Изобретение относится к машиностроению, в частности к производству машин для контактной сварки, и может найти приме- ние при рельефной сварке П-образных эле ментов.
Целью изобретения является повышение качества сварки.
На чертеже представлено предлагаемое устройство, обш,ий вид.
Устройство содержит два электрода 1 и 2. В электроде 2 установлены клиновые зажимы 3 и 4, на которых выполнены уступы 5 и 6 для установки поперечных планок 7 и 8. Клиновые зажимы подпружинены между собой пружиной 9 и опираются на эластичные элементы 10 и 11, а в центре медной поверхности электрода 2 выполнена канавка 12, в которую помешается металло- керамическая вставка 13, на которой базируются зажимы 3 и 4. Продольная планка 14 устанавливается на планках 7 и 8.
Устройство работаем следующим образом.
Устройство устанавливают в сварочную машину, при этом электрод 1 закрепляют на верхней плите привода сжатия машины, а электрод 2 на нижней плите машины.
На уступы 5 и 6 клиновых зажимов 3 и 4 устанавливают поперечные планки 7 и 8, а на них помеш,ают продольную планку 14 свариваемого изделия. При движении электрода 1 вниз он воздействует на продольную планку 14 и прижимает ее к планкам 7 и 8. Если из-за неточности изготовления и позиционирования одна из планок 7 или 8 расположена выше относительно другой, то соответствуюш.ий зажим, на выступе которого расположена эта выступаюа1ая деталь, начинает опускаться, сжимая эластичный элемент 10 или И. При этом элемент начинает воздействовать на второй зажим, поднимая его, и обе поперечные планки 7 и 8 занимают одинаковое положение относитель. но продольной планки 14. При дальнейшем ходе электрода 1 вниз клиновые зажимы 3
и 4 зажимают планки 7 и 8 и создают значительные усилия прижима их к электроду 2. Происходит включение сварочного тока и сварка изделия. При возврате электрода 1 в и/сходное положение и снятия с продольной планки 14 сварочного усилия зажимы 3 и 4 возвращаются в исходные положения под воздействием эластичных элементов 10 и 11, освобождая изделие, Пружина 9 служит для поддержания зажимов 3 и 4 в равновесии. Усилия, возникающие при сжатии планок 7 и 8, воспринимает вставка 13. После сброса изделия цикл повторяется.
Использование изобретения обеспечивает
более равномерное распределение тока и усиЛИЯ между свариваемыми элементами,
позволяет снизить требования к сборке и
повысить качество сварки.
Формула изобретения
1. Устройство для контактной рельефной сварки П-образных элементов, содержащее корпус, привод сжатия верхнего электрода, установленного с возможностью возвратно-поступательного движения,
