Изобретение относится к контактной точечной и рельефной сварке металлов и может использоваться для сварки сеток, каркасов и других изделий из проволоки, арматуры, стержней, труб, полос металла и различного длинномерного металлопроката, например, при производстве железобетонных изделий в строительстве.
Известен способ контактной точечной сварки, в котором используют сварочные клещи.
Известны подвесные машины контактной точечной сварки, в которых используют сварочные клещи, к которым сварочный ток подводится от внешнего источника питания. Подвесные машины применяют для ручной сварки, а также их используют в качестве элементов промышленных сварочных роботов, работающих автоматически и с высокой производительностью. При ручной сварке подвесную машину и сварочные клещи подвешивают на специальных системах подвески рядом со свариваемым изделием или над ним, если изделие крупногабаритное. В сварочных клещах детали в месте сварки зажимают между двумя электродами, через которые подают сварочный ток. Подвижный электрод в клещах движется по прямой линии или по дуге. Для подвода электродов к месту сварки передвигают сами сварочные клещи.
Достоинством таких машин и такого способа их использования является возможность сварки крупногабаритных изделий из проволоки, арматуры, полос металла и другого длинномерного металлопроката без ограничений по габаритам свариваемых изделий. Также достоинством подвесных машин является возможность изготовления машин достаточно большой мощности, т.к. при сварке работают сварочными клещами, а машина находится рядом, поэтому она может иметь большие габариты и вес.
Недостатками является относительно невысокая производительность при ручном способе сварки или высокая стоимость и сложность оборудования для автоматической сварки, что делает такое решение недоступным для малых предприятий. Также недостатком таких машин является повышенная потребляемая мощность по сравнению со стационарными машинами, т.к. для компенсации потерь тока в длинном сварочном кабеле приходится повышать выходное напряжение сварочного трансформатора.
Известны сварочные клещи со встроенным трансформатором, у которых сварочный контур имеет небольшие размеры, поэтому потребляемая мощность таких клещей значительно меньше, чем у подвесных машин контактной сварки с тем же сварочным током. Такими сварочными клещами, так же как и с помощью подвесных машин, можно сваривать изделия из длинномерных материалов без ограничения по размерам свариваемого изделия.
Но если сделать такие сварочные клещи большой мощности, то ими будет трудно или невозможно работать, трудно обеспечить высокую производительность работ, т.к. сварочный трансформатор, а следовательно, и сами клещи будут иметь большие размеры и вес.
Сварочные клещи являются общеизвестным устройством и описаны в разной технической литературе и учебниках, в том числе в книге М.Д. Банова «Технология и оборудование контактной сварки», 3-е издание, издательский центр «Академия», 2008 г., стр.46-47.
Известен способ односторонней контактной точечной и рельефной сварки, при котором электроды подводят к свариваемому изделию с одной стороны, а с другой прижимают токопроводящую подкладку. Свариваемые детали зажимают между электродами и токопроводящей подкладкой и пропускают ток, который проходит путь: «электрод - свариваемые детали - токопроводящая подкладка - свариваемые детали - электрод» (например, патент RU 2226143 С2, 27.03.2004).
Известны машины односторонней контактной точечной сварки, предназначенные для сварки листового металла, а также для сварки изделий из проволоки, стержней, арматуры и других длинномерных деталей.
Машины, у которых сварочный ток подводят к нижним электродам, а в качестве верхних используется токопроводящая подкладка, обладают малым сопротивлением сварочного контура, т.к. сварочный трансформатор расположен в непосредственной близости к электродам, в результате снижается выходное напряжение трансформатора, из-за этого снижается потребляемая мощность. Такие машины имеют одну или несколько пар электродов и часто используются как многоэлектродные машины в производстве арматурных сеток для железобетонных изделий.
Достоинства: эти машины обладают высокой производительностью, экономичны, их можно делать большой мощности, можно встраивать в автоматические сварочные линии.
Недостатками таких машин являются ограничения по размерам свариваемых изделий, которые ограничиваются размерами самой машины. Для сварки больших изделий приходится делать машину больших размеров, такая машина имеет большой вес и высокую стоимость. Также есть недостаток у односторонней сварки - потери при проходе сварочного тока от одного электрода к другому по детали, к которой прижимаются сварочные электроды, при этом идет нежелательный нагрев самой детали.
Известен способ контактной точечной сварки, в котором свариваемые детали сжимают в месте сварки между сварочными электродами и подают сварочный ток на верхний и нижний электроды (книга "Контактная сварка" / Под ред. П.Л. Чулошникова - М., Машиностроение, 1987 г., стр.5), при котором применяют машины контактной точечной сварки с линейным или радиальным ходом верхнего электрода.
Известен способ рельефной сварки, в котором свариваемые детали сжимают в месте сварки между сварочными электродами и подают сварочный ток, при этом на свариваемых деталях делают выступы-рельефы (книга "Контактная сварка" / Под ред. П.Л. Чулошникова - М., Машиностроение, 1987 г., стр.6).
Для рельефной сварки небольших или узких деталей, например, по способам рельефной сварки, описанным в книге "Контактная сварка" / Под ред. П.Л. Чулошникова - М., Машиностроение, 1987 г., стр.6, рис.2а-2в, возможно применение машины контактной точечной сварки с линейным ходом верхнего электрода, с электродами с плоской поверхностью, например, цилиндрическими. Такие электроды применяют для сварки пересечений деталей из проволоки и арматуры.
Известны машины контактной точечной сварки с линейным и радиальным ходом верхнего электрода, предназначенные для сварки изделий из листового металла, а также изделий из проволоки, арматуры стержней, полос металла и различного металлопроката.
В таких машинах детали зажимают между двумя электродами, через которые пропускают сварочный ток. Электроды движутся по прямой линии в машинах с линейным ходом верхнего электрода и по дуге в машинах с радиальным ходом. Количество пар электродов может быть разное, но в основном в таких машинах используется одна пара электродов.
Достоинствами этих машин является высокая производительность, возможность изготовления машин большой мощности, возможность встраивания этих машин в автоматические линии.
Недостаток - ограничение размеров свариваемых изделий величиной вылета электродов. Увеличение вылета приводит к значительному увеличению потребляемой мощности. Чем больше вылет электродов, тем больше индуктивное и активное сопротивление сварочного контура. Чтобы дать необходимый сварочный ток, нужно повышать выходное напряжение и, соответственно, потребляемую мощность. Повышение мощности машины приводит к увеличению размеров, веса и стоимости машины.
Машины контактной точечной сварки с линейным и радиальным ходом верхнего электрода являются общеизвестными устройствами и описаны в разной технической литературе и учебниках, в том числе в книге «Устройство и эксплуатация контактных машин» / Л.В. Глебов, Ю.И. Филиппов, П.Л. Чулошников. - Л.: Энергоатомиздат. Ленингр. отд-ние, 1987, стр.23-25.
Прототипом предлагаемой машины контактной точечной сварки считаю изобретение, авторское свидетельство СССР №100484, 01.01.1955 г.
Недостатки прототипа: сваривать решетчатые конструкции возможно только при использовании нескольких машин контактной сварки, т.к. при таком исполнении невозможно перемещение машины или свариваемой конструкции вдоль поперечного стержня; более сложная и громоздкая конструкцию в связи с тем, что привод электрода находится над свариваемыми деталями; минимальное расстояние между продольными стержнями ограничено размерами привода верхнего электрода.
Цель изобретения: создать способ и машину контактной сварки изделий из проволоки, арматуры, труб, полос металла, различного длинномерного металлопроката, чтобы объединить в одной машине контактной сварки достоинства сварочных клещей и различных типов машин контактной сварки и при этом снизить потребляемую мощность, размеры, вес и себестоимость машины.
Т.е. сделать достаточно компактную, экономичную и недорогую машину с широкими возможностями, представляющую интерес как для крупных, так для и малых предприятий.
Предлагаемые способ контактной точечной и рельефной сварки изделий из проволоки, арматуры, труб, полос металла, различного длинномерного металлопроката и устройство для его осуществления - машина контактной точечной сварки с фигурным ходом верхнего электрода позволяют достичь указанной цели и обеспечивают технический результат:
1. Снято ограничение по размерам свариваемого изделия. Есть возможность сваривать изделия из проволоки, арматуры и других длинномерных деталей без ограничений по размерам деталей и свариваемого изделия.
2. Отсутствие выступающих элементов машины по краям сварочного стола позволяет поворачивать свариваемое изделие или саму машину контактной сварки, что может потребоваться для приварки диагональных или фигурных деталей.
3. Есть возможность сваривать пространственные конструкции из проволоки, арматуры, труб, полос металла и других длинномерных изделий.
4. Есть возможность изготовления машин большой мощности.
5. Есть возможность встраивать машину в автоматические линии.
6. Обеспечивается достаточно высокая производительность, свойственная стационарным машинам контактной сварки.
7. Снижается потребляемая мощность машины.
8. Снижаются размеры, вес и себестоимость машины контактной точечной сварки, предназначенной для сварки сеток и других изделий из проволоки, арматуры, полос металла и т.д.
9. Отсутствие деталей и механизмов машины над сварочным столом позволяет устанавливать различные дополнительные механизмы и приспособления над любым местом сварочного стола, в т.ч. над сварочным электродом.
Для достижения указанного технического результата предлагается использовать машину контактной точечной сварки, у которой электроды выдвигаются из сварочного стола, выполнены с возможностью перемещения в двух и более направлениях и могут убираться внутрь сварочного стола.
Сварочный стол может быть выполнен сплошным, например, из стального листа с вырезом, в который убираются электроды, или решетчатой конструкции, из уголков, швеллеров, полос и другого металлопроката. Уголки и другой металлопрокат могут служить направляющими. Также направляющие могут быть установлены на сплошной сварочный стол.
Для сварки соединения деталей верхний электрод выдвигают из сварочного стола, заводят на будущее соединение деталей, сжимают детали между верхним и нижним электродами с определенным усилием сжатия, затем подают один или несколько импульсов сварочного тока. После этого выдерживают детали в сжатом состоянии определенное время, необходимое для застывания металла и остывания его до температуры, при которой металл будет иметь достаточную прочность. Затем электроды разжимают и убирают верхний электрод в сварочный стол, в результате чего электроды не препятствуют перемещению свариваемого изделия. После этого можно передвигать свариваемое изделие в любом направлении.
