//./
rTZZZZZTTTZTTTT.
СП
////ZZZ
4
Л
У1
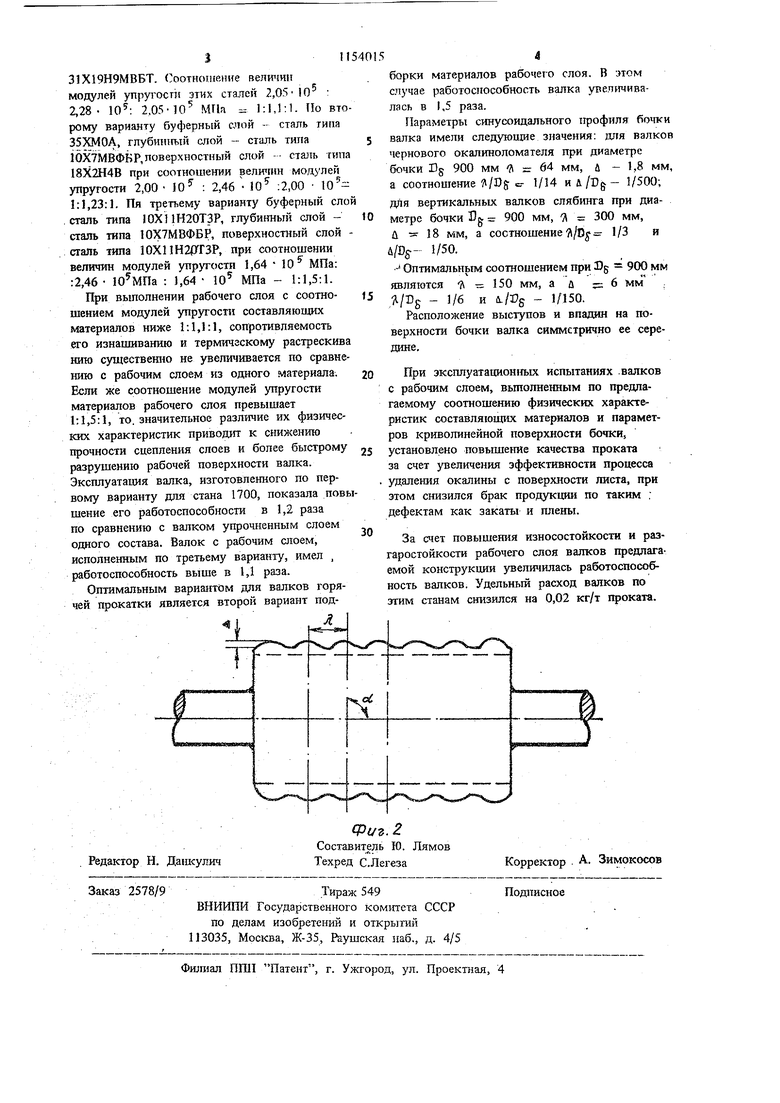
Фиг. 1 Изобретение оптосится к прокатному производству и может быть использовано в раб чих клетях станов горячей прокатки. Известен г1ро сатнь Й валок, внешняя обра:зуюм1ая бочкн которого выполнена в виде с (гусонды 1. Недостатком этого валка является быстро изнашивание гребней синусоиды, что приводи к увеличению перевалок валков и дополнительн,1Х трудозатрат на восстановление нрофи ловки бочки. Наиболее близким к нредлагаемом но технической сущности и достигаемому резуль ту является прокат1 ый валок, содержа1щ- Й бочку с многослойным рабочим слоем из материалов с различным модалем yiipv -ости смежных слоев 2. Недостаток известного валка заключается том, что гла;.т,кая новерхиость бочки не спос ствует удаленн1о окалины, а поскольку в н нерег.чаментируется соотношение слоев бочки по величине модуля утгрут-ости, он имеет износостойкость рабочей поверхности к усталостному разрушению в виде трещин, разгара и отколов, вызвагшых плохой сопротивляемостыо термтеским ударам. Это снижает ресурс валка. Цель изобретения - повышение ресурса валков путем повышения сопротивления термтеским ударам и улучшение эффектнакости удаления окалины. Поставленная цель достигается тем, что в прокатном ва.пке, содержащем бочку с мног слойным рабочим слоем из материалов с разлишым модулем упругости смежных слоев, рабочий слой выполнен с соотношение модулей упругости смежных слоев, равным: .1:1,1:-1:1,5:1. Кроме того, внешняя образующая бочки выполнена в виде синусоиды со следующими параметрами A/Dg г 1/50 - 1/500 и й/Г)5-.- 1/3 - 1/14 где длина волны; Л - высота пыстунов внешней образуюздей бочки; Dg. - номинальный диаметр бочки валка. Повьш1ение стойкости рабочего слоя против усталостного разрупдення при динамических и термических нагрузках, носяндах щп :лш1еский характер, достигается в предложенной конструкцнн валка за счет его многослойности и порядка наложения слоев. Чередование слоев с разл янымн уровнями МОДУ.11Я ттругости позволяет рабо шй слой, хорошо сопрот1-шляюпхийся воздействию раскаленного до 1100 - 1250с металла, ох.