нижний электрод, неподвижно закрепленный на корпусе, оснашенный клиновыми зажимами с ограничителями их перемещения, отличающееся тем, что, с целью повышения качества сварки, нижний электрод выполнен с пазом, клиновые зажимы выполнены с уступами для установки свариваемых элементов, подпружинены между собой и установлены в пазу нижнего электрода с возможностью взаимодействия друг с другом, ограничители выполнены в виде эластичных элементов и размещены между
нижним электродом и клиновыми зажимами. 2. Устройство по п. 1, отличающееся тем, что на дне паза нижнего электрода в зоне взаимодействия его с клиновыми зажимами выполнена канавка, снабженная металлоке- рамической вставкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки и контактной сварки | 1977 |
|
SU763051A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ЗАМКНУТЫХ ШВОВ С ЧЕРЕДОВАНИЕМ ПРЯМОЛИНЕЙНЫХ И КРИВОЛИНЕЙНЫХ УЧАСТКОВ | 2008 |
|
RU2377109C1 |
| Зажимное устройство машины для сварки трением | 1985 |
|
SU1311889A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ СИЛЬФОНОВ | 1995 |
|
RU2087284C1 |
| Устройство для приварки микропроволоки | 1978 |
|
SU737168A1 |
| Многоэлектронная головка для точечной контактной сварки | 1988 |
|
SU1540983A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |
| Пистолет для контактной точечной сварки | 1979 |
|
SU863245A1 |
| Устройство для шовной сварки тонкостенных обечаек | 1991 |
|
SU1808573A1 |
| Установка для контактной стыковой сварки концов движущихся металлических полос | 1990 |
|
SU1824271A1 |
Изобретение относится к машиностроению, в частности к производству машин для контактной сварки, и может найти применение при рельефной сварке П-образных элементов. Целью изобретения является повышение качества сварки. Электрод 1 при движении вниз прижимает планки 14 к стойкам 7 и 8. Если одна из стоек расположена выше другой, то клиновой зажим 4 или 3, на выступе которого расположена выступающая выше деталь, начинает опускаться, сжимая эластичный элемент 10 или 11, который начинает воздействовать на другой зажим, поднимая его. В результате этого стойки 7 и 8 занимают одинаковое положение относительно пластины 14. При дальнейшем ходе электрода 1 клиновые зажимы 3 и 4 зажимают свариваемые детали и происходит включение сварочного тока. Использование устройства обеспечивает более равномерное распределение тока и усилия между свариваемыми элементами, позволяет снизить требования к сборке. 1 з.п. ф-лы, 1 ил. о (Л lif СО Oi ю 01 00 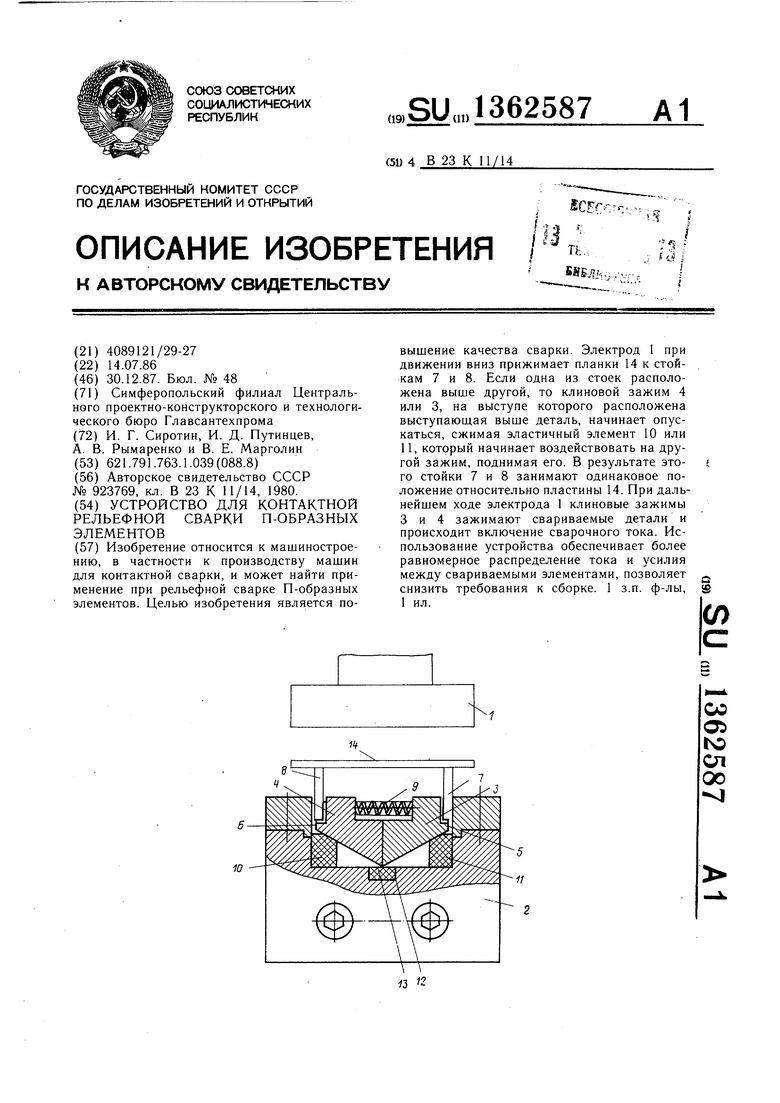
| Авторское свидетельство СССР № 923769, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