Верхний электрод совершает движение по сложной траектории. Он убирается в сварочный стол полностью или частично, но в любом случае он не препятствует передвижению свариваемого изделия вдоль сварочного стола. Например, верхний электрод можно убирать в стол частично, если на столе смонтированы направляющие, которые приподнимают свариваемое изделие над столом.
Нижний электрод может быть закреплен неподвижно или выполнен с возможностью перемещения.
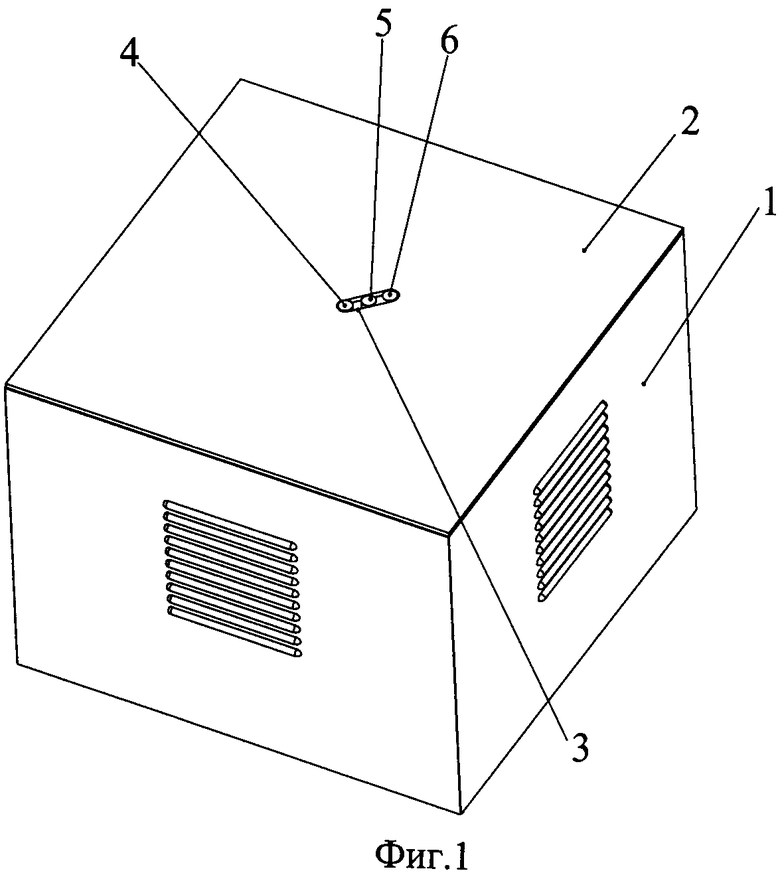
На фигуре 1 изображен первый вариант машины контактной точечной сварки с фигурным ходом верхнего электрода. Машина состоит из корпуса 1, внутри которого находится сварочный трансформатор, механизм перемещения и сжатия электродов, силовая электрика, электроника, а также другие, необходимые для работы машины элементы. Верхняя часть корпуса машины контактной сварки представляет собой сварочный стол 2, на котором укладывают свариваемые детали. В столе сделан вырез 3, в котором установлены электроды.
Нижний электрод 4 закреплен неподвижно или может быть выполнен с возможностью перемещения, например, для его подъема и опускания.
Неподвижный вариант нижнего электрода лучше использовать при сварке небольших и легких, а также гибких конструкций. Для сварки гибких конструкций, например, из полос тонкого металла, неподвижный нижний электрод можно установить так, чтобы его верхняя часть была чуть ниже уровня стола. Тогда при передвижении свариваемого изделия по столу электрод не будет стачиваться. При сжатии верхний электрод прогнет свариваемые детали и прижмет их к нижнему электроду. Для сварки жестких конструкций неподвижный нижний электрод можно установить так, чтобы его верхняя часть была вровень со столом или немного выступала над сварочным столом. Неподвижный нижний электрод может быть выполнен с возможностью регулировки по высоте.
Если свариваемые изделия крупные, тяжелые и жесткие, то лучше использовать подвижный нижний электрод, чтобы подстраиваться под неровности свариваемых деталей. Также нужно убирать нижний электрод в вырез стола во время передвижения по столу свариваемых изделий, особенно, если это изделия из ребристой арматуры, тогда детали не будут скользить по электроду и электрод не будет стачиваться.
Возможен вариант изготовления машины с неподвижным нижним электродом, рядом с которым установлено приспособление, приподнимающее свариваемые детали при его передвижении по сварочному столу. В этом случае свариваемые детали пройдут над электродом и не будут стачивать его при перемещении. В случае, когда свариваемое изделие движется по направляющим, можно приподнимать направляющие.
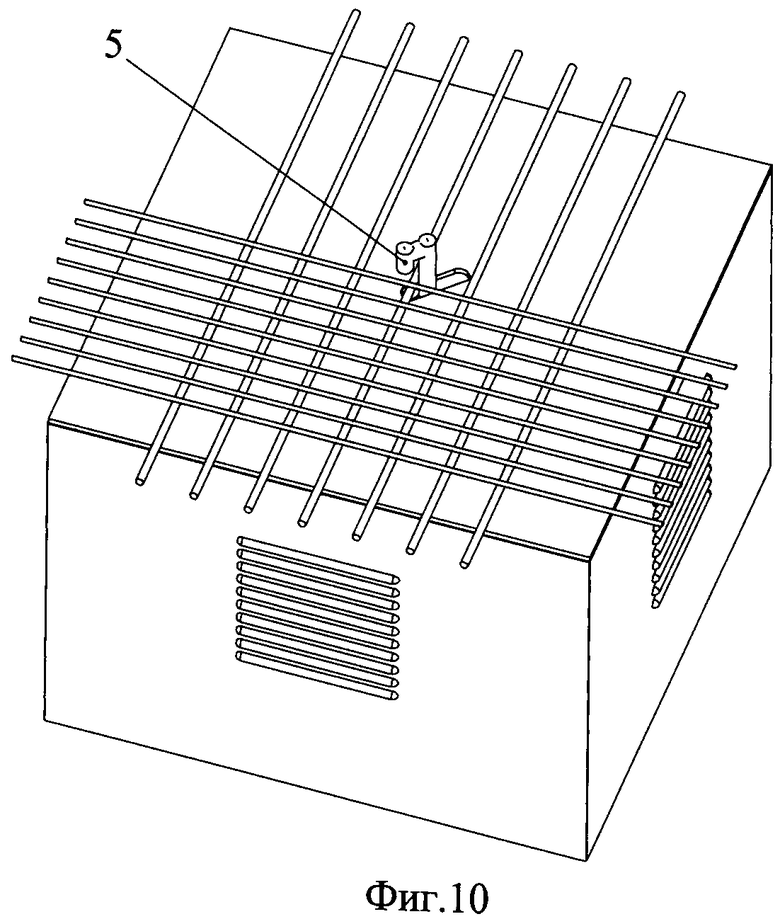
Верхний электрод 5 жестко связан со штоком 6 электрода. Электрод со штоком электрода образуют Г-образную конструкцию. Электрод может крепиться вплотную к штоку - для сварки мелких деталей, или удален от штока на какое-то расстояние, например, для сварки пересечения стержней, диаметр хотя бы одного из которых приближается к диаметру электрода. В этом случае между электродом и штоком электрода образуется дополнительное плечо 7 (Фиг.2). С помощью штока можно перемещать электрод 5 в вертикальном и горизонтальном направлениях. Также возможны варианты выполнения машины с возможностью поворота электрода вокруг вертикальной и горизонтальной осей.
В исходном положении верхний электрод вместе со штоком убран в вырез стола и не препятствует передвижению свариваемых изделий.
На фиг.2 изображена машина, у которой верхний электрод 5 с помощью штока 6 электрода выдвинут вверх и смещен вдоль выреза 3 таким образом, что оказался точно над нижним электродом 4. Это рабочее положение для сварки.
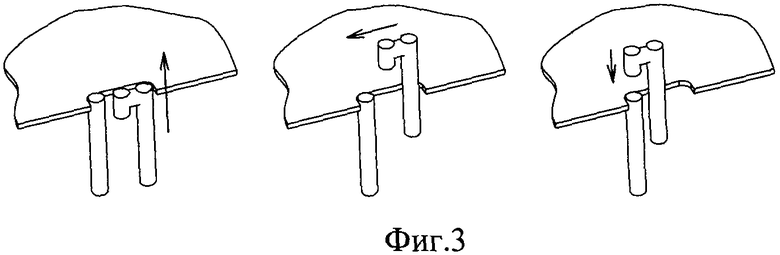
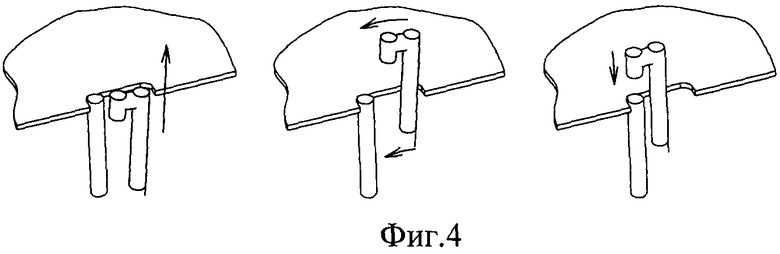
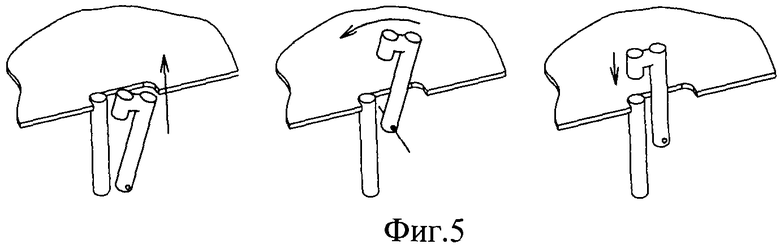
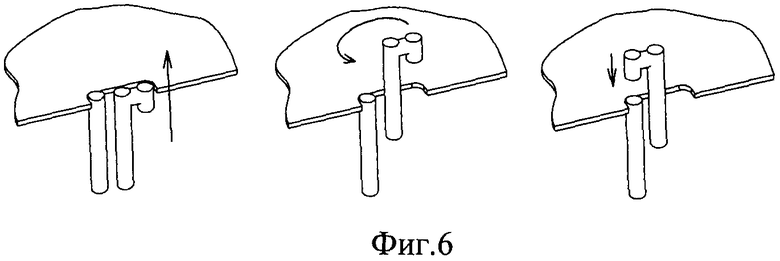
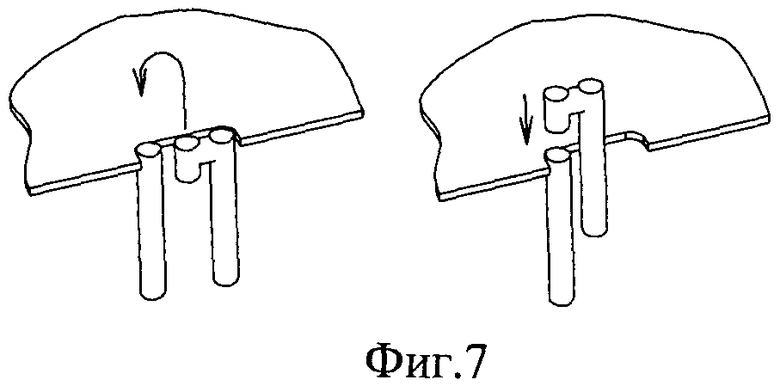
На фигурах 3-7 изображены некоторые варианты перемещения верхнего электрода из исходного в рабочее положение. На фиг.3 электрод выполняет линейные перемещения. На фиг.4 электрод поднимают линейно, затем перемещают в сторону свариваемого пересечения радиально вместе с устройством вертикального перемещения электрода, например, вместе с пневмоцилиндром, затем линейно опускают и сжимают детали. На фиг.5 электрод поднимают вдоль нижнего электрода, затем поворачивают вокруг горизонтальной оси шарнира, с помощью которого электрод соединен с механизмом вертикального перемещения, после чего опускают и сжимают детали. На фиг.6 электрод поднимают, поворачивают вокруг вертикальной оси штока электрода, затем опускают и сжимают детали. На фиг.7 электрод двигают по криволинейной траектории.
