Изобретение относится к области обработки металлов давлением, а точнее к установкам для контактной стыковой сварки оплавлением концов движущихся металлических полос, и может быть использовано в трубоэлектросварочных агрегатах для сварки полос в непрерывную ленту.
Цель изобретения - повышение производительности и надежности установки для контактной стыковой сварки концов.
Такое конструктивное выполнение позволяет повысить производительность и на- дежность установки для контактной стыковой сварки полос, благодаря тому, что все операции (зажим, обрезка концов, сведение и осадка концов, съем грата) осуществляются автоматически за счет усилия движущейся металлической полосы (привод используется только для зажима), причем все операции производятся на одной позиции. При этом предложенная конструкция отли-( чается компактностью, снижением массы оборудования, значительным снижением энергоемкости, так как становятся излишними привод ведущей каретки, привод механизма сближения и осадки концов, привод гратоснимателя, привод ножниц. Состыковка концов полос в заданном положении осуществляется автоматически за счет обрезки концов движущейся полосы встроенными в механизм зажима ножницами. Механизм сближения и осадки концов рассчитан
00
ю ю VI
на любые режимы сварки. Конструкция механизмов зажима позволяет обеспечить надежный гарантированный зажим концов движущейся полосы на ходу, без повреждения полосы и износа зажимных колодок.
Достаточная надежность всей предлагаемой установки позволяет увеличить скорость перемещения полосы, т.е., в свою очередь, повысить производительность,
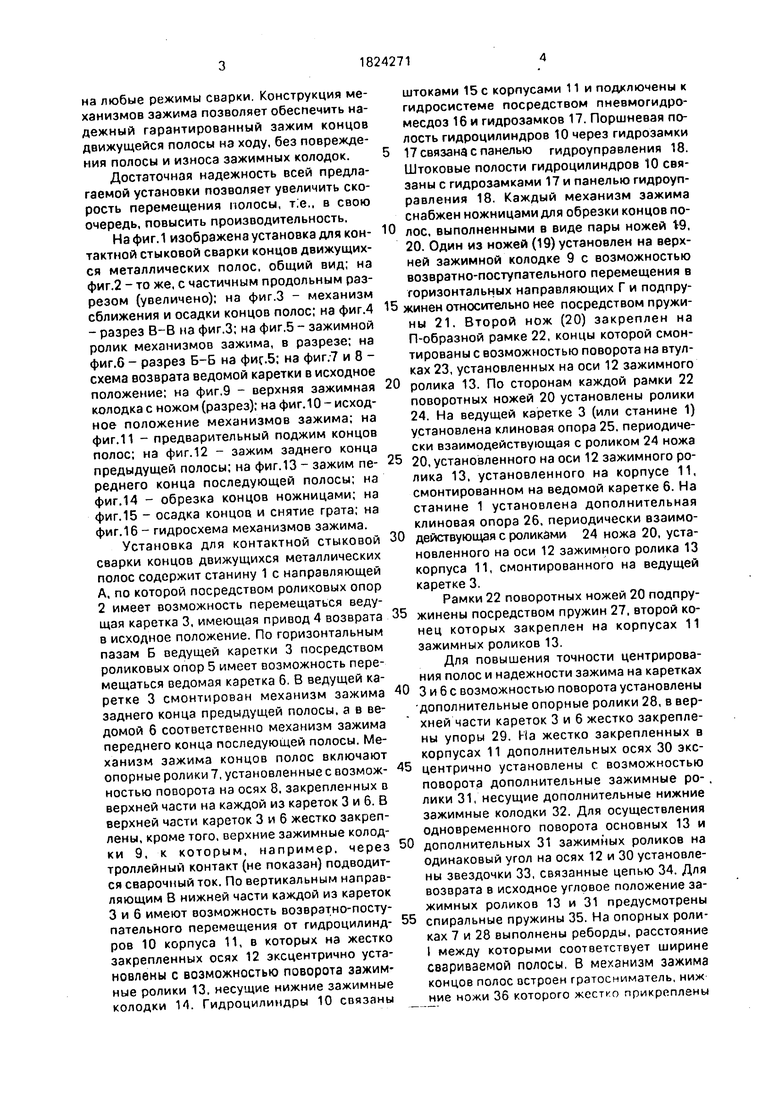
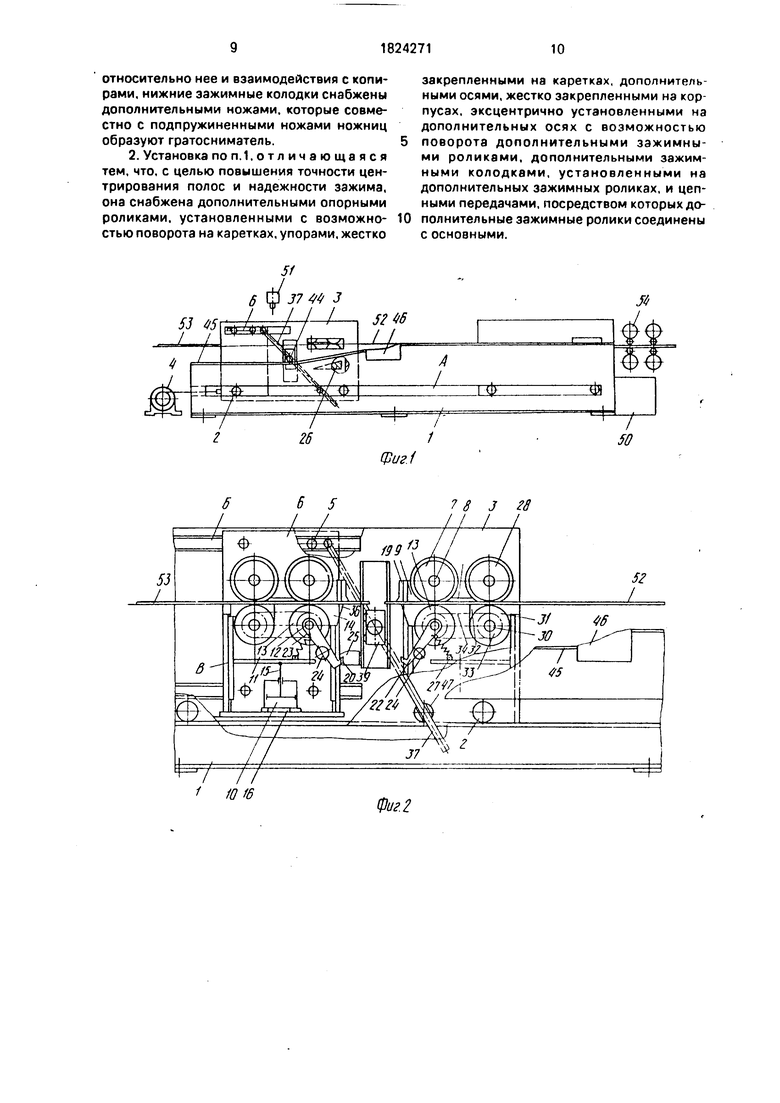
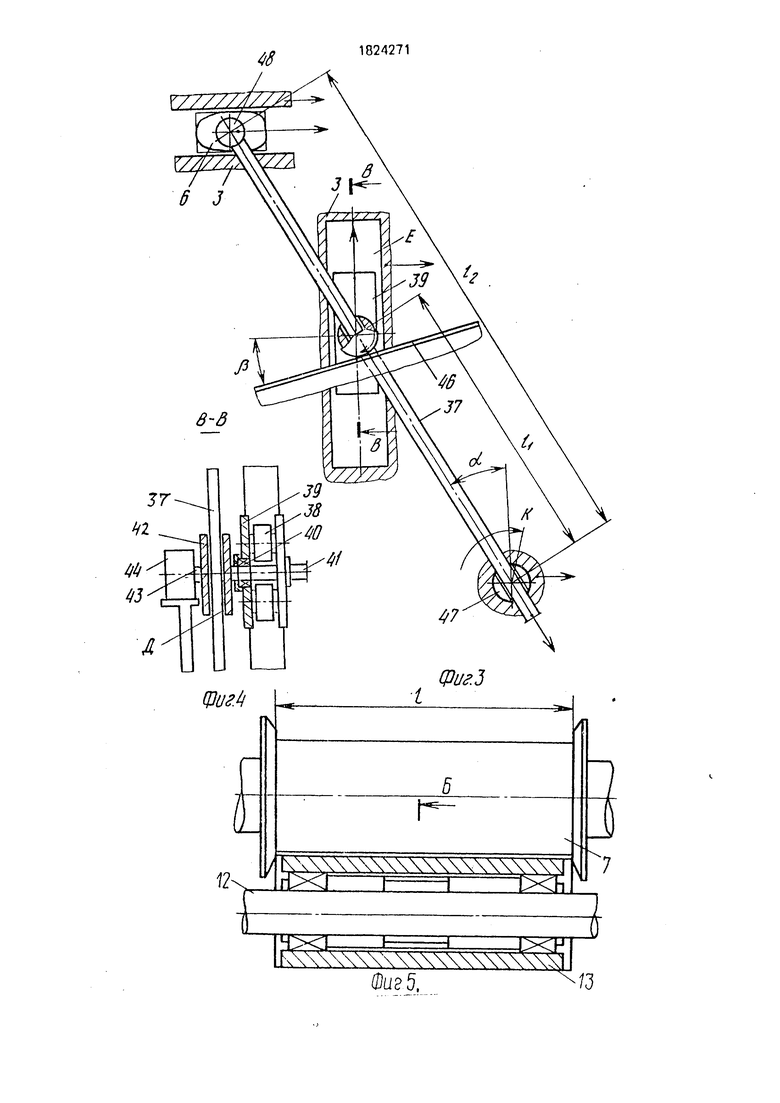
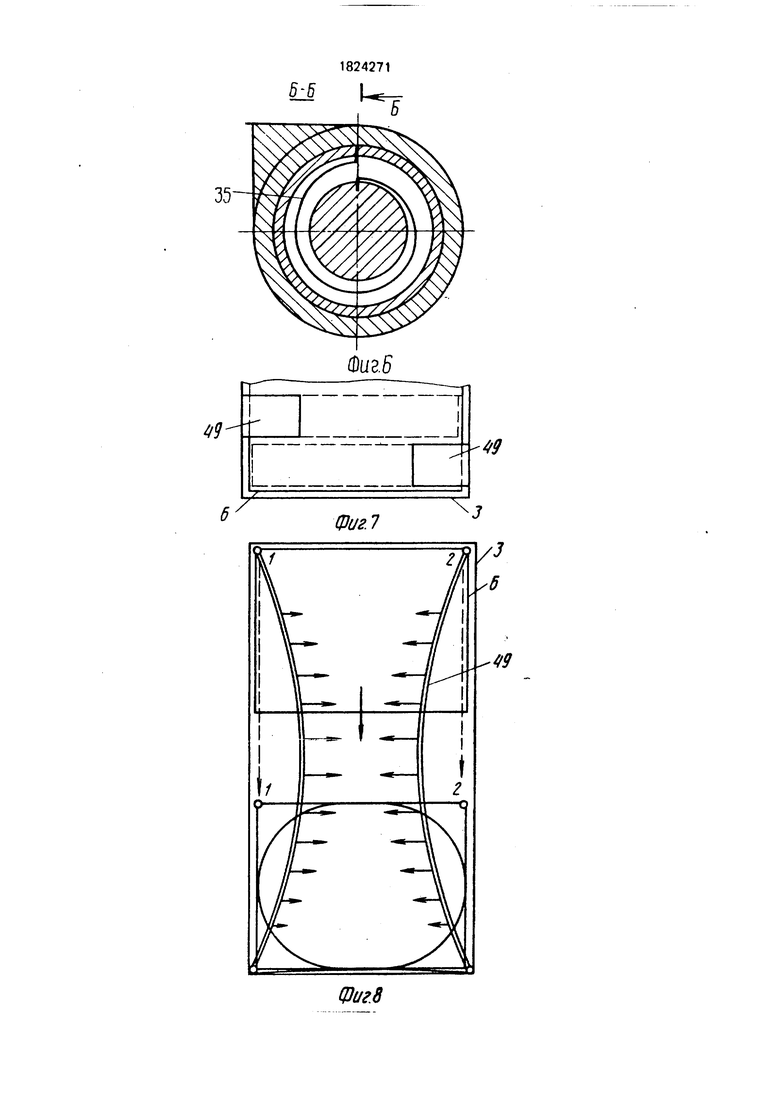
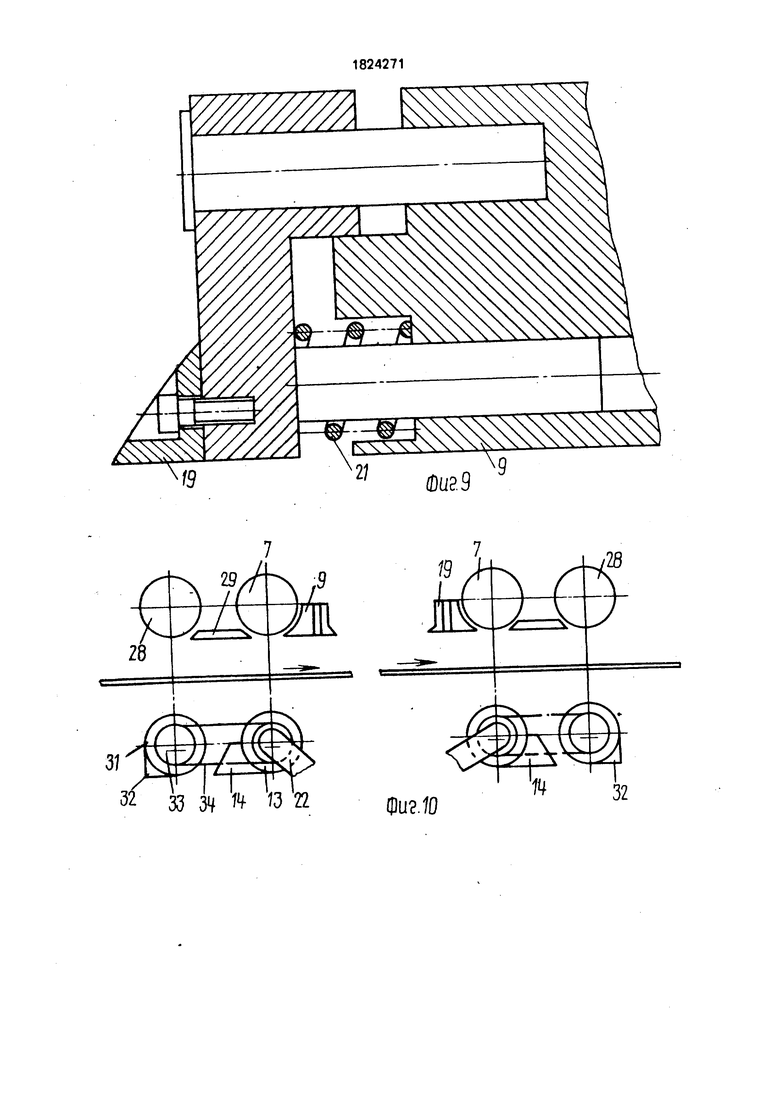
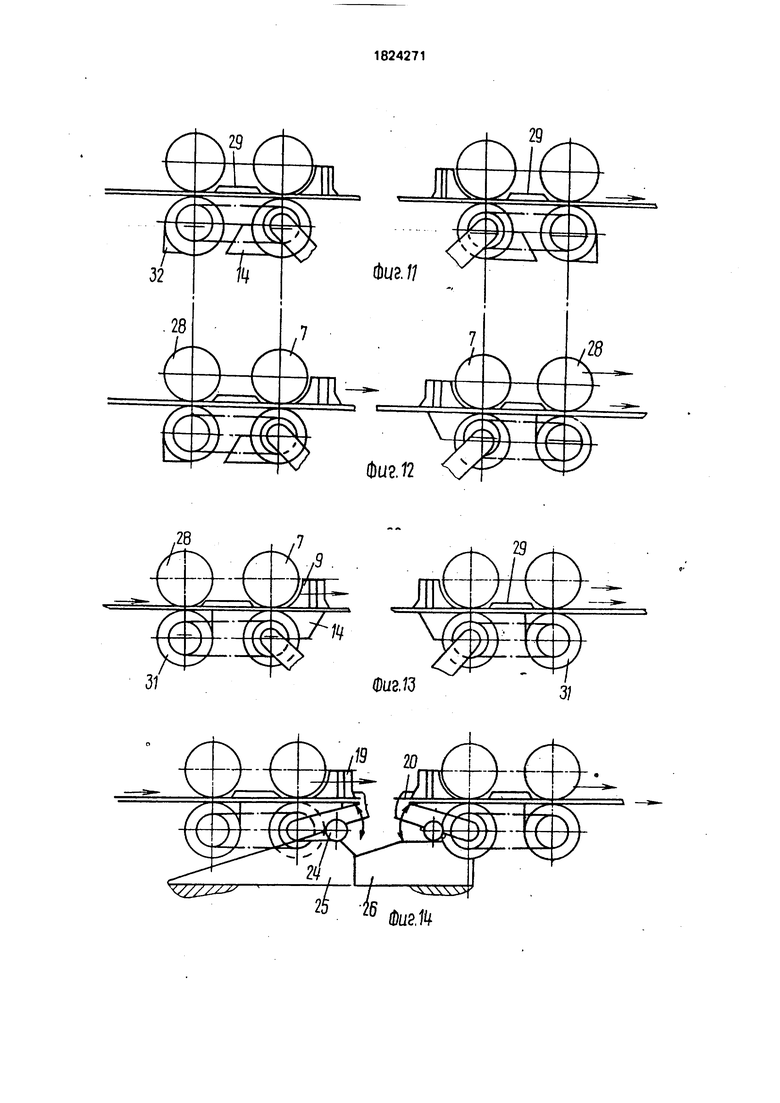
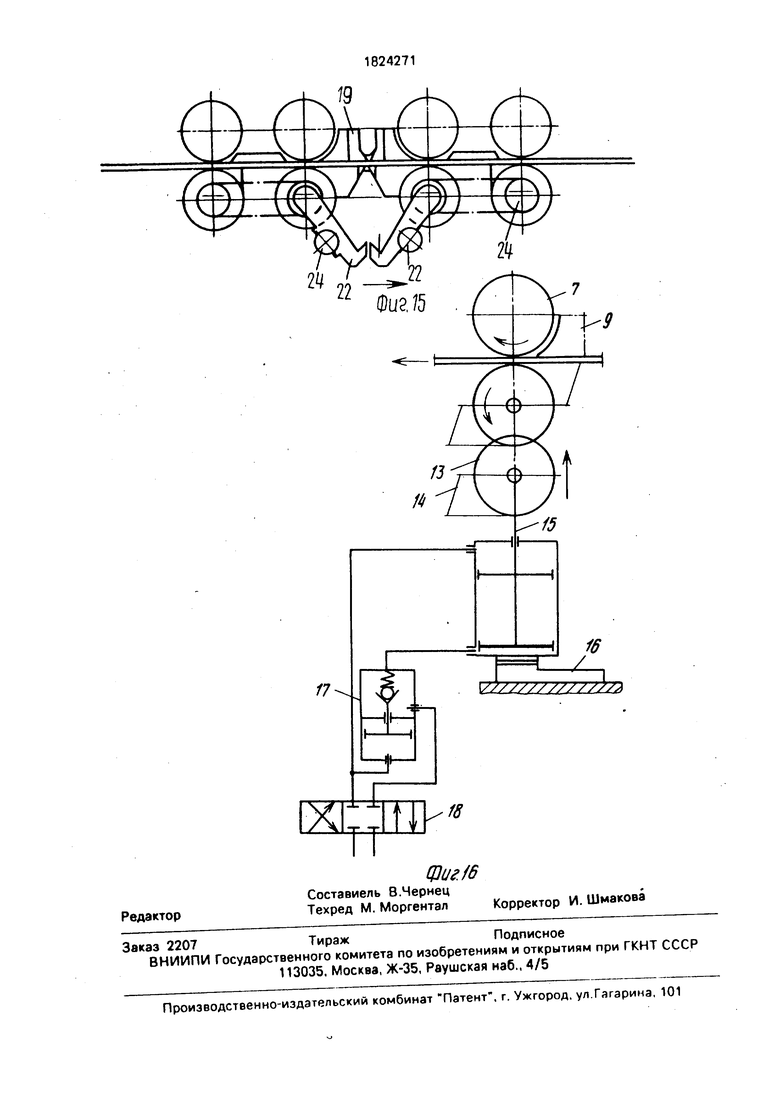
На фиг. 1 изображена установка для контактной стыковой сварки концов движущихся металлических полос, общий вид; на фиг.2 - то же, с частичным продольным разрезом (увеличено); на фиг.З - механизм сближения и осадки концов полос; на фиг.4 - разрез В-В на фиг.З; на фиг,5 - зажимной ролик механизмов зажима, в разрезе; на фиг.6 - разрез Б-Б на фис.5; на фиг.7 и 8 - схема возврата ведомой каретки в исходное положение; на фиг.9 - верхняя зажимная колодка с ножом (разрез); на фиг. 10 - исходное положение механизмов зажима; на фиг. 11 - предварительный поджим концов полос; на фиг.12 - зажим заднего конца предыдущей полосы; на фиг.13 - зажим переднего конца последующей полосы; на фиг.14 - обрезка концов ножницами; на фиг.15 - осадка концов и снятие грата; на фиг.16 - гидросхема механизмов зажима.
