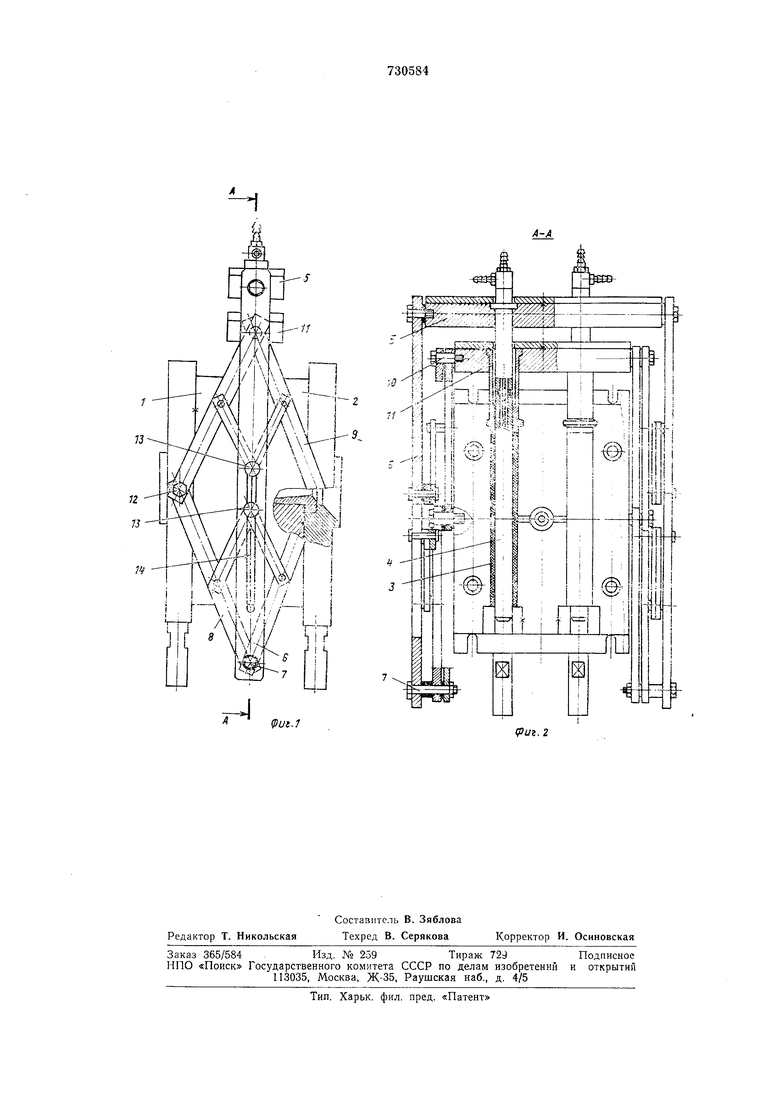
На фиг. 1 показана литьевая форма; на фиг. 2 - разрез А-А аа фиг. I.
Литьевая форма для изготовления длинномерных полых изделий содержит подвижную полуформу / и неподвижную полуформу 2, оформляющие внешнюю поверхность изделия 3. Внутреннюю поверхность изделия формует оформляющий знак 4, укрепленный на траверсе 5, которая соединена направляющей тягой 6 и осью 7 с нижним параллелограммным механизмам 8. Верхний лараллелограммный механизм 9 соединен осью W со сталкивающей планкой /Д имеющей отверстия для прохода оформляющего знака. Ве1рхний и нижний параллелопраммные механизмы с помощью общих щарниров 12 прикреплены к полуформе, а через оси 13 взаимодействуют с пазом 14 направляющей тяги.
Литьевая форма работает следующим образом.
После впрыска расплава термопласта и соответствующей технологической выдержки под давлением литьевую форму раскрывают. При этом подвижная полуформа 1 приводит в движение лараллелограммный механизм 8, который через ось 7, направляющую тяну 6 и траверсу 5 перемещает оформляющий знак 4 вверх, и параллелограммный механизм 9 который через ось 10 опускает сталкивающую планку // вниз. Оси 13, передвигаясь в лазу М, стабилизируют работу параллелограммных механизмов 8 н 9. Раскрытие литьевой формы продолжается до полного съема нзделия 5 с оформляющего знака 4, после чего литьевую форму закрывают.
При закрытии подвижная полуформа / за счет параллелограммных механизмов 8 и 9 передвигает оформляющий знак 4 и сталкивающую планку 11 в обратном направлении до установки в первоначальном положении. Далее цикл повторяется.
Применение данной конструкции позволяет повысить производительность труда более, чем в два раза, так как движение оформляющего знака и сталкивающей планки происходит Б противоположных направлениях, и, следовательно, требуемая длина хода сталкивающей планки практически равна половине длины изделия.
Кроме этого, использование двух параллелограммных механизмов позволяет
устанавливать выталкивающее устройство сбоку полуформ, чем уменьшается габаритный размер литьевой формы по высоте.
Формула изобретения
Литьевая форма для изготовления полых полимерных изделий, содержащая подвижную и неподвилшую полуфо,рмы, траверсу и за.крепленными в ней знаками,
оформляющими полость .изделия и основную рычал нзю систе.му, рычаги которой шарнирио зажреплвны одним концом на лолуфор1мах, а другим .концом шарлирно ;соеди1нены между собой и со сталкивающей лланкой,
отличающаяся тем, что, с целью повышения производительности, она снабжена тягой, шарнирно закрепленной .на траверсе, и раслололсбнной симметрично основной рычажной системе относительно продольной
оси формы дололнительной рычажной системой, рычаги которой одним концом щарнирно соединены -между собой IK с тягой, а другим концом соединены с шарнирами крепления рычагов основной рычажной системы с полуформами.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 476172, кл. В 29 С 5/00, 12.06.72.
2. Манихин Ю. П. Многогнездные автоматизированные литьевые формы для изделий из е термопластов. Ленинградский Дом научно-технической пропаганды, 1970, с. 13-15, рис. 9 (прототип).
111
, /Г/ U-.i
V I W//
8
5 7
-J
Фиг.1
А-А
риг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма | 1988 |
|
SU1512791A1 |
| Литьевая форма для изготовления полых полимерных изделий | 1980 |
|
SU937181A2 |
| Литьевая форма для изготовления длинномерных полимерных изделий | 1988 |
|
SU1590391A1 |
| Литьевая форма термопластавтомата для изготовления изделий из пластмасс | 1980 |
|
SU1028515A1 |
| Литьевая форма для изготовления изделий из термопластов | 1981 |
|
SU960026A1 |
| Литьевая форма для изготовления полых полимерных изделий | 1985 |
|
SU1609692A1 |
| Литьевая форма для изготовления полых длинномерных изделий | 1991 |
|
SU1757900A1 |
| Литьевая форма для изготовленияпОлыХ длиННОМЕРНыХ издЕлий изпОлиМЕРОВ | 1979 |
|
SU835775A1 |
| Литьевая форма для изготовленияпОлыХ издЕлий из пОлиМЕРНыХ MATE-РиАлОВ | 1979 |
|
SU839703A1 |
| Литьевая форма для изготовления длинномерных полых полимерных изделий | 1983 |
|
SU1140975A1 |