Для обеспечения высокой производительности сварки шток верхнего электрода, плечо, верхний и нижний электроды могут иметь жидкостное охлаждение, например одним из известных способов, применяемых для охлаждения сварочных клещей.
В связи с тем, что нет вылета электродов и электроды расположены близко друг к другу, есть возможность расположить сварочный трансформатор в непосредственной близости от верхнего и нижнего электродов. В этом случае все проводники сварочного тока имеют минимальные размеры и расположены близко друг к другу, что обеспечивает минимальное сопротивление сварочного контура. Это позволяет снизить выходное напряжение трансформатора, что снижает потребляемую мощность, значительно уменьшает материалоемкость всей силовой электрики, включая сварочный трансформатор. Машина получается более компактной по сравнению с классическими машинами контактной точечной сварки с линейным и радиальным ходом верхнего электрода. Минимальные размеры и вес силовой электрики, отсутствие вылета электродов, а значит и отсутствие различных крупных элементов машины, выступающих за пределы корпуса, снижают размеры, вес и себестоимость предлагаемой машины.
В то же время, как и любую стационарную машину контактной точечной сварки, эту машину можно делать большой мощности, можно встраивать в автоматические линии. Также машина может иметь достаточно высокую производительность, свойственную стационарным машинам контактной сварки, ведь скорость ее работы зависит от скорости срабатывания механизмов, а не от физических возможностей человека, как в случае со сварочными клещами.
В такой конструкции нет элементов машины, которые ограничивают габаритные размеры свариваемых деталей и изделий. Отсутствие элементов машины над сварочным столом позволяет сваривать пространственные конструкции и устанавливать различные дополнительные приспособления. Для сварки крупногабаритных конструкций вокруг машины можно ставить различные столы и другие приспособления, а пульт управления в таком случае может быть выполнен с дистанционным управлением (проводным, радиоуправлением и т.д.) общеизвестной конструкции и установлен на отдельной стойке в удобном для управления месте. В этом случае из пульта управления могут выходить кабели на педали управления.
Способ сварки сетки с помощью варианта машины с неподвижным нижним электродом.
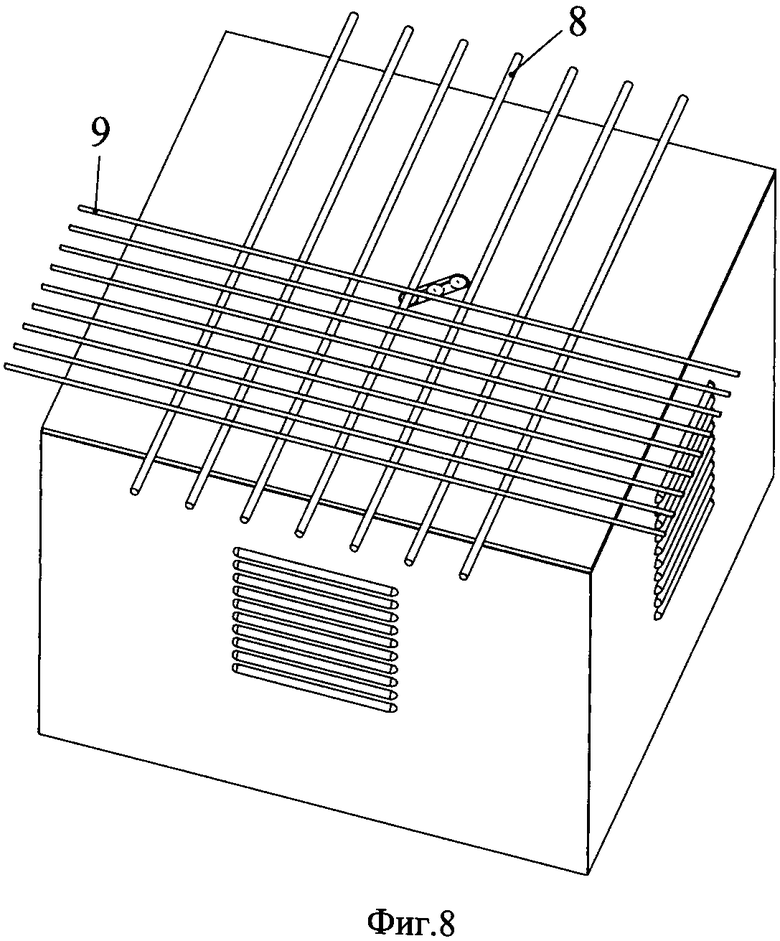
На фиг.8 изображена машина контактной точечной сварки, на сварочном столе которой расположены продольные стержни 8 свариваемой сетки. На них сверху кладут и приваривают поперечные стержни 9. В исходном положении верхний электрод убран в вырез сварочного стола, нижний немного выступает над поверхностью стола. На нижнем электроде лежит пересечение свариваемых стержней.
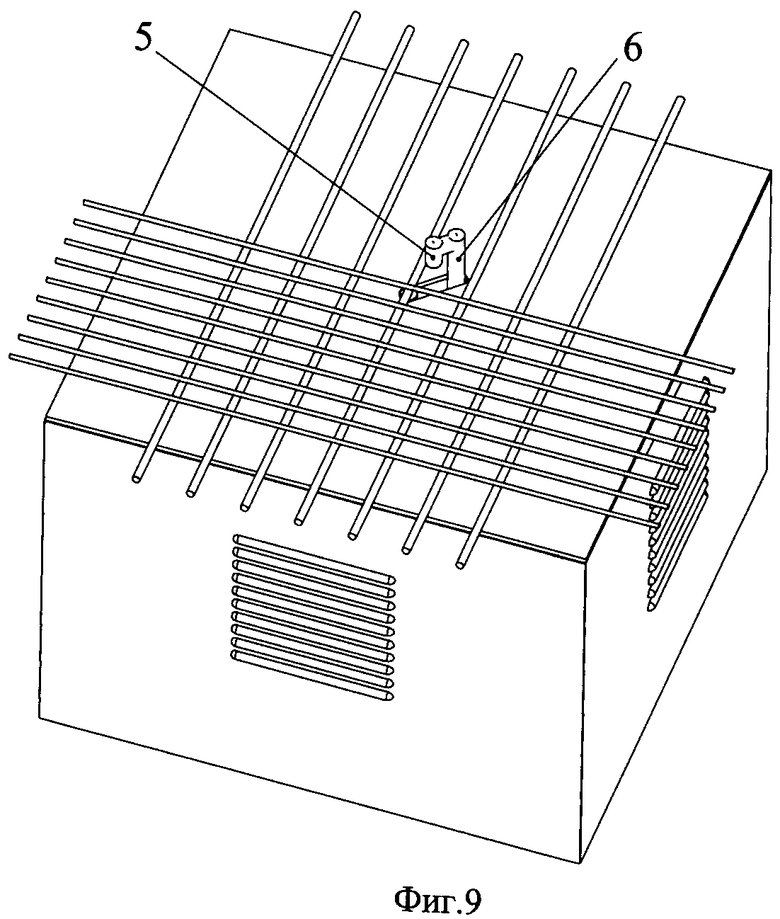
Для сварки перекрестия сетки верхний электрод 5 выдвигают с помощью штока 6 электрода из сварочного стола (фиг.9) и сдвигают вдоль выреза стола таким образом, чтобы электрод 5 оказался над пересечением свариваемых деталей (фиг.10). Электрод движется по диагонали по отношению к стержням сетки. Вертикальное и горизонтальное перемещение электрода могут выполняться последовательно, тогда электрод движется по линейным траекториям, или могут выполняться одновременно, тогда электрод движется по более сложной криволинейной траектории.
