МЕЖДУ ЛОТКОМ И ЛИВНЕСПУСКОМ | 2017 |
|
RU2721802C2 |
| (DE) Бюл | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| опублик | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