Установка для контактной стыковой сварки концов движущихся металлических полос содержит станину 1 с направляющей А, по которой посредством роликовых опор
2имеет возможность перемещаться ведущая каретка 3, имеющая привод 4 возврата в исходное положение. По горизонтальным пазам Б ведущей каретки 3 посредством роликовых опор 5 имеет возможность перемещаться ведомая каретка 6. В ведущей каретке 3 смонтирован механизм зажима заднего конца предыдущей полосы, а в ведомой б соответственно механизм зажима переднего конца последующей полосы. Механизм зажима концов полос включают опорные ролики 7, установленные с возможностью поворота на осях 8, закрепленных в верхней части на каждой из кареток 3 и 6. В верхней части кареток 3 и б жестко закреплены, кроме того, верхние зажимные колодки 9, к которым, например, через троллейный контакт (не показан) подводится сварочный ток. По вертикальным направляющим В нижней части каждой из кареток
3и 6 имеют возможность возвратно-поступательного перемещения от гидроцилиндров 10 корпуса 11, в которых на жестко закрепленных осях 12 эксцентрично установлены с возможностью поворота зажимные ролики 13. несущие нижние зажимные колодки 14. Гидроцилиндры 10 связаны
штоками 15 с корпусами 11 и подключены к гидросистеме посредством пневмогидро- месдоз 16 и гидроэамков 17. Поршневая полость гидроцилиндров 10 через гидрозамки
17 связана с панелью гидроуправления 18. Штоковые полости гидроцилиндров 10 связаны с гидрозамками 17 и панелью гидроуправления 18. Каждый механизм зажима снабжен ножницами для обрезки концов полос, выполненными в виде пары ножей V9, 20. Один из ножей (19) установлен на верхней зажимной колодке 9 с возможностью возвратно-поступательного перемещения в горизонтальных направляющих Г и подпру5 жинен относительно нее посредством пружины 21. Второй нож (20) закреплен на П-образной рамке 22, концы которой смонтированы с возможностью поворота на втулках 23, установленных на оси 12 зажимного
0 ролика 13. По сторонам каждой рамки 22 поворотных ножей 20 установлены ролики 24. На ведущей каретке 3 (или станине 1) установлена клиновая опора 25, периодически взаимодействующая с роликом 24 ножа
5 20, установленного на оси 12 зажимного ролика 13, установленного на корпусе 11, смонтированном на ведомой каретке 6. На станине 1 установлена дополнительная клиновая опора 26, периодически взаимо0 действующая с роликами 24 ножа 20, установленного на оси 12 зажимного ролика 13 корпуса 11, смонтированного на ведущей каретке 3.
Рамки 22 поворотных ножей 20 подпру5 жинены посредством пружин 27, второй конец которых закреплен на корпусах 11 зажимных роликов 13.
Для повышения точности центрирования полос и надежности зажима на каретках
0 3 и 6 с возможностью поворота установлены дополнительные опорные ролики 28, в верхней части кареток 3 и 6 жестко закреплены упоры 29. На жестко закрепленных в корпусах 11 дополнительных осях 30 экс5 центрично установлены с возможностью поворота дополнительные зажимные ролики 31, несущие дополнительные нижние зажимные колодки 32. Для осуществления одновременного поворота основных 13 и
0 дополнительных 31 зажимных роликов на одинаковый угол на осях 12 и 30 установлены звездочки 33, связанные цепью 34. Для возврата в исходное угловое положение зажимных роликов 13 и 31 предусмотрены
5 спиральные пружины 35. На опорных роликах 7 и 28 выполнены реборды, расстояние 1 между которыми соответствует ширине свариваемой полосы, В механизм зажима концов полос встроен гратосниматель, ниж ние ножи 36 которого жестко прикреплены
к нижним зажимным колодкам 14, а верхними ножами служат подпружиненные ножи 19 ножниц.