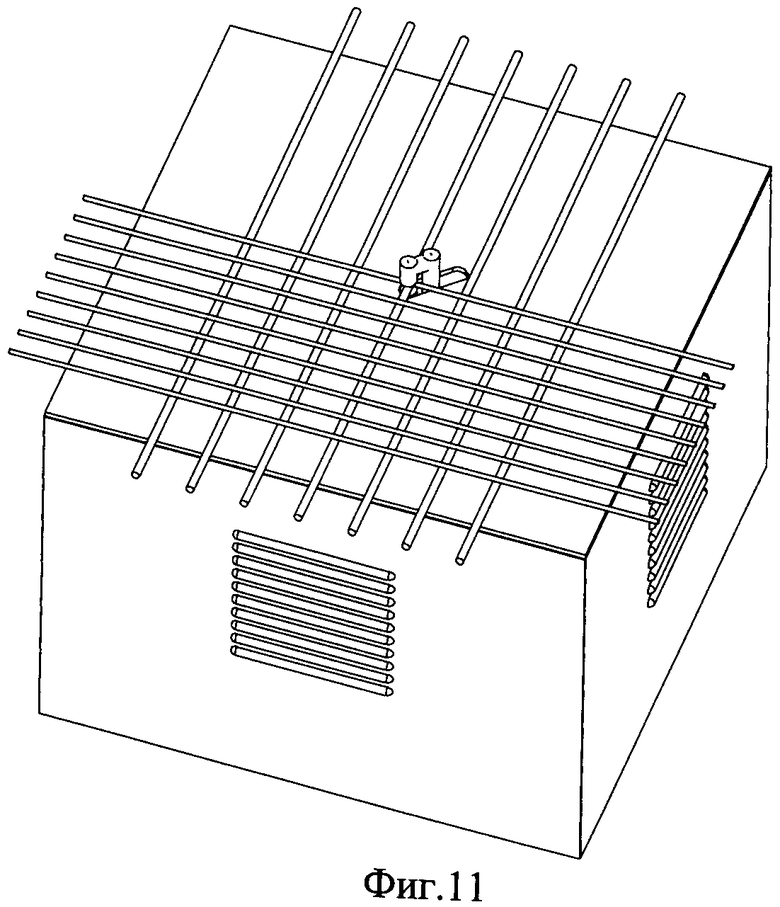
Затем верхний электрод прижимает свариваемые детали к нижнему электроду (фиг.11) с определенным усилием сжатия, после чего подают сварочный ток, затем детали выдерживают в сжатом состоянии определенное время. После этого верхний электрод приподнимают, сдвигают назад и убирают в вырез стола. При этом также возможны различные варианты траекторий движения верхнего электрода.
После того, как электрод убран в вырез стола, свариваемое изделие передвигают вдоль поперечного стержня, и цикл сварки повторяют. Когда поперечный стержень приварен во всех точках, изделие передвигают вдоль продольных стержней, сверху кладут следующий поперечный стержень и приваривают его. И т.д.
Минимальное расстояние между продольными стержнями должно быть такое, чтобы электрод мог пройти между стержнями. Минимальное расстояние между поперечными стержнями не имеет ограничений. Максимальное расстояние между продольными и поперечными стержнями не имеет ограничений.
Если шаг поперечных стержней позволяет пройти верхнему электроду между ними, то сваривать сетку можно в любой последовательности, т.к. убранные в стол электроды позволяют передвигать сетку в любом направлении и поворачивать ее на столе. Также можно приваривать стержни, идущие по диагонали, и приваривать фигурные, криволинейные детали.
Способ сварки сетки с помощью варианта машины с подвижным нижним электродом.
Исходное положение: нижний и верхний электроды спрятаны в вырез стола. Для сварки верхний электрод выдвигают из стола и передвигают на пересечение свариваемых деталей, при этом возможны различные траектории движения электрода. Нижний электрод поднимают вверх по прямолинейной траектории или по кривой и упирают в пересечение свариваемых деталей. Нижний и верхний электроды могут двигаться одновременно или поочередно. Затем производят сжатие свариваемых деталей между этими электродами и подают сварочный ток, после чего детали выдерживают в сжатом состоянии. Затем детали разжимают, верхний и нижний электроды убирают в вырез стола. Движения верхнего и нижнего электрода могут выполняться одновременно или поочередно, также электроды могут иметь различные траектории движения.
После того, как электроды убраны в вырез стола, можно передвигать свариваемое изделие на столе в любом направлении.
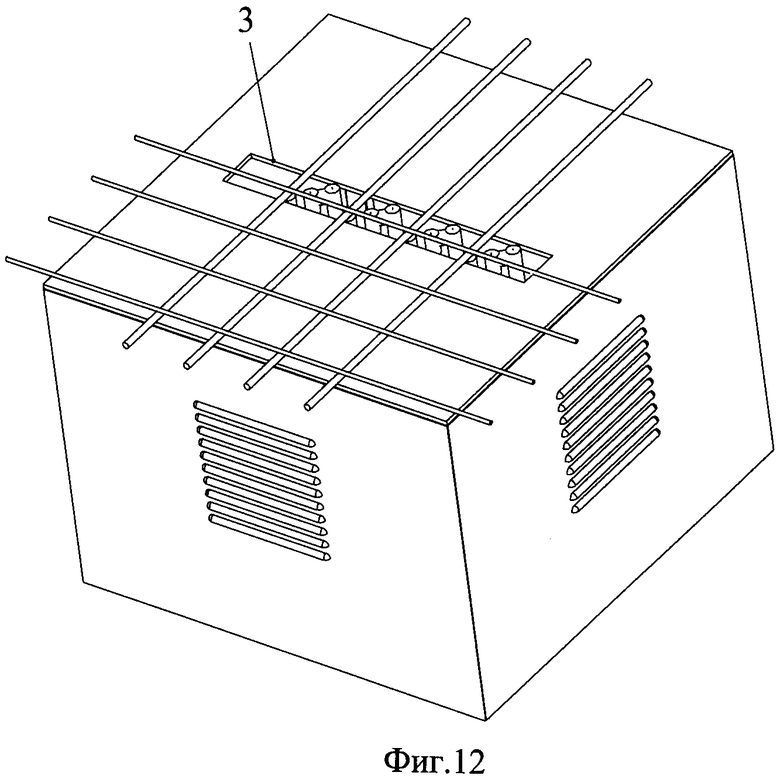
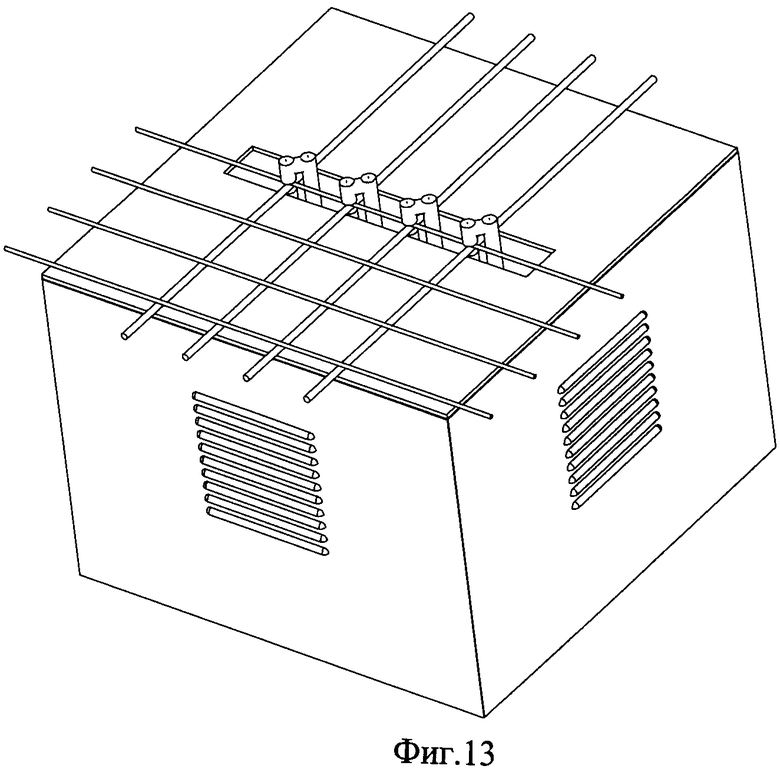
На фиг.12 изображена многоэлектродная машина контактной точечной сварки с фигурным ходом верхнего электрода. В столе выполнен один большой вырез 3, в котором установлены электроды. Расстояние между электродами можно регулировать, чтобы настраивать машину на разный шаг сетки. Каждая пара электродов, состоящая из верхнего и нижнего электродов, работает аналогично первому варианту машины. Таким образом сжимают сразу несколько пересечений стержней (фиг.13). Сварочный ток подают сразу на все электроды, если электрическая сеть предприятия достаточно мощная, или по очереди, тогда нагрузка на сеть будет значительно меньше.
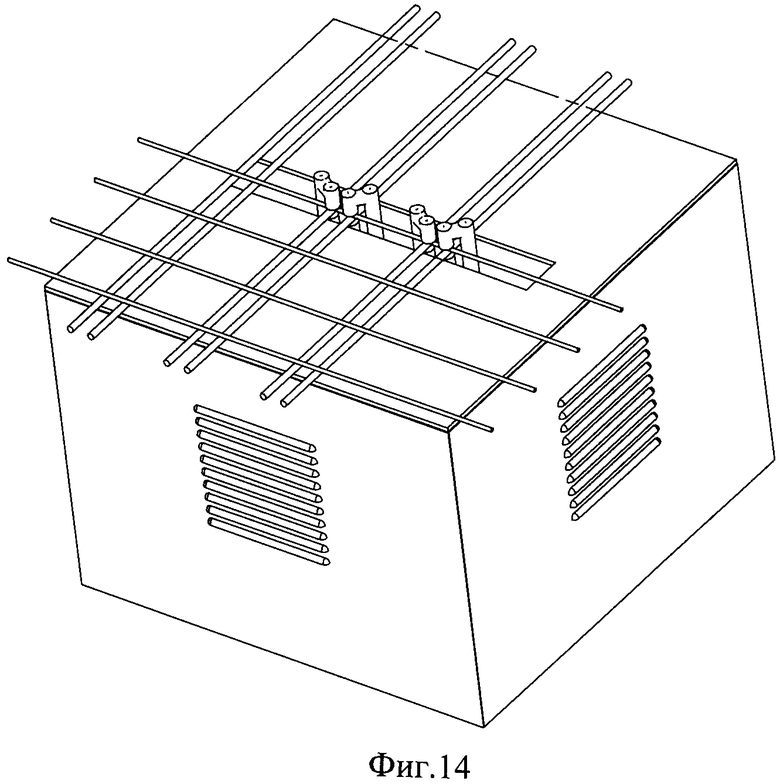
Если продольные стержни свариваемого изделия расположены попарно, а минимальное расстояние между ними меньше минимально допустимого для варианта машины, показанного на фиг.13, то возможно расположение электродов, как показано на фиг.14.
