Изобретение относится к переработке пластмасс и может быть использовано для изготовления полых длинномерных изделий из полимерных материалов.
Целью изобретения является обеспечение изготовления изделий большой длины с развитыми в направлении, перпендикулярном оси изделия, поверхностями.
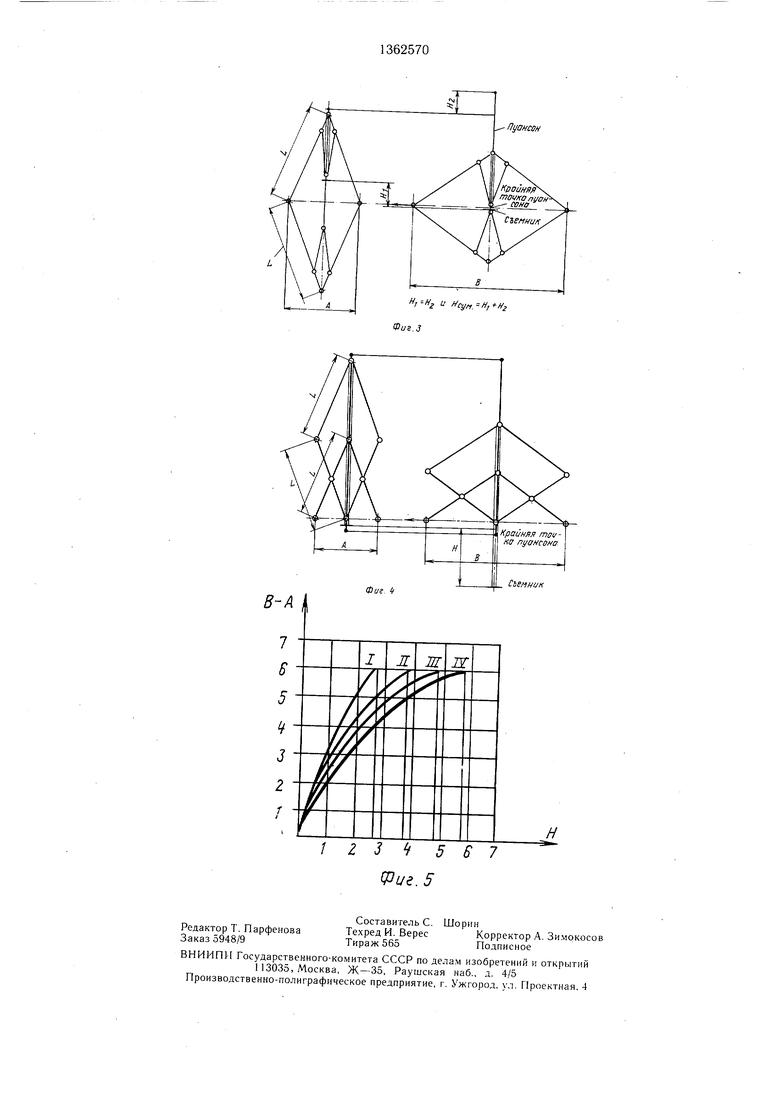
На фиг. 1 изображена литьевая форма в закрытом состоянии и разрез А-А; на фиг. 2 - кинематическая схема известной формы с двумя парами плоскопараллельных рычагов в сомкнутом и разомкнутом состояниях; на фиг. 3 - кинематическая схема известной формы с четырьмя парами плоскопараллельных рычагов в сомкнутом и разомкнутом состояниях; на фиг. 4 - кинематическая схема предлагаемой формы с тремя парами плоскопараллельных рычагов в сомкнутом и разомкнутом состояниях; на фиг. 5 - графики зависимости величины хода съемника от величины раскрытия формы(график I для фиг. 2; график II для фиг. 3; график III для фиг. 4; график IV для предлагаемой формы (с укороченной парой рычагов). Кинематика предлагаемой формы приведена на фиг. 4, и ей соответствует кривая 111 на фиг. 5. Величина хода съема изделия сравнительно с ходом размыкания термопластавтомата равна Н/В-АХ Х100% - Х100%- 80%.
Форма сс;гржит неподвижную и подвижную полуматрицы 1, которые для крепления рычагов 2 снабжены осями 3. Рычаги 2 через оси 3 связаны с рычагами 4, которые такими же осями сообщены с рычагами 5, соединенными попарно планкой 6. На ней установлены тяги 7, на противоположных концах которых закреплен съемник 8. Кроме того, рычаги 4 связаны между собой попарно планкой 9.
Форма работает следующим образом.