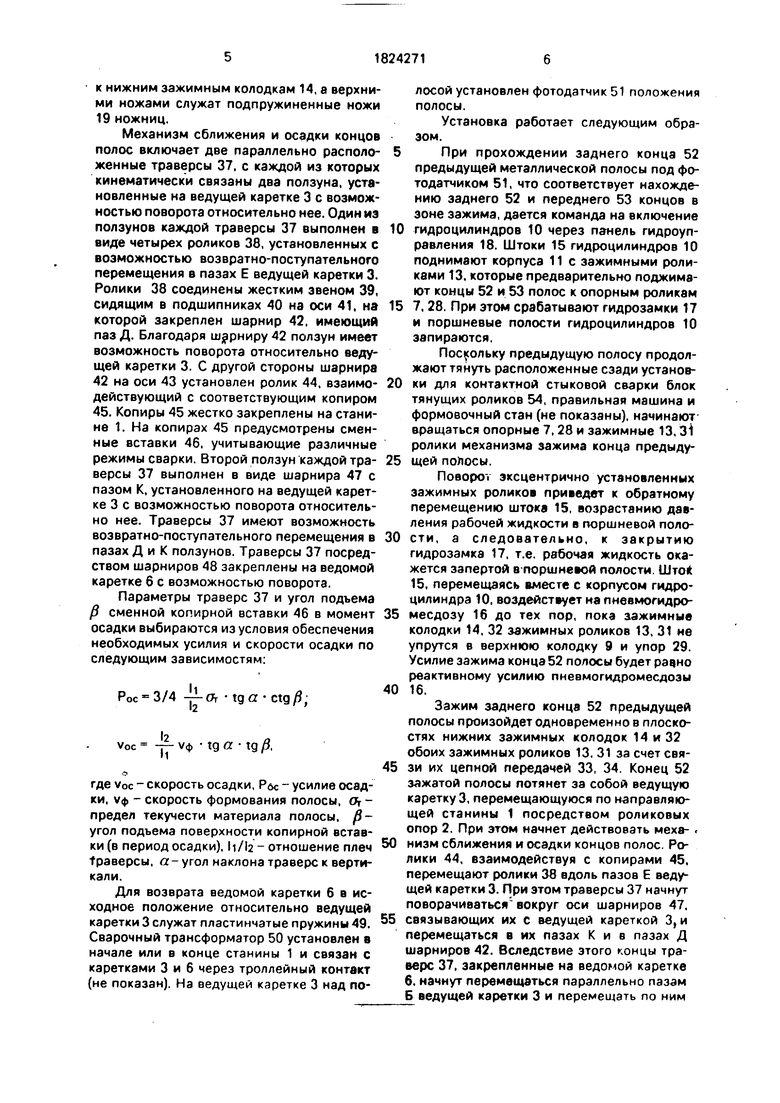
Механизм сближения и осадки концов полос включает две параллельно расположенные траверсы 37. с каждой из которых кинематически связаны два ползуна, установленные на ведущей каретке 3 с возможностью поворота относительно нее. Один из ползунов каждой траверсы 37 выполнен в виде четырех роликов 38, установленных С возможностью возвратно-поступательного перемещения в пазах Е ведущей каретки 3. Ролики 38 соединены жестким звеном 39, сидящим в подшипниках 40 на оси 41, на которой закреплен шарнир 42, имеющий паз Д. Благодаря шарниру 42 ползун имеет возможность поворота относительно ведущей каретки 3. С другой стороны шарнира 42 на оси 43 установлен ролик 44, взаимодействующий с соответствующим копиром 45. Копиры 45 жестко закреплены на станине 1. На копирах 45 предусмотрены сменные вставки 46, учитывающие различные режимы сварки. Второй ползун каждой траверсы 37 выполнен в виде шарнира 47 с пазом К, установленного на ведущей каретке 3 с возможностью поворота относительно нее. Траверсы 37 имеют возможность возвратно-поступательного перемещения в пазах Д и К ползунов. Траверсы 37 посредством шарниров 48 закреплены на ведомой каретке 6 с возможностью поворота.
Параметры траверс 37 и угол подъема ft сменной копирной вставки 46 в момент осадки выбираются из условия обеспечения необходимых усилия и скорости осадки по следующим зависимостям:
Рос 3/4 -р-Ог tga-ctg/,
VQC -р- УФ tg a tg ft.
где VQC - скорость осадки, Рбс - усилие осадки. УФ - скорость формования полосы, Of - предел текучести материала полосы, ft- угол подъема поверхности копирной вставки (в период осадки), И/12 - отношение плеч Траверсы, а- угол наклона траверс к вертикали.
Для возврата ведомой каретки 6 в исходное положение относительно ведущей каретки 3 служат пластинчатые пружины 49. Сварочный трансформатор 50 установлен в начале или в конце станины 1 и связан с каретками 3 и 6 через троллейный контакт (не показан). На ведущей каретке 3 над полосой установлен фотодатчик 51 положения полосы.
Установка работает следующим образом.
5При прохождении заднего конца 52
предыдущей металлической полосы под фотодатчиком 51, что соответствует нахождению заднего 52 и переднего 53 концов в зоне зажима, дается команда на включение
0 гидроцилиндров 10 через панель гидроуправления 18. Штоки 15 гидроцилиндров 10 поднимают корпуса 11 с зажимными роликами 13, которые предварительно поджимают концы 52 и 53 полос к опорным роликам
5 7, 28. При этом срабатывают гидрозамки 17 и поршневые полости гидроцилиндров 10 запираются,
Поскольку предыдущую полосу продолжают тянуть расположенные сзади установ0 ки для контактной стыковой сварки блок тянущих роликов 54, правильная машина и формовочный стан (не показаны), начинают вращаться опорные 7, 28 и зажимные 13,3i ролики механизма зажима конца предыду5 щей полосы.
Поворо 1 эксцентрично установленных зажимных роликов приведет к обратному перемещению штока 15, возрастанию давления рабочей жидкости в поршневой поло0 сти, а следовательно, к закрытию гидрозамка 17, т.е. рабочая жидкость окажется запертой в поршневой полости. Шток 15, перемещаясь вместе с корпусом гидроцилиндра 10. воздействует на пневмогидро5 месдозу 16 до тех пор, пока зажимные колодки 14, 32 зажимных роликов 13. 31 не упрутся в верхнюю колодку 9 и упор 29. Усилие зажима конца 52 полосы будет рав,но реактивному усилию пневмогидромесдозы
0 16.