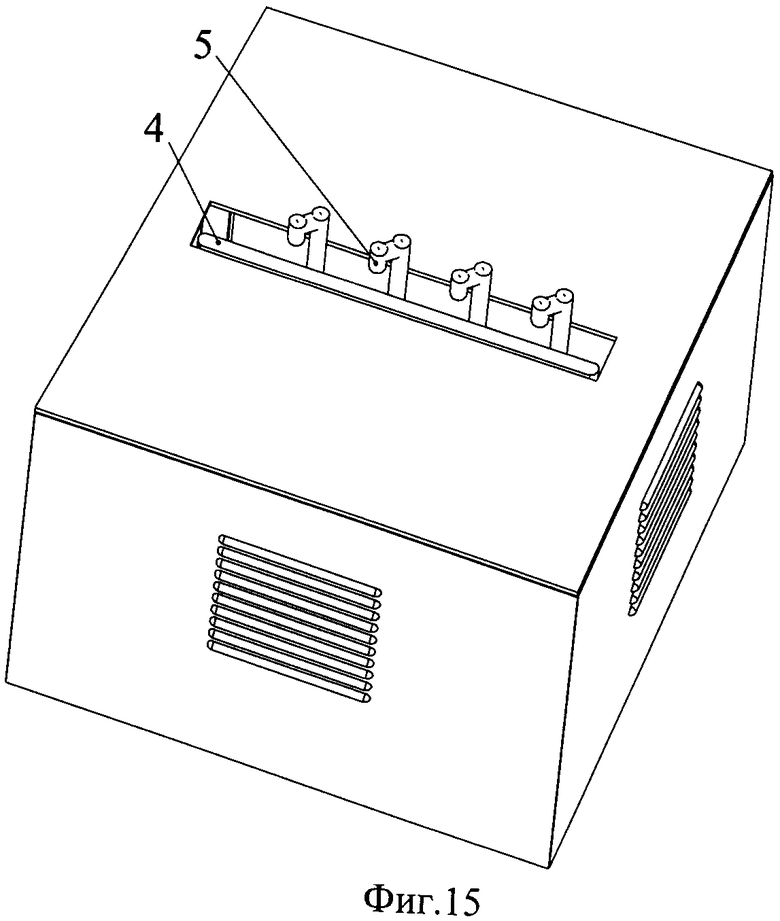
На фиг.15 показан вариант выполнения многоэлектродной машины, когда нижний электрод 4 сделан сплошным, вместо отдельных нижних электродов. Для наглядности сетка не показана, а электроды подняты. В этом варианте для настройки на нужный шаг сетки нужно регулировать расстояние только между верхними электродами 5.
Такую машину можно использовать и для односторонней сварки. В этом случае ток подают на каждую пару соседних верхних электродов 5, а нижний электрод 4 служит токопроводящей подкладкой. Тогда ток с верхнего электрода идет через пересечение свариваемых деталей на нижний электрод 4, служащий токопроводящей подкладкой, проходит по ней на соседнее пересечение и через свариваемые детали идет на другой верхний электрод.
Здесь есть недостаток, что ток идет также и по верхнему стержню, замыкающему электроды между собой. Чем толще стержень, тем больше ток шунтирования.
Для того чтобы уменьшить ток шунтирования можно применить другую технологию сварки. Нижние электроды отдельные, как в варианте на фиг.12 и 13. Ток подают на нижние электроды, а верхние электрически соединяют между собой. Тогда нижние электроды работают как токоподводящие электроды, а верхние работают как токопроводящая подкладка.
Возможно выполнение всех вариантов многоэлектродной машины с подвижными и неподвижными нижними электродами.
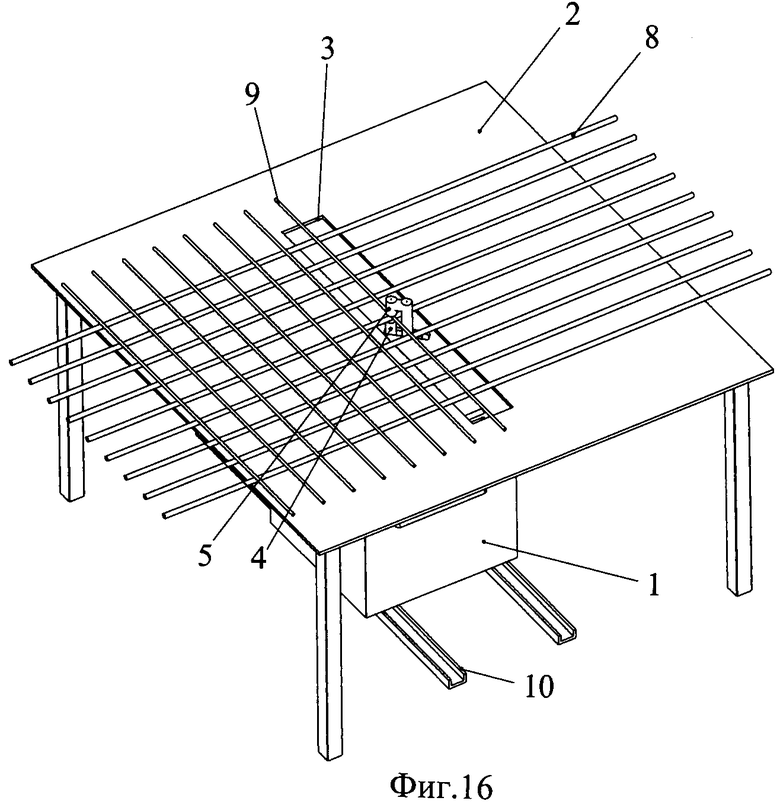
На фиг.16 изображен вариант машины контактной точечной сварки, предназначенной для сварки более крупных конструкций. Верхняя часть машины уже не является сварочным столом, машина установлена под сварочным столом. Сварочный стол 2 имеет размеры, больше чем корпус 1 машины. В столе 2 сделан вырез 3, в который входят электроды 4 и 5. В этом варианте электродам нет необходимости полностью убираться в корпус машины, они убраны в вырез 3 сварочного стола. Машина может быть выполнена в передвижном варианте, например, она установлена на колеса и она имеет возможность передвигаться вдоль выреза стола по направляющим 10.
Тогда возможен способ сварки: сваривают одно пересечение, передвигают машину, сваривают следующее пересечение и т.д. Когда машина приварила поперечный стержень 9 целиком или прошла весь вырез, свариваемое изделие передвигают вдоль продольных 8 или поперечных 9 стержней. Возможно для сварки каждой точки перемещение и машины и свариваемого изделия, например, для приварки диагональных или фигурных стержней.
Аналогичным образом можно разместить под сварочным столом многоэлектродную машину. Также ее можно сделать с возможностью перемещения вдоль выреза стола.
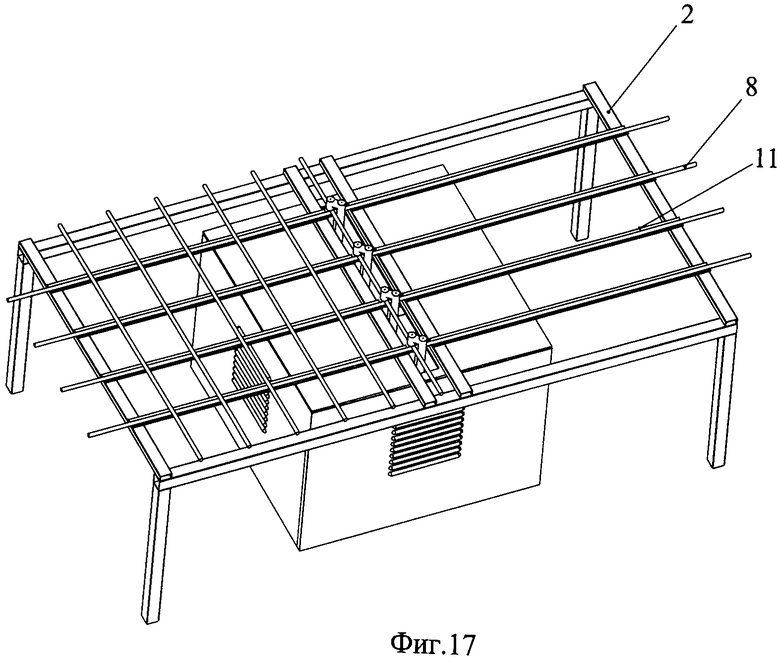
На фиг.17 сварочный стол 2 выполнен решетчатой конструкции, а под столом находится многоэлектродная машина. Продольные стержни 8 свариваемого изделия лежат на уголках-направляющих 11. Направляющие выполнены с возможностью перемещения поперек стола для настройки шага свариваемой сетки. Также возможна установка направляющих на сплошной сварочный стол.
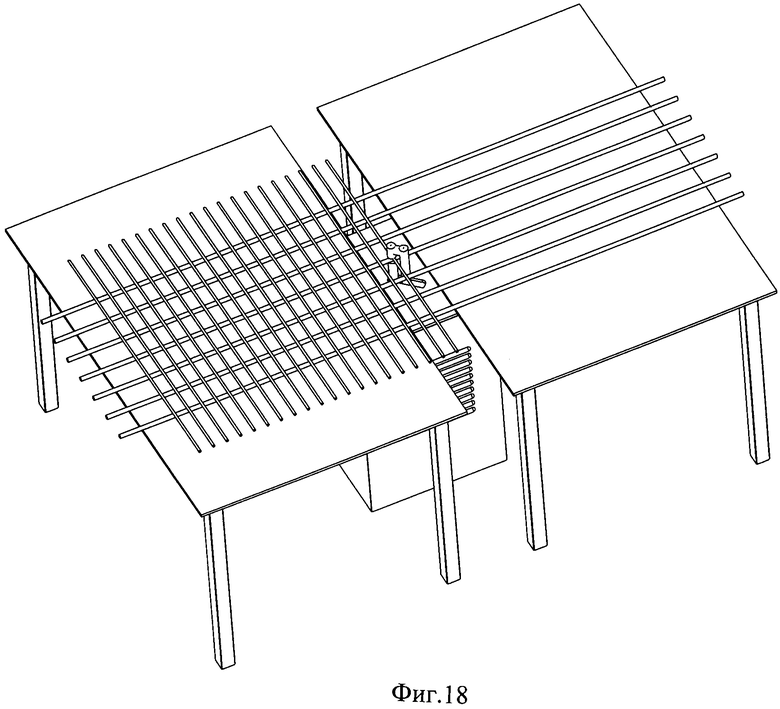
На фиг.18 изображен вариант машины, в котором используются два сварочных стола, а электроды расположены в промежутке между столами. Здесь также возможно выполнение машины с возможностью ее передвижения вдоль промежутка между столами, а также возможно применение многоэлектродной машины.