После заливки полимерного материала и соответствующей технологической выдержки происходит размыкание формы. Подвиж
5
ная полуформа отходит от неподвижной, при этом рычаг 2 через оси 3 взаимодействует с рычагами 4, которые через рычаги 5, планку 6 и тяги 7 перемещают съемник 8 вдоль пуансонов, производя съем изделия.
Оси 3 разделяют рычаги 2 и 4 пополам, благодаря чему перемещения пуансонов с изделиями в направлении, перпендикулярном оси раскрытия формы, не происходит, а, следовательно, торцы и торцовые поверхности изделия не повреждаются о полуматрицы. В процессе смыкания формы рычаги возвращают съемник в исходное положение, и цикл повторяется.
Таким образом, чем больше соотношение Н(В-А), тем большей длины изделие можно изготавливать в форме и обеспечивать его съем. В предлагаемой конструкции длины трех пар рычагов выбраны одинаковыми, а в случае выполнения рычагов 5
0 на 25% короче рычагов 2 и 4 отношение величины хода съемника относительно хода размыкания термопластавтомата составит (кривая IV на фиг. 5) Н(В-А) X Х100% 5,8/6 Х100% 96%, т. е. величина
хода съемника приближается к величине хода размыкания формы.
Формула изобретения
Литьевая форма для изготовления полых 0 длинномерных изделий из полимерных материалов, содержащая полуматрицы с осями, на которых закреплена система плоскопараллельных рычагов, связанных тягами с прикрепленным к ним съемником, отличающаяся тем, что, с целью изготовления 35 изделий большой длины с развитыми в направлении, перпендикулярном оси изделия, поверхностями, без повреждения последних при съеме, форма снабжена либо тремя парами рычагов одинаковой длины, либо двумя парами рычагов одинаковой длины и третьей парой меньшей длины, связанной с планкой, на которой закреплены тяги съемника.
40