Зажим заднего конца 52 предыдущей полосы произойдет одновременно в плоскостях нижних зажимных колодок 14 и 32 обоих зажимных роликов 13. 31 за счет свя5 зи их цепной передачей 33, 34. Конец 52 зажатой полосы потянет за собой ведущую каретку 3, перемещающуюся по направляющей станины 1 посредством роликовых опор 2. При этом начнет действовать меха-
0 низм сближения и осадки концов полос. Ролики 44, взаимодействуя с копирами 45, перемещают ролики 38 вдоль пазов Е ведущей каретки 3. При этом траверсы 37 начнут поворачиваться вокруг оси шарниров 47,
5 связывающих их С ведущей кареткой 3, и перемещаться в их пазах К и в пазах Д шарниров 42. Вследствие этого концы траверс 37, закрепленные на ведомой каретке 6, начнут перемещаться параллельно пазам Б ведущей каретки 3 и перемещать по ним
ведомую каретку 6 посредством роликовых опор 5.
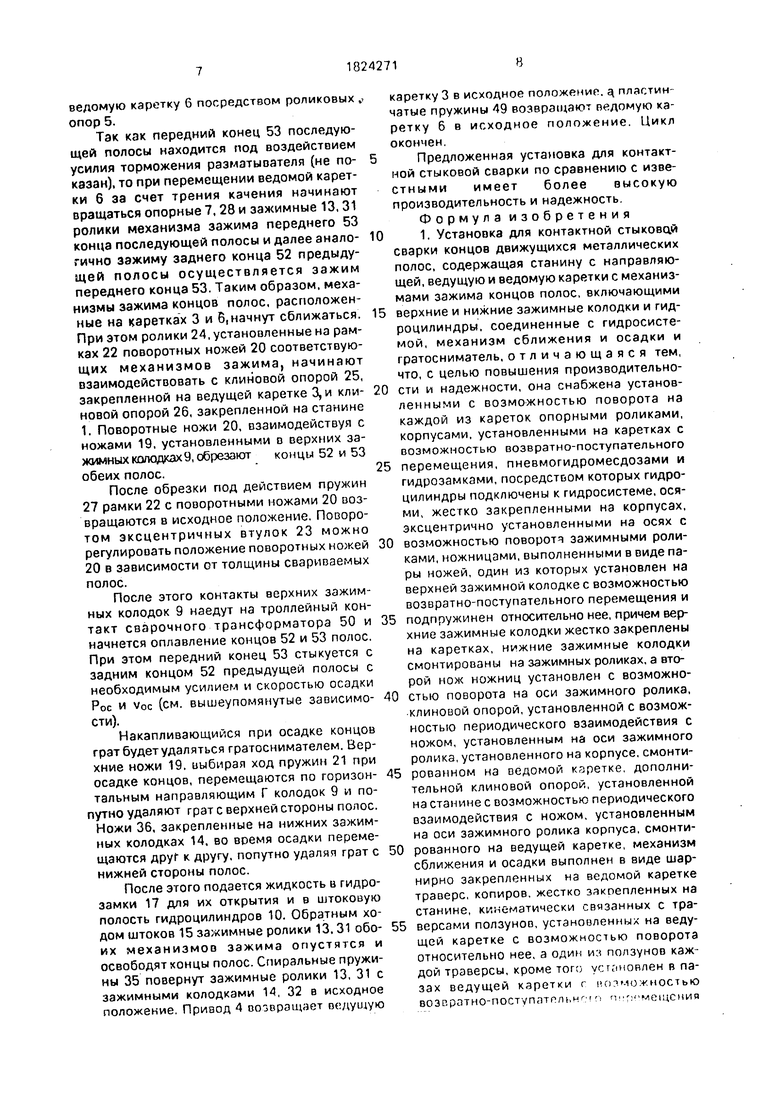
Так как передний конец 53 последующей полосы находится под воздействием усилия торможения разматывателя (не по- казан), то при перемещении ведомой каретки 6 за счет трения качения начинают вращаться опорные 7,28 и зажимные 13,31 ролики механизма зажима переднего 53 конца последующей полосы и далее анало- гично зажиму заднего конца 52 предыдущей полосы осуществляется зажим переднего конца 53. Таким образом, механизмы зажима концов полос, расположенные на каретках 3 и 6,начнут сближаться. При этом ролики 24, установленные на рамках 22 поворотных ножей 20 соответствующих механизмов зажима, начинают взаимодействовать с клиновой опорой 25, закрепленной на ведущей каретке 3,и кли- новой опорой 26, закрепленной на станине 1. Поворотные ножи 20, взаимодействуя с ножами 19, установленными в верхних зажимных колодках 9, обрезают концы 52 и 53 обеих полос.
После обрезки под действием пружин 27 рамки 22 с поворотными ножами 20 возвращаются в исходное положение. Поворотом эксцентричных втулок 23 можно регулировать положение поворотных ножей 20 в зависимости от толщины свариваемых полос.
После этого контакты верхних зажимных колодок 9 наедут на троллейный контакт сварочного трансформатора 50 и начнется оплавление концов 52 и 53 полос. При этом передний конец 53 стыкуется с задним концом 52 предыдущей полосы с необходимым усилием и скоростью осадки Рос и VQC (см. вышеупомянутые зависимо- сти).