лажл.ающей жидкости и напряжениям смятия и скола, возникающим при прокатке, Порядок чередования слоев при получении износоустой швого рабочего слоя различного актава пред-чагается следуюишй. Вначале наносится на ось валка материал с высоким У11овяем пластических и прочностных характеристик, т. е. с более низким модулем упругости. Это позволяет получить хорошее сцегшепие рабочего слоя с осью валка, изготавливаемого обычно из закаливающихся средне- и высокоуглеродистых сталей, и избежать отколов и отслоепий его при эксплуатации. Далее наносится средний или глубинный слой, материал которого имеет более высокий уровень величины модуля упругости по сравнению с материалом предыдущего переходного или буферного слоя. Он является основным слоем, воспр1гнимаю1цим динамические нагрузки, и хорошо сопротивляется воздействию напряжений смятия, сдвига и скола, которые приводат к интенсивному разрушешю рабочего слоя. Следующим наносится поверхностный слой, непосредственно контактирующий с прокатываемым металлом и воспринимающий основные термические нагрузки. За счет высокой пластичности и достаточной прочности материала этого слоя с низким уровнем модуля упругости, равным модулю упругости материала переходного слоя, происходит снижение напряжений растяжения и сжатия, обусловленных упругими деформациями, и вызывающих уста- лестное разрушение материала в виде треидаи разгара. Релаксаш1я разрушающих напряжений, т. е. гашение их в глубине поверхностного слоя, позволяет приостановить распространение циклических термических напряжений и воздействие их на основной глубинЮ)Й слой, имеющий высокую прочность, но недостаточно хорошо сопротивляющийся термическим ударам. Примерами выпол)1ет{я валков предлагаемой конструкции являются валок слябинга 1150 и валок чернового окалиноломателя стана горячей прокатки 1700. На чертеже изображен предлагаемый валок, общий вид; на фиг. 2 - то же, второй вариант исполнения. Оси бочек валков изготовлены из сталей 50ХН и 9ХФ, Рабочий слой, наплавляемый на бочку, составлен по трем вариантам чередоваПИЯ различных материалов в указанных пределах соотношения величин модулей упругости. По первому варианту буферный переходной слой из стали типа 31Х19Н9МВБТ, глубинный, основной слой из стали типа 15X1ШФ, поверхностный слой тоже из стали типа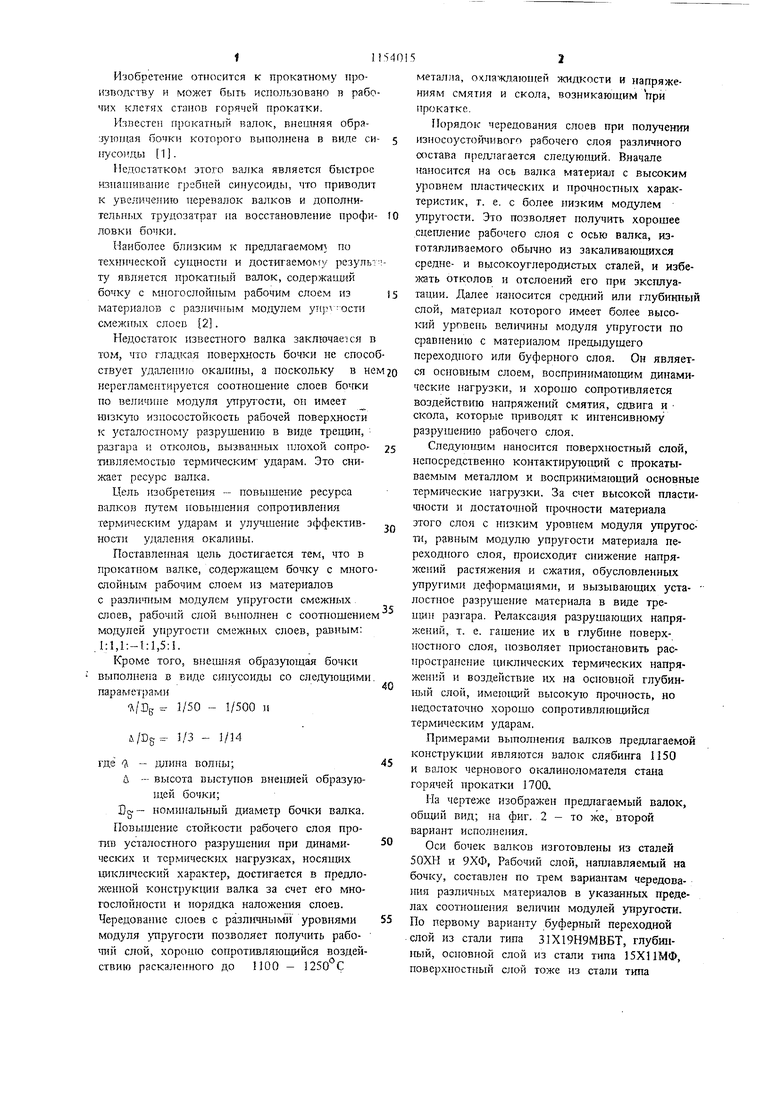
