4
00
Изобретение относится к перерабо ке пластмасс в изделия и может быть использовано для изготовления длинномерных полых изделий.
Известна литьевая форма для изготовления полых длинномерных изделий, включающая подвижную и неподвижную плиты полуматриц, тягу, взаимодействующую с направляющей подвижной плиты, формирующий знак, хвостовик которого закреплен на тяге, горизонтальную зубчатую рейку и взаимодействующие с ней две вертикальные зубчатые рейкю, установленные на тяге fl 3«
Недостатком известной литьевой формы является низкая надежность работы, обусловленная наличием .движущихся .трущихся зубчатых реек, а также сложность изготовления этих реек.
Наиболее близким ft предлагаемой является литьевая форма для изготовления полых длинномерных изделий из пластмасс, содержащая неподвижную и подвижную полуматрицы, формующие знаки, концами шарнирно установленные в кронштейнах, закрепленных жестко на подвижной полуматрице и.механизм съема.
Съем длинномерного полого изделия в данной форме осуществляется за счет хода формующего знака от наклонной колонки, взаимодействующей с ползуном, к которому шарнирно прикреплен формующий знак. Поворот формующего знака на шарнире осуществ ляется от толкающей системы формы. После того как форма раскроется, формующий знак выйдет из отлитого длинномерного изделия и толкающая система повернет формующий знак, изделия падают под собственным весом в приемный лоток литьевой машины Z
Недостатком указанной конструкции является сложность конструкции мехат низма съ ненадежность съема длинных полых изделий за счет малого хода формующего знака и ползуна от наклонной колонки, поскольку ограничен угол наклона и разъем машины. .
Цель изобретения - упрощение i конструкции и повышение надежности работы литьевой формы.
Указанная цель достигается тем, что в литьевой форме для изготовления полых длинномерных изделий из пластмасс, содержащей неподвижную и подвижные полуматрицы, формующие знаки, концами шарнирно установленные в кронштейнах, закрепленных жестко на подвижной полуматрице, и механизм съема, последний выполнен в виде двух рычагов, расположенных параллельно боковым поверхностям полуматриц, соединенных жестко между собой одними концами стяжкой, проходящей 5 через пазы кронштейнов, установленных на неподвижной полуматрице, а другими концами соединенными сталкивающей планкой, установленной на формующих знаках.
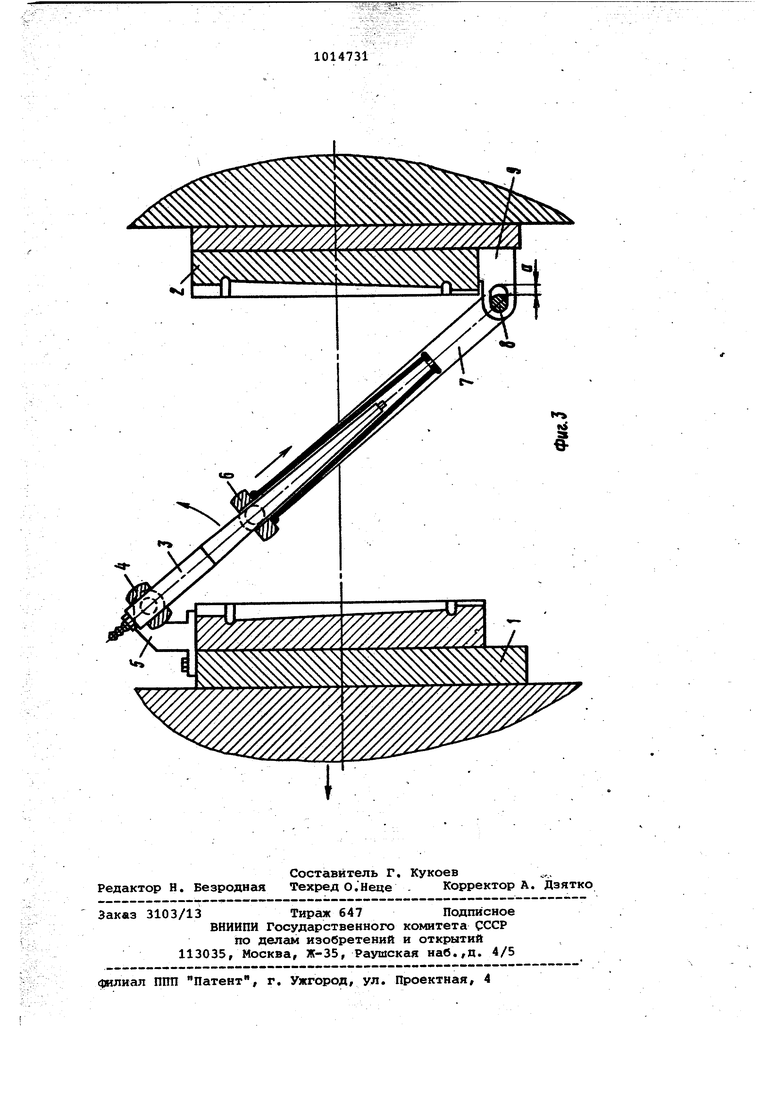
10 На фиг. 1 изображена литьевая форма в закрытом состоянии, вид сбоку} на фиг, 2 - разрез А-А на фиг. 1 ) на фиг.З - форма в раскрытом состоянии (сталкивающая система при съеме 5 изделий с формующих знаков).