Возможно изготовление более сложных комплексов с перемещением машины в двух направлениях. В этом случае электроды могут убираться в корпус машины при проходе машины под силовыми элементами сварочных столов.
Если нет нужды передвигать сетку вдоль поперечных стержней, а она движется только вдоль продольных, например, если машина многоэлектродная и количество пар электродов совпадает с количеством продольных стержней, то верхние электроды можно не убирать в сварочный стол.
Тогда получаются следующие способы сварки.
Способ сварки с неподвижным нижним электродом.
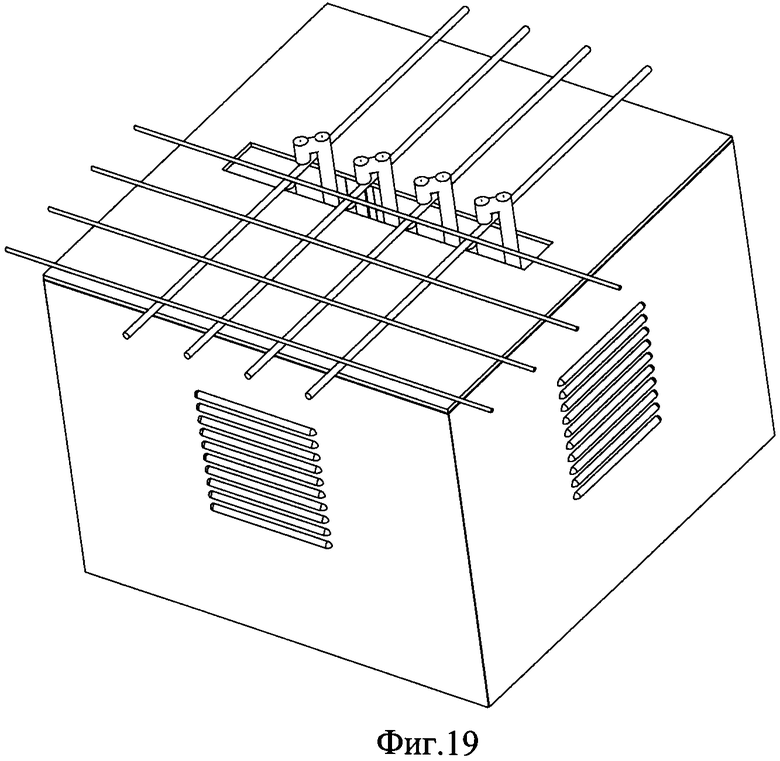
На сварочный стол 2 кладут продольные стержни 8 и поперечный стержень 9. Каждое пересечение стержней лежит на нижнем электроде. В исходном положении каждый верхний электрод поднят чуть выше верхнего стержня и смещен назад по диагонали относительно нижнего электрода (фиг.19).
Для сварки верхние электроды передвигают на пересечение стержней и прижимают пересечение к нижнему электроду с определенным усилием сжатия. Затем производят сварку, после чего верхние электроды приподнимают и отводят на исходную позицию. После этого передвигают изделие вдоль продольных стержней 8, затем кладут следующий поперечный стержень 9.
Здесь движение верхнего электрода более простое и применимо в этом частном случае. Конструкция машины получается проще. В то же время отвод электродов назад позволяет подавать продольные и поперечные стержни сверху, например, из бункера.
Способ сварки с подвижным нижним электродом.
На сварочный стол кладут продольные и поперечные стержни, верхние электроды находятся в исходном положении (фиг.19). Нижний электрод убран в стол.
Для сварки верхний электрод передвигают на пересечение стержней. Нижний электрод приподнимают по прямолинейной траектории или по кривой и упирают в пересечение свариваемых деталей. Нижний и верхний электроды могут двигаться последовательно или одновременно. Затем производят сжатие свариваемых деталей между этими электродами и производят сварку. Затем детали разжимают. Верхний электрод отводят в исходное положение, а нижний убирают в вырез стола. Движения верхнего и нижнего электрода могут выполняться последовательно или одновременно, также электроды могут иметь различные траектории движения.
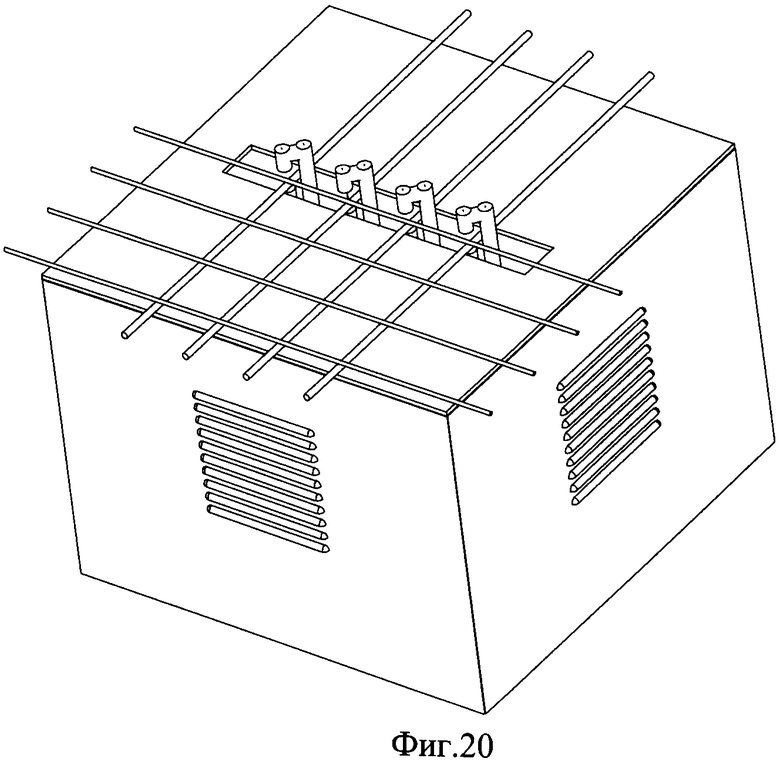
Возможно дальнейшее упрощение конструкции машины, если нет поперечного передвижения сетки. В этом варианте верхние электроды в исходном положении находятся прямо над нижними электродами или с небольшим смещением - зависит от траектории движения электродов (фиг.20).
Движение верхнего электрода в этом случае получается линейное или радиальное, а привод имеет самую простую конструкцию. Получается машина контактной сварки с линейным или радиальным ходом верхнего электрода, но здесь нет ограничений по размерам свариваемых деталей и нет вылета электродов.
В этом варианте уменьшается минимально допустимое расстояние между продольными стержнями свариваемой сетки из-за отсутствия поперечного движения верхнего электрода, также такая машина имеет наибольшее быстродействие.
Здесь также возможно исполнение нижнего электрода неподвижным и подвижным, с линейными или радиальным движением нижнего электрода. Возможно движение обоих электродов по другой траектории, это зависит от особенностей механизма сжатия электродов.
Подавать поперечные стержни прямо сверху в этом случае не получится, в таком случае нужно подавать продольные и поперечные стержни под верхний электрод.
Подавать поперечные стержни можно вручную или автоматически - под углом, чтобы они скатывались, как с горки. Можно подавать в 2 приема: поперечный стержень кладут на продольные, затем его задвигают под электроды. Возможен вариант, когда поперечный стержень кладут на продольные, после чего передвигают всю сетку, в результате чего поперечный стержень оказывается на месте сварки. Или стержень подают сбоку, и он движется вдоль своей продольной оси, проходя между верхним и нижним электродами.
Возможен комбинированный способ сварки: когда нужно, чтобы электроды убирались в сварочный стол и не мешали передвижению свариваемой сетки - электроды убирают в стол, а когда можно вести сварку, не убирая электроды, электроды не убирают.
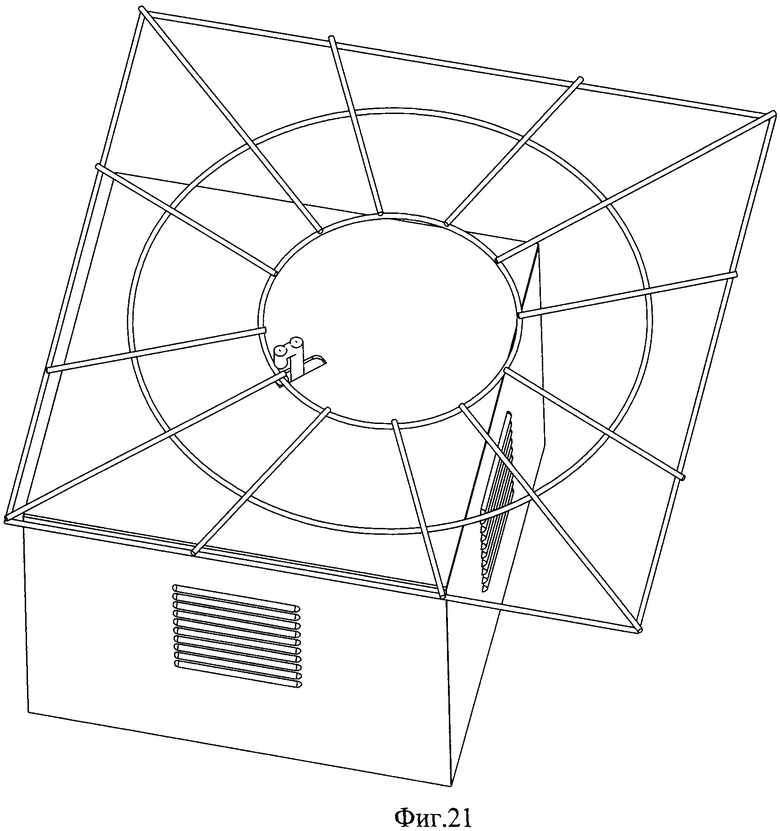
Например, при сварке фигурного узора, показанного на фиг.21, когда электроды находятся внутри внутреннего кольца, их нет необходимости убирать в стол при перемещении изделия. В этом случае машина работает как линейная или радиальная. При сварке внешнего кольца электроды убирают в стол, а при сварке деталей по внешнему контуру изделия электроды не убирают.
Такой комбинированный способ обеспечивает наибольшую производительность и уменьшает износ механизмов машины.
При сварке изделий из полос металла и другого различного металлопроката возможна рельефная сварка указанными способами с помощью описанных здесь машин контактной точечной сварки, если на свариваемых деталях сделать выступы-рельефы, согласно технологии рельефной сварки.
