11
Изобретение относится к прокатному производству,а именно к конструк- циям валков обжимных прокатных станов,
Целью изобретения является повышение ресурса валка и сохранение постоянной захватывающей способности независимо от износа в Ходе эксплуатации,
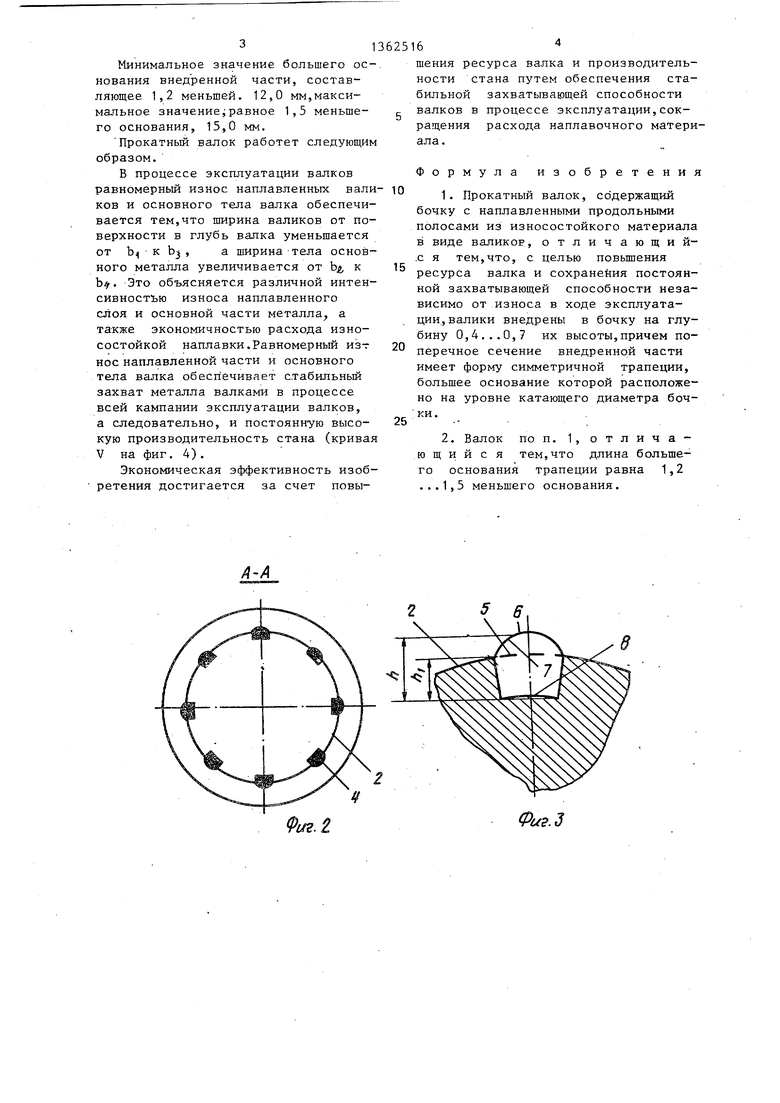
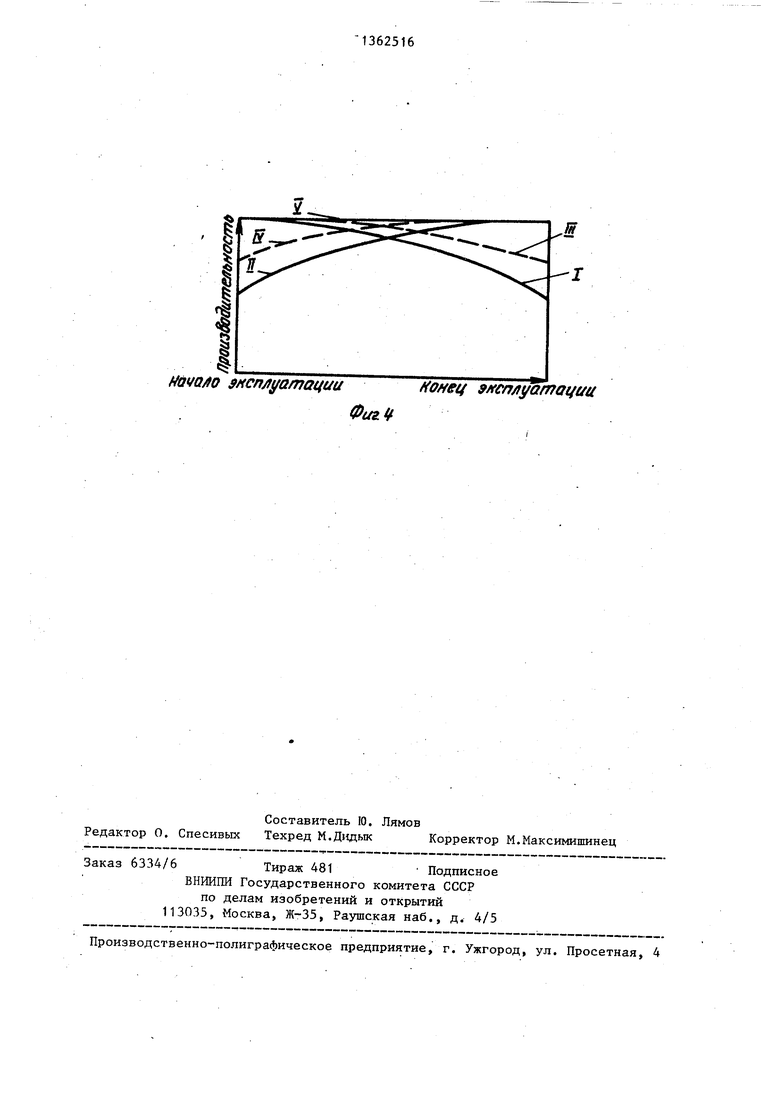
На фиг. 1 изображена конфигурация ручья валка, с наплавкой,на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - размещение наплавочного валика в днище ручья;на фиг. 4 - графическая зави симость изменения производительности станка при использовании предложенного вала от начала до конца эксплуатации, где кривые I и II показывают изменение производительности в проце.,ссе кампании валков в соответстии с известными.