Накапливающийся при осадке концов грат будет удаляться гратоснимателем. Верхние ножи 19. выбирая ход пружин 21 при осадке концов, перемещаются по горизон- тальным направляющим Г колодок 9 и попутно удаляют грат с верхней стороны полос. Ножи 36, закрепленные на нижних зажимных колодках 14, во время осадки перемещаются друг к другу, попутно удаляя грат с нижней стороны полос.
После этого подается жидкость в гидрозамки 17 для их открытия и в штоковую полость гидроцилиндров 10. Обратным ходом штоков 15 зажимные ролики 13,31 обо- их механизмов зажима опустятся и освободят концы полос. Спиральные пружины 35 повернут зажимные ролики 13, 31 с зажимными колодками 14, 32 в исходное положение. Привод 4 возвращает ведущую
каретку 3 в исходное положенно. пластинчатые пружины 49 возвращают ведомую каретку 6 в исходное положение. Цикл окончен.
Предложенная установка для контактной стыковой сварки по сравнению с известными имеет более высокую производительность и надежность. Формула изобретения 1. Установка для контактной стыковой сварки концов движущихся металлических полос, содержащая станину с направляющей, ведущую и ведомую каретки с механизмами зажима концов полос, включающими верхние и нижние зажимные колодки и гидроцилиндры, соединенные с гидросистемой, механизм сближения и осадки и гратосниматель, отличающаяся тем, что, с целью повышения производительности и надежности, она снабжена установленными с возможностью поворота на каждой из кареток опорными роликами, корпусами, установленными на каретках с возможностью возвратно-поступательного перемещения, пневмогидромесдозами и гидрозамками, посредством которых гидроцилиндры подключены к гидросистеме, осями, жестко закрепленными на корпусах, эксцентрично установленными на осях с возможностью поворота зажимными роликами, ножницами, выполненными в виде пары ножей, один из которых установлен на верхней зажимной колодке с возможностью возвратно-поступательного перемещения и подпружинен относительно нее, причем верхние зажимные колодки жестко закреплены на каретках, нижние зажимные колодки смонтированы на зажимных роликах, а второй нож ножниц установлен с возможностью поворота на оси зажимного ролика, клиновой опорой, установленной с возможностью периодического взаимодействия с ножом, установленным на оси зажимного ролика, установленного на корпусе, смонтированном на ведомой каретке, дополнительной клиновой опорой, установленной на станине с возможностью периодического взаимодействия с ножом, установленным на оси зажимного ролика корпуса, смонтированного на ведущей каретке, механизм сближения и осадки выполнен в виде шар- нирно закрепленных на ведомой каретке траверс, копиров, жестко ззкоепленных на станине, кинематически связанных с траверсами ползунов, установленных на ведущей каретке с возможностью поворота относительно нее, а один и: ползунов каждой траверсы, кроме того установлен в пазах ведущей каретки г возможностью возвратно-поступатпльчгт г, п,г: мещсния
относительно нее и взаимодействия с копирами, нижние зажимные колодки снабжены дополнительными ножами, которые совместно с подпружиненными ножами ножниц образуют гратосниматель.
2. Установка по п.1,отличающаяся тем, что, с целью повышения точности центрирования полос и надежности зажима, она снабжена дополнительными опорными роликами, установленными с возможностью поворота на каретках, упорами, жестко
0
закрепленными на каретках, дополнительными осями, жестко закрепленными на корпусах, эксцентрично установленными на дополнительных осях с возможностью поворота дополнительными зажимными роликами, дополнительными зажимными колодками, установленными на дополнительных зажимных роликах, и цепными передачами, посредством которых дополнительные зажимные ролики соединены с основными.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для стыковой сварки полос | 1981 |
|
SU990456A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС | 1992 |
|
RU2030265C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2011 |
|
RU2450899C1 |
| Автомат для стыковой сварки давлением | 1988 |
|
SU1668074A1 |
| Машина для сварки давлением | 1988 |
|
SU1611645A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| МАШИНА ПОДВЕСНАЯ ДЛЯ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2765959C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОСТРЯКОВ И РЕЛЬСОВ | 2021 |
|
RU2766092C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2003 |
|
RU2246386C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1971 |
|
SU308837A1 |
Использование при конструировании машин для стыковой контактной сварки полос между собой. Сущность изобретения: на направляющей станины установлена ведущая каретка с механизмом зажима заднего конца свариваемой полосы. Ведомая каретка с механизмом зажима переднего конца смонтирована на ведущей каретке с возможностью возвратно-поступательного перемещения. Каждый из механизмов зажима выполнен в виде опорного ролика и зажимной колодки, смонтированных на каретках. Механизм сближения и осадки выполнен в виде двух шарнирных блоков, взаимодействующих с направляющими пазами ведущей каретки, и двух траверс, шарнирно закрепленных на ведущей и ведомой каретках. Установка снабжена ножницами и гратоснимателем для повышения точности центрирования и надежности зажима. Каждый механизм зажима дополнительно снабжен опорными роликами и упорами, установленными на каретках. 1 з.п. ф-лы, 16 ил. Ј
6 DJ7MJ
I I I I
78 J 28
I / I
52
Фиг. 2
5 г пф
/7Д)
г
USt SBl
Фигб
49/
Фиг. 7
Фиг.8
40
/3
Л
.9
37
Srm
m
32 зз av ta 22
2; te.9 9
/9
Фиги
W
32
Фиг, 73
31
Фиг, ft
ft
15
/
16
| Машина для контактной стыковой сварки полос | 1976 |
|
SU625867A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| 0 |
|
SU168837A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