Литьевая форма содержит подвижную 1 и неподвижную 2 матрицы, формующие знаки 3, закрепленнь1е шарнирно на оси 4, которая установлена в кроншQ теинах 5 подвижной полуматрицы 1.
Сталкивающая планка 6 соединена подвижно с формующими знаками 3. Концы сталкивающей планки б жестко связаны с рычагами 7, концы которых соединены стяжкой 8, проходящей через пазы кронштейнов 9 неподвижной полуматрицы 2.
Литьевая форма работает следующим образом.
После заполнения материалами оформляющих гнезд и необходимой технологической выдержки литьевую форму раскрывают. При этом вместе с подвижной полуматрицей 1 перемещаются кронштейн 5 и увлекают за собой рычаги 7, которые смещаются на величину о| и удерживаются в этом положении кронштейном 9 и стяжкой ; 8. Концы рычагов 7 по мере.-.эдвижения подвижной полуматрицы 1 отклоняются от вертикальной оси и поворачивают сталкивающую планку б, которая увлекает за собой формующие знаки 3 и перемещается вдоль .оси формующих знаков, сталкивая готовое 5 изделие.
После этого литьевую форму закрывают.
Благодаря движению сталкивающей планки вдоль оси формующих знаков при раскрытии литьевой формы обеспечивается надежный съем длинномерных полых изделий, что упрощает конструкцию, снижает материалоемкость, повышает надежность
5 работы формы и позволяет увеличить производительность труда за счет возможности применения автоматического режима процесса литья изделий из термопластов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма | 1990 |
|
SU1735033A1 |
| Литьевая форма для изготовления длинномерных полых изделий с внутренней перегородкой | 1986 |
|
SU1361005A1 |
| Литьевая форма для изготовления длинномерных изделий | 1987 |
|
SU1449354A1 |
| Литьевая форма для изготовленияпОлыХ издЕлий из пОлиМЕРНыХ MATE-РиАлОВ | 1979 |
|
SU839703A1 |
| Литьевая форма для изготовления длинномерных полых полимерных изделий | 1983 |
|
SU1140975A1 |
| Литьевая форма для изготовления полых полимерных изделий | 1980 |
|
SU937181A2 |
| Литьевая форма для изготовления длинномерных полых изделий из полимеров | 1979 |
|
SU927515A1 |
| Литьевая форма для изготовления длинномерных полых изделий | 1988 |
|
SU1502378A1 |
| Литьевая форма для изготовления полых длинномерных изделий | 1976 |
|
SU592607A1 |
| Литьевая форма термопластавтомата для изготовления изделий из пластмасс | 1980 |
|
SU1028515A1 |


ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ длинномЕРНЕдх нзтлкк ИЗ ПЛАСТМАСС, содержащая неподвижную и подвижные полуматрицы, формующие знаки, концами шарнирно установленные в коршитейнах, закрепленных жестко на подвижной полуматрице, и механизм съема о т чающаяс я тем, что, с целью упрощения конструкции и повышения надежности работы формл, механизм съема выполнен в виде двух рычагов, расположенных параллельно боковым повёрхнос- тям полуматриц, соединенных жестко между собой одними концами стяжкой, проходящей через пазы кронштейнов, установленных на неподвижной полумат- рице, а другими концами соединеннымн сталкивающей планкой, установлент ной на формующих знаках. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литьевая форма для изготовления полых длинномерных изделий | 1976 |
|
SU592607A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Литьевая форма для термопластавтомата | 1976 |
|
SU583917A1 |
| Солесос | 1922 |
|
SU29A1 |