Краткое описание чертежей
Фиг.1-2. Первый вариант машины контактной точечной сварки с фигурным ходом верхнего электрода. Фиг.1: верхний электрод убран в вырез в корпусе машины, фиг.2: верхний электрод выдвинут в положение для сварки.
Фиг.3-7: варианты движения верхнего электрода.
Фиг.8-11. Технология сварки. Фиг.8: на сварочный стол машины уложена свариваемая сетка, электрод в исходном положении. Фиг.9: электрод выдвинулся из сварочного стола. Фиг.10: электрод передвинулся и находится над пересечением свариваемых деталей. Фиг.11: сжатие свариваемых деталей и сварка.
Фиг.12. Многоэлектродная со свариваемой сеткой, верхнее электроды убраны в вырез сварочного стола.
Фиг.13. Многоэлектродная машина со свариваемой сеткой, положение электродов во время сварки.
Фиг.14. Сварка сетки с попарно близкорасположенными продольными стержнями.
Фиг.15. Многоэлектродная машина с одним сплошным нижним электродом.
Фиг.16. Машина установлена на направляющих под сварочным столом и выполнена с возможностью перемещения.
Фиг.17. Многоэлектродная машина под сварочным столом решетчатой конструкции, продольные стержни свариваемого изделия лежат на направляющих.
Фиг.18. Вариант с двумя сварочными столами, электроды находятся в промежутке между столами.
Фиг.19. Машина, у которой электроды не убираются в сварочный стол, но способны передвигаться в горизонтальном и вертикальном направлении. Электроды находятся в исходном положении.
Фиг.20. Машина с линейным или радиальным ходом верхних электродов. Электроды в исходном положении.
Фиг.21. Сварка фигурной конструкции.
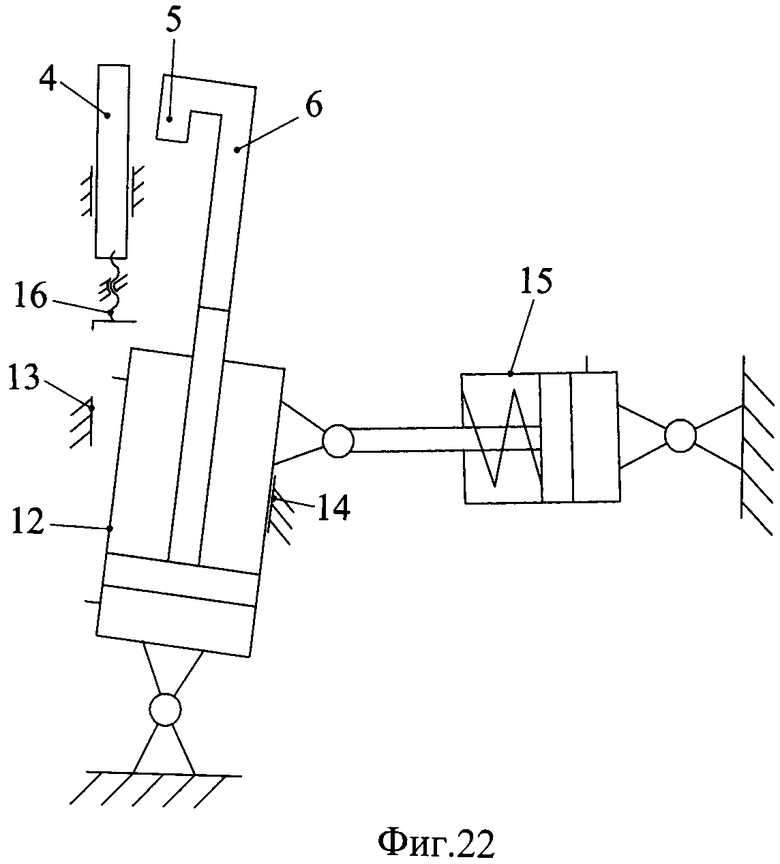
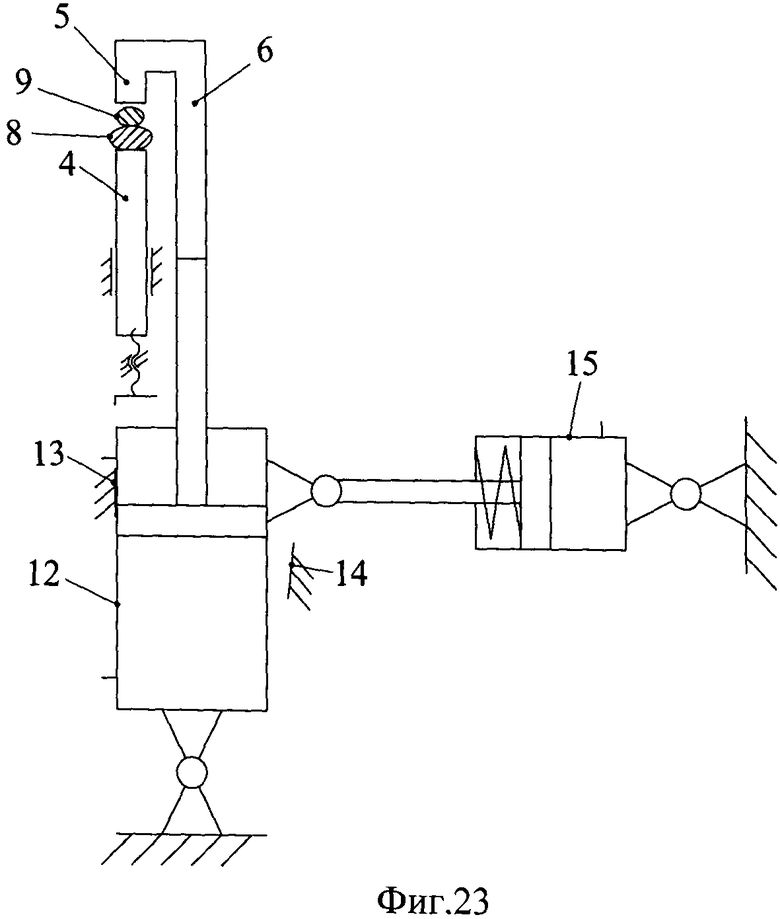
Фиг.22-23. Вариант конструкции механизма перемещения верхнего электрода, нижний электрод неподвижный. Фиг.22: исходное положение, фиг.23: положение для сжатия деталей.
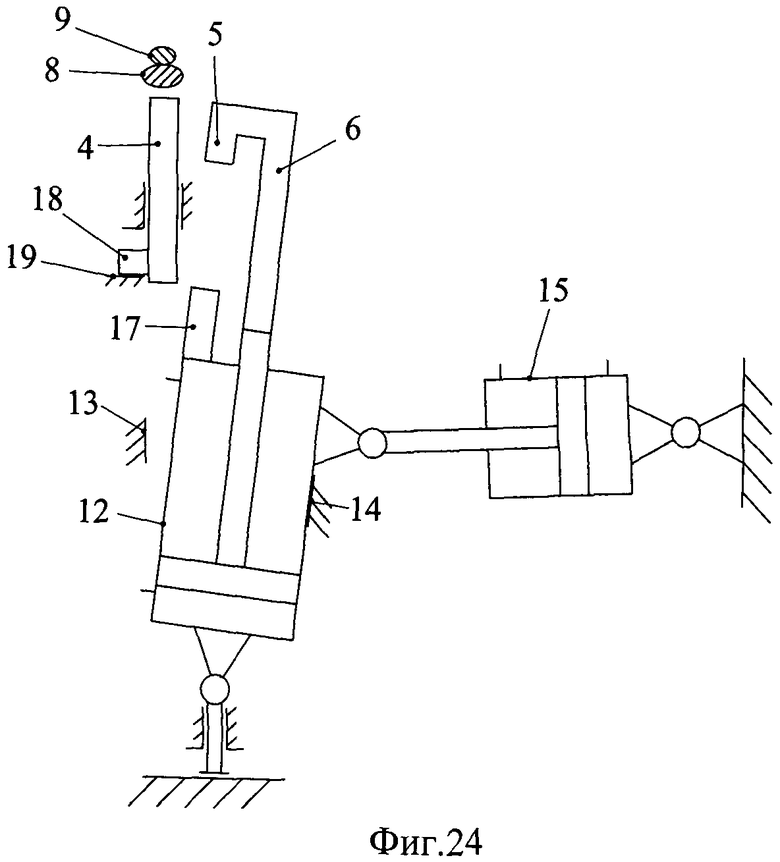
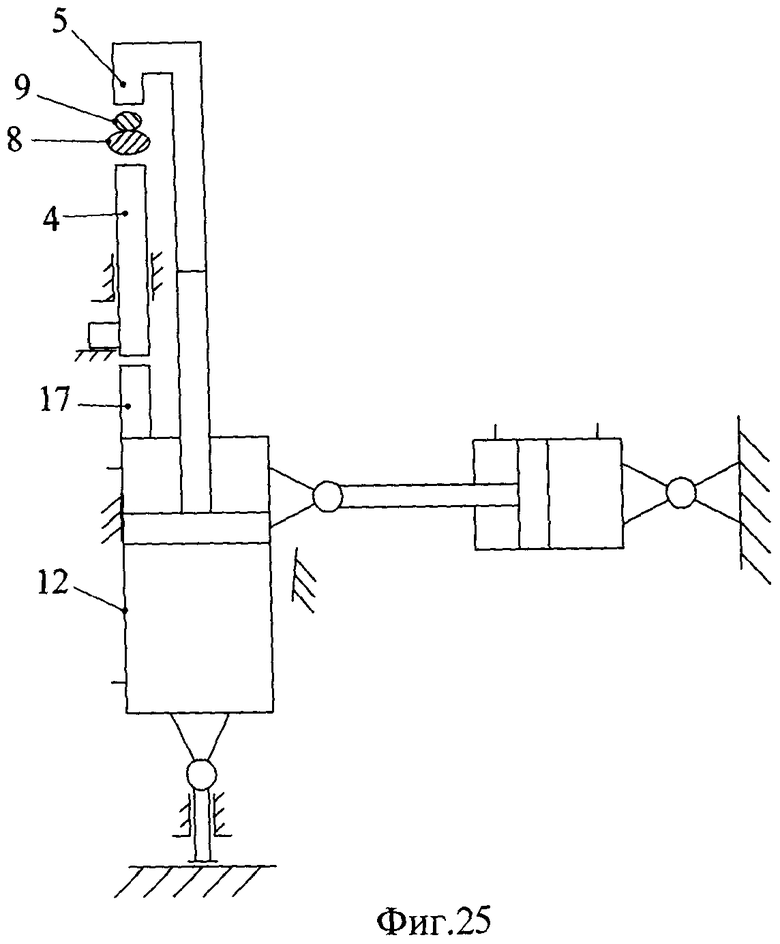
Фиг.24-25. Вариант конструкции механизма перемещения электродов, нижний электрод подвижный. Фиг.24: исходное положение, фиг.25: положение для сжатия деталей.