Прокатный валок состоит из бочки 1, на которой имеется по меньшей мере один ручей с днищем 2 и выпусками 3. В днище 2 параллельно оси вращения валка .простроганы продольные канавки, которые при помощи плазмотрона заполняются износостойким материалом в виде наплавочных валиков 4. Валики 4 внедрены в ка- навки на глубину О,4...О,7 их высоты, причем канавки и размещенная в них часть валиков имеют форму симметричных трапеций, большие основания 5 которых находятся на катающем диаметре дна ручья, а выступающая поверхность 6 описывается кривой второго порядка и имеет радиус 7, в поперечном сечении большее основание 5 составляет 1,2... 1,5 от длины меньшего основания 8. Внедрение валиков 4 износостойкой наплавки на О,4...О,7 ее высоты определено экспериментальным путем. Уменьшение этой величины менее 0,4 ее высоты не обеспечивает равномерной захватывающей способности в процессе эксплуатации валков за счет уменьшения захватывающей способности во второй половине кампании (кривая III на фиг, 4).Увеличение величины заглубления h более О,7 ее высоты не обеспечивает равномерной захватывающей способности в процессе экс плуатации валков за счет уменьшения -захватывающей способности в первой половине кампании эксплуатации валков (кривая ly на фиг. 4).
5
5
6 0
0 5 0
5 0 5
162
Выполнение внедренной части наплавленного валика в виде трапеции обеспечивает равномерность износа рабочей поверхности валка в проце.с- се эксплуатации. Симметричное распо-. ложение боковых сторон трапеции обеспечивает равномерный износ поверхности валков при реверсивном режиме работы валка в комплекте, например для блюмингов и других заготовочных , станов. «
Выполнение верхнего основания трапеции внедренной части валика равной 1,2-1,5 нижнего получено экспериментальным путем. Уменьшение отношения менее 1,2 приводит к неравномерному износу.поверхности валков в процессе эксплуатации за счет бо лее интенсивного износа основного металла валков во второй половине клапанами эксплуатации валков. Увеличение отношения более 1,5 приводит к неравномерности износа поверхности валка в процессе эксплуатации за счет ловышения интенсивности износа наплавленных валиков. Как увеличение, так и уменьшение .величины отношения верхнего основания к нижнему больше установленных пределов не обеспечивает равномерности износа валков и равномерной захватывающей способности валков, а следовательно, оптимального ресурса и производительности станов.,
Ширина Ь( валиков износостойкой наплавки и Ъ дна ручья оп-. . ределяется тем,чтобы в очаге деформации постоянно находились как минимум по одному участку износостойкой наплавки и основного металла валка.
Бьши установлены валки блюминга диаметром 1050 мм.На поверхности валка нанесены износостойкие валки общей высотой 8 мм, из которых внедренная часть составляет 4 .мм или 0,5 общей высоты. Длина нижнего основания трапеции заглубленной час-, ти 10 мм, верхней 14 мм, что составляет 1,4. Длина валика на поверхности валка 14 мм, ширина тела основного валка 20 мм.
Минимальное значение заглубленной части, составляющей 0,4 общей высоты валика равной 8 мм, 3,2 мм. Максимальное значерше утопленной части 5,6 мм.
313625
Минимальное значение большего ос-, нования внедренной части, составляющее 1,2 меньшей. 12,0 мм,максимальное значениеjравное 1,5 меньше- g го основания, 15,0 мм.
Прокатный валок работет следующим образом.
В процессе эксплуатации валков равномерный износ наплавленных вали- ю ков и основного тела валка обеспечивается тем,что ширина валиков от поверхности в глубь валка уменьшается
от
Ъ к b
3
а ширина-тела основного металла увеличивается от Ь, к Ь. Это объясняется различной интенсивностью износа наплавленного слоя и основной части металла, а также экономичностью расхода износостойкой наплавки.Равномерный изт нос наплавленной части и основного тела валка обеспечивает стабильный захват металла валками в процессе всей кампании эксплуатации валков, а следовательно, и постоянную высокую производительность стана (кривая V на фиг. 4).