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный валок | 1986 |
|
SU1404131A2 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2087218C1 |
| Валок горячей прокатки | 1983 |
|
SU1107916A1 |
| СПОСОБ ОХЛАЖДЕНИЯ РАБОЧЕГО ВАЛКА СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2183143C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЦЕНТРОБЕЖНО-ЛИТОГО РАБОЧЕГО ВАЛКА В КЛЕТЯХ КВАРТО ЧЕРНОВОЙ ГРУППЫ СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2006 |
|
RU2328355C2 |
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ КЛЕТЕЙ КВАРТО ЧИСТОВОЙ ГРУППЫ ШИРОКОПОЛОСНЫХ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 2002 |
|
RU2211736C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ВАЛКОВ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 1994 |
|
RU2081923C1 |
| Прокатный валок клети окалиноломателя | 1986 |
|
SU1388127A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2202422C2 |
1. ПРОКАТНЫЙ ВАЛОК, содержащий бочку с многослойным рабочим слоем из материалов с различным модулем упругости смежных слоев, отличающийся тем, что, с целью повышения ресурса валков путем повыщения сопротивления термическим ударам, рабочий слой выполнен с соотношением модулей упругости смежных слоев, равным 1:1, 1:1 - 1:1, 5:1. 2. Валок по н. 1, отличающийс я тем, что, с целью улучшения :)ффективности удаления окалины, внешняя образующая бочки выполнена в виде синусоиды со следующими параметрами; 7i/Dg - 1/50 - 1/500 и 1/3 - 1/14 где X - длина волны;, Ь - высота выступов внешней образующей бочки; DJ, - номинальный диаметр бочки валка. (/)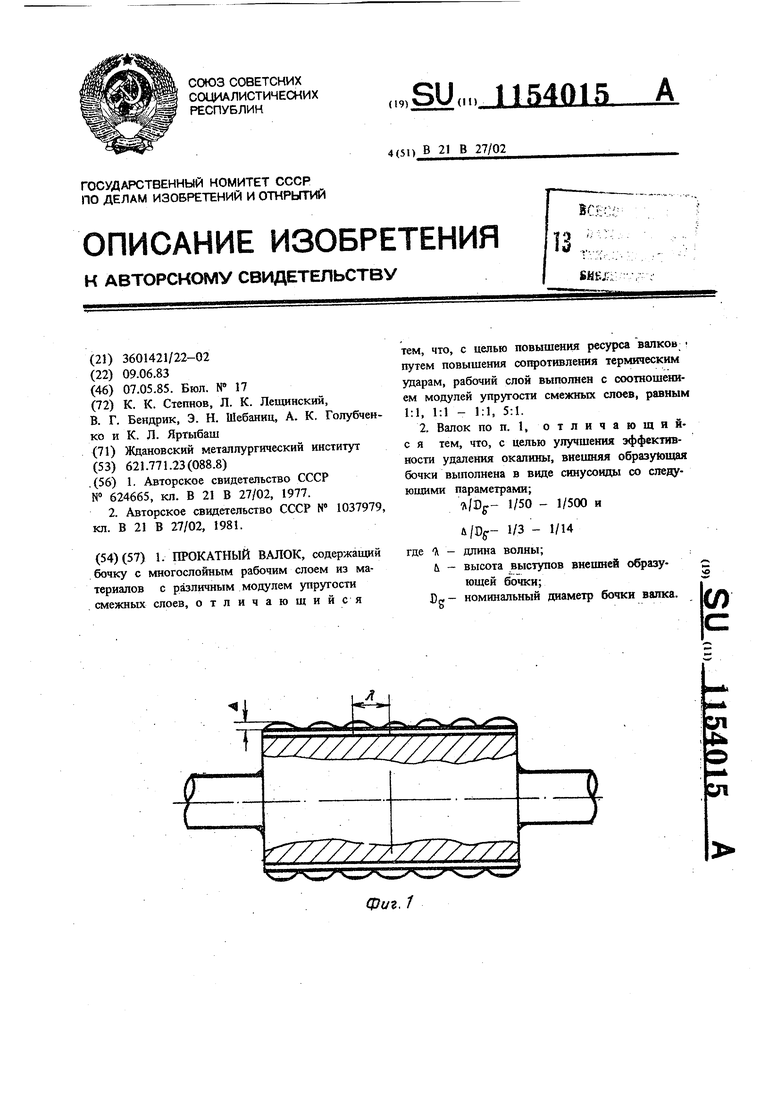
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ получения листового проката | 1977 |
|
SU624665A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Составной валок | 1981 |
|
SU1037979A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