Перемещение сварочных электродов и сжатие свариваемых деталей можно осуществить следующим образом.
На фиг.22. изображена схема механизма перемещения верхнего электрода в двух направлениях, также этот механизм обеспечивает необходимое усилие сжатия. В состав механизма входят два пневмоцилиндраТ.к. усилие перемещения электрода 5 вверх небольшое и усилие перемещения по горизонтали тоже небольшое, то здесь возможно применение пневмоцилиндров как двустороннего действия, так и одностороннего действия с пружиной. Для примера пневмоцилиндр 12 вертикального перемещения выполнен двустороннего действия, а пневмоцилиндр 15 горизонтального перемещения - одностороннего действия с пружиной, втягивающей шток. Применение пневмоцилиндров одностороннего действия упрощает систему управления и пневмосистему.
Перемещение электрода происходит по траектории, обозначенной на фиг.4. Перемещение верхнего электрода 5 по вертикали и сжатие электродов обеспечивает силовой пневмоцилиндр 12, шток которого жестко связан со штоком 6 электрода. Пневмоцилиндр установлен на шарнире, который позволяет наклонять пневмоцилиндр вправо-влево. Слева установлен упор 13, который не дает пневмоцилиндру 12 уйти влево дальше положения, в котором электроды 4 и 5 оказываются напротив друг друга. Справа установлен упор 14, который ограничивает движение вправо и фиксирует пневмоцилиндр 12 в исходном положении. Упоры 13 и 14 могут быть выполнены регулируемыми. Сбоку к пневмоцилиндру 12 через шарнир подсоединен шток небольшого вспомогательного пневмоцилиндра 15, обеспечивающего горизонтальное перемещение верхнего электрода 5. Вспомогательный пневмоцилиндр имеет относительно малую тягу и малое перемещение.
Нижний электрод 4 в работе остается неподвижным, но он имеет возможность регулировки положения по вертикали, например, с помощью винтового механизма 16. Это дает возможность подстраиваться под свариваемые изделия, а также выдвигать нижний электрод по мере его износа.
Исходное положение: штоки обоих пневмоцилиндров втянуты, электрод 5 убран в вырез сварочного стола.
Для проведения сварки, с помощью пневмоклапана подают сжатый воздух в нижнюю полость пневмоцилиндра 12, его шток выдвигается и верхний электрод 5 поднимается. Затем подают воздух в правую полость пневмоцилиндра 15, его шток выдвигается и электрод 5 перемещается влево, пока пневмоцилиндр 12 не встанет на упор 13 (фиг.23). Электроды 4 и 5 оказались напротив друг друга. Далее с помощью пневмоклапана стравливают воздух из нижней полости пневмоцилиндра 12 и подают воздух в верхнюю полость. Шток пневмоцилиндра 12 втягивается и тянет за собой вниз шток 6 электрода 5. Электрод 5 прижимает свариваемые детали 8 и 9 (показано их сечение в месте сварки) к электроду 4 с нужным усилием сжатия. Усилие сжатия настаивают регулировкой давления воздуха, подаваемого в пневмоцилиндр 12.
Затем подают один или несколько импульсов сварочного тока. При этом, если давление в пневмоцилиндре 12 оставляют постоянным, то сварка идет с постоянным усилием сжатия, если давление меняют, то проводят сварку с переменным усилием сжатия. Также можно менять сварочный ток в процессе сварки. Затем выдерживают детали в сжатом состоянии определенное время, после чего поднимают шток пневмоцилиндра 12, а вместе с ним электрод 5. Затем стравливают воздух из пневмоцилиндра 15, в результате чего его шток втягивается под действием пружины, и электрод 5 перемещается вправо, пока пневмоцилиндр 12 не встанет на упор 14. Затем опускают шток пневмоцилиндра 12 и электрод занимает свое исходное положение.
Ход верхнего электрода может быть ограничен регулируемыми упорами.
На фиг.24 изображен аналогичный механизм, но в нем нижний электрод 4 выполнен подвижным. Для примера вспомогательный пневмоцилиндр 15 - двустороннего действия. Силовой пневмоцилиндр 12 закреплен внизу с возможностью наклона вправо-влево и с возможностью подъема-опускания цилиндра.
В исходном положении штоки обоих пневмоцилиндров втянуты, верхний электрод 5 убран в вырез стола. На нижнем электроде 4 сделан выступ 18, которым он опирается на упор 19. Упор 19 может быть выполнен регулируемым, он задает глубину опускания нижнего электрода. Нижний электрод находится под пересечением свариваемых деталей 8 и 9 (показаны их сечения), детали лежат на сварочном столе и не касаются электрода 4. На пневмоцилиндре 12 закреплен толкатель 17, который при горизонтально-радиальном перемещении вместе с пневмоцилиндром 12 не задевает нижний электрод 4.
Для проведения сварки выдвигают шток пневмоцилиндра 12, поднимаются шток 6 электрода и электрод 5, затем выдвигают шток пневмоцилиндра 15, пневмоцилиндр 12 передвигается влево от упора 14 до упора 13, в результате чего верхний электрод 5 передвигается влево и оказывается над пересечением свариваемых деталей и над нижним электродом 4. При этом толкатель 17 оказывается под нижним электродом (фиг.25). Затем втягивают шток пневмоцилиндра 12, верхний электрод опускается на свариваемые детали 8 и 9. Дальнейшее втягивание штока пневмоцилиндра 12 приводит к подъему самого пневмоцилиндра вместе с толкателем 17, который упирается в нижний электрод 4 и поднимает его к свариваемым деталям. Дальше происходит сжатие свариваемых деталей между электродами, после чего производят сварку. Убирают электроды в исходное положение в обратной последовательности.
Вместо пневмоцилиндров возможно использование гидроцилиндров.
Подвижные электроды подсоединены к сварочному трансформатору с помощью гибкого проводника известной конструкции, используемой в машинах контактной сварки. Нижний электрод 4 имеет очень маленькое перемещение, поэтому для подсоединения его к трансформатору можно использовать более жесткий гибкий проводник. Если нижний электрод неподвижный, то возможно его соединение со сварочным трансформатором с помощью жесткого проводника.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2013 |
|
RU2542187C2 |
| Клещи для сварочных точечных машин | 1986 |
|
SU1375421A1 |
| Машина для контактной точечной сварки | 1990 |
|
SU1750889A1 |
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ | 1997 |
|
RU2129481C1 |
| МАШИНА КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ | 2012 |
|
RU2500511C2 |
| Клещи для контактной точечной сварки | 1983 |
|
SU1119809A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1994 |
|
RU2066608C1 |
| Пистолет для контактной точечной сварки | 1982 |
|
SU1085723A1 |
| Клещи для контактной сварки | 1989 |
|
SU1682087A1 |
Способ и машина для контактной точечной сварки с фигурным ходом верхнего электрода могут быть использованы для сварки сеток, каркасов и других изделий из проволоки, арматуры, стержней, труб, полос металла и различного длинномерного металлопроката. Подведение сварочных электродов к деталям осуществляют путем выдвижения по меньшей мере одного верхнего электрода из сварочного стола и его перемещения над свариваемыми деталями с установкой на их пересечение. После окончания сварки осуществляют обратное перемещение верхнего электрода в сварочный стол. Сварочным столом может служить верхняя часть корпуса машины. Машина может быть установлена под сварочный стол, выполненный сплошным с вырезами для прохода электродов или в виде каркаса, не имеющего сплошной столешницы. С помощью указанной машины можно сваривать изделия без ограничений по размерам деталей, можно поворачивать свариваемое изделие на столе. Машину можно встраивать в автоматические линии. Из-за отсутствия вылета электродов снижаются потребляемая мощность машины, размеры, вес и ее себестоимость. Отсутствие деталей и механизмов над сварочным столом позволяет сваривать пространственные конструкции или устанавливать над ним дополнительные приспособления. 7 н. и 15 з.п. ф-лы, 25 ил.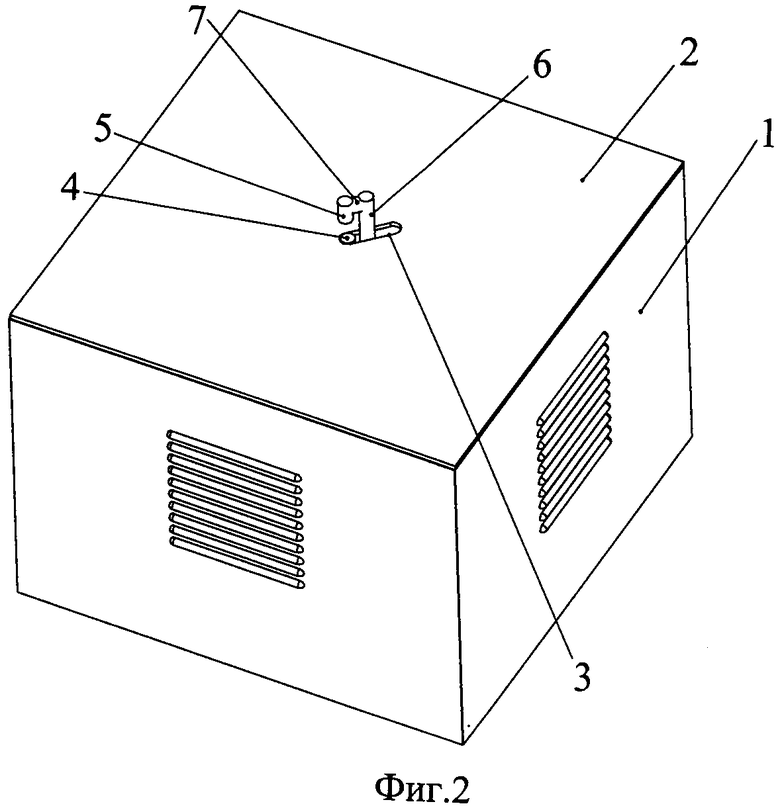
1. Способ контактной сварки изделий из длинномерных