Экономическая эффективность изобретения достигается за счет повы
5
0
5
164
шения ресурса валка и производительности стана путем обеспечения стабильной захватывающей способности валков в процессе эксплуатации,сокращения расхода наплавочного материала.
Формула изобретения
1.Прокатный валок, содержащий бочку с наплавленными продольными полосами из износостойкого материала в виде валиков, отличающий- .с я тем,что, с целью повьшения ресурса валка и сохранейия постоянной захватывающей способности независимо от износа в ходе эксплуатации, валики внедрены в бочку на глубину О,4...О,7 их высоты,причем поперечное сечение внедренной части имеет форму симметричной трапеции, большее основание которой расположено на уровне катающего диаметра боч ки..
2.Валок по п. 1, отличающий с я тем,что длина большего основания трапеции равна 1,2 ...1,5 меньшего основания.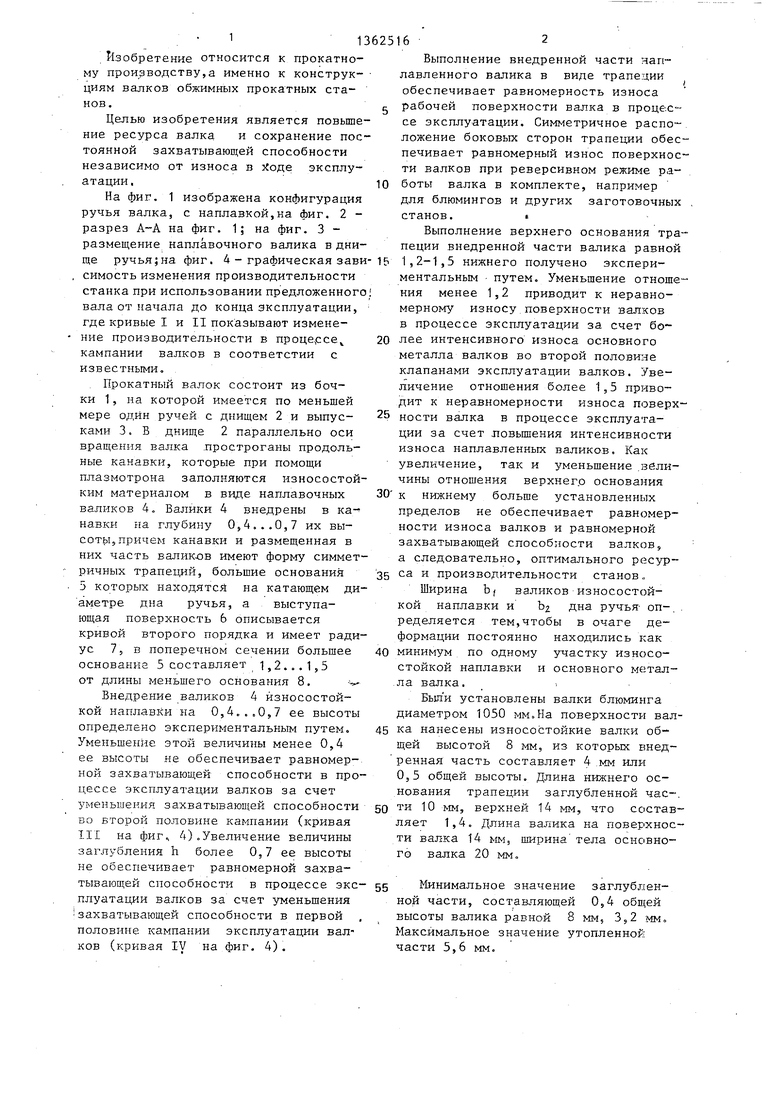
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный валок | 1990 |
|
SU1729639A2 |
| ПРОКАТНЫЙ ВАЛОК | 1999 |
|
RU2173228C1 |
| Прокатный валок | 1988 |
|
SU1600879A1 |
| Способ восстановления опорных валков клетей прокатных станов | 1990 |
|
SU1804353A3 |
| Прокатный валок клети окалиноломателя | 1986 |
|
SU1388127A1 |
| Способ восстановления прокатных валков | 1989 |
|
SU1676786A1 |
| ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2087218C1 |
| Способ восстановления прокатных валков | 1988 |
|
SU1629120A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2202422C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК ЧУГУННЫХ ВАЛКОВ | 2005 |
|
RU2283709C2 |
9i/.2
Фиг.д
MQVQAO $нсп/гуатации
9/fc/7/iyQmat uti
Фиг
| Прокатный валок | 1983 |
|
SU1154015A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Вровман М.Я | |||
| и др | |||
| Усовершенствование технологии прокатки толстых листов | |||
| М.: Металлургия, 1969,с | |||
| Шланговое соединение | 0 |
|
SU88A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