Пуансон
Пуансон
Hj- H и Нсу„,Н,1-Н1
Фиг.З
В-А
1 г 3 567 ие.5
Составитель С. Шорнн
Редактор Т. ПарфеноваТехред И. ВересКорректор А. Знмокосов
Заказ 5948/9Тираж 565Подписное
ВНИИПП Государственного-комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная. 4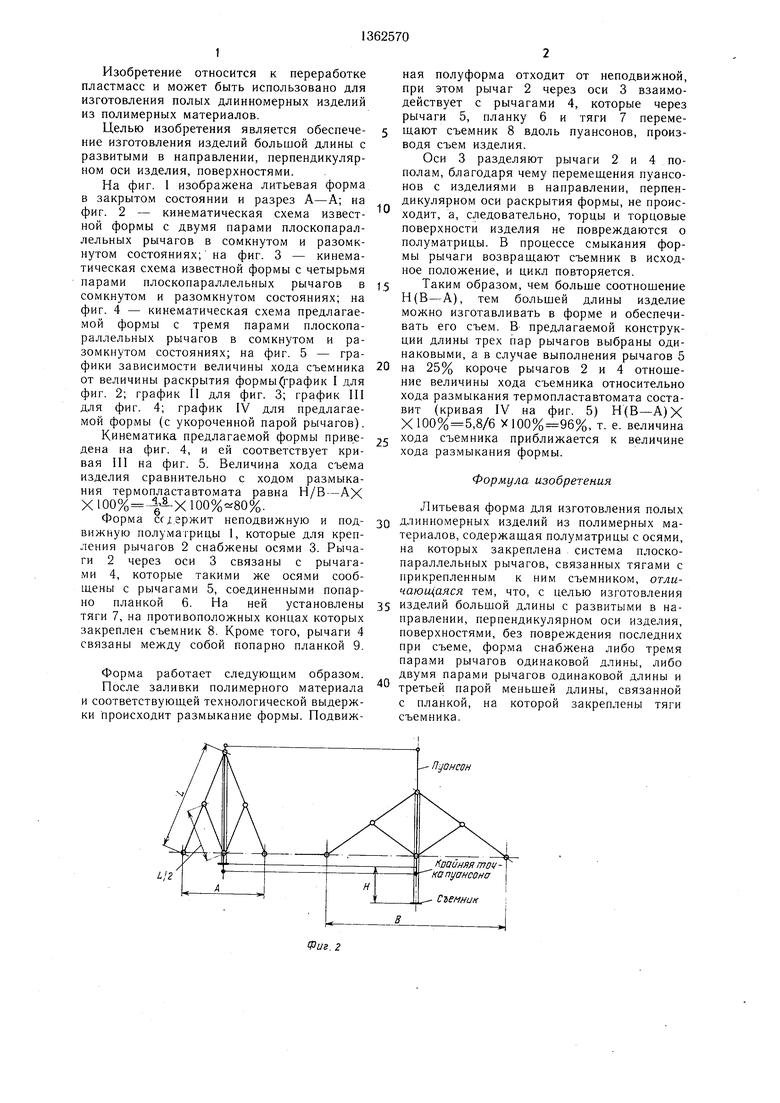
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья полимерных изделий с криволинейным отверстием | 1983 |
|
SU1154097A1 |
| Литьевая форма | 1990 |
|
SU1735033A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для изготовления полимерных изделий с перпендикулярными оси пуансона поверхностями | 1989 |
|
SU1713824A1 |
| Литьевая форма для изготовления длинномерных полых изделий с внутренней перегородкой | 1986 |
|
SU1361005A1 |
| Литьевая форма для изготовления полых длинномерных изделий из пластмасс | 1981 |
|
SU1014731A1 |
| Литьевая форма термопластавтомата для изготовления изделий из пластмасс | 1980 |
|
SU1028515A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU1007993A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1391918A1 |
| Литьевая форма рычажная для изготовления полых изделий из полимерных материалов | 1986 |
|
SU1361003A1 |
Изобретение относится к переработке пластмасс и может быть использовано для изготовления полых длинномерных изделий. Цель - обеспечение изготовления изделий большой длины. Для этого литьевая форма содержит полу матрицы 1 с осями, на которых закреплена система плоскопараллельных рычагов 2, 4 и 5, связанных тягами со съемником 8. 1 ил. 1 А-А (Л со О5 ГчЭ ел о U2.1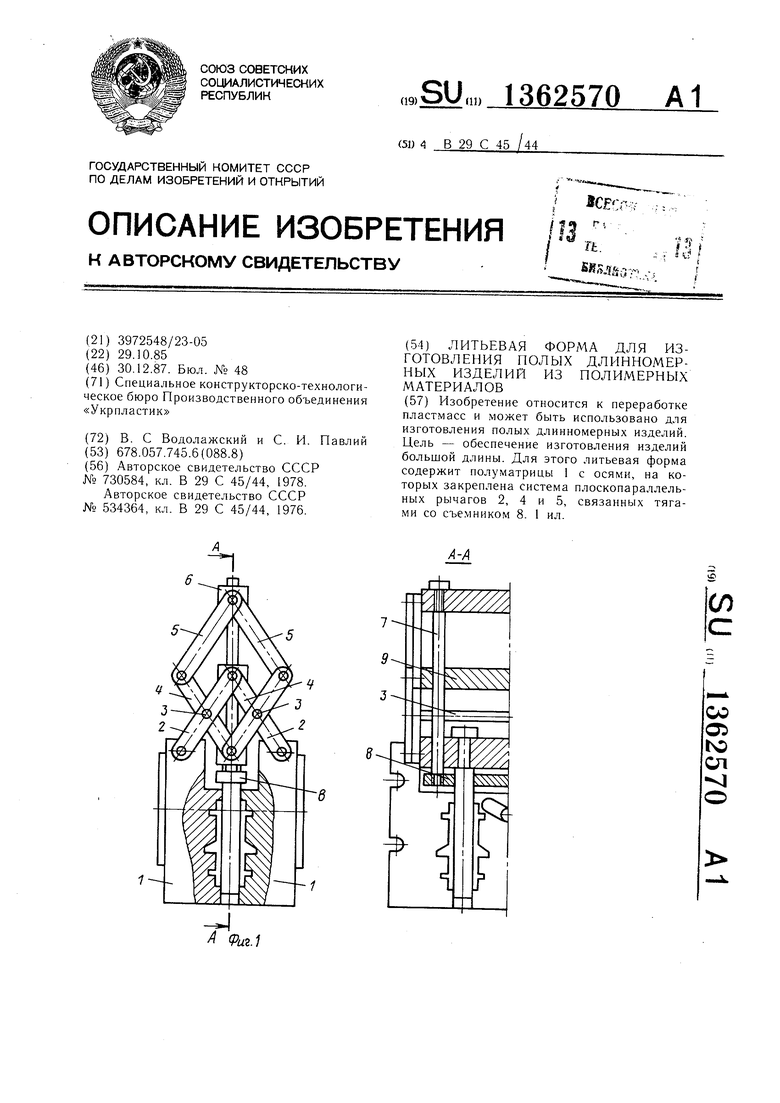
| Литьевая форма для изготовления полых полимерных изделий | 1978 |
|
SU730584A1 |
| Солесос | 1922 |
|
SU29A1 |
| Литьевая форма | 1975 |
|
SU534364A1 |
| Солесос | 1922 |
|
SU29A1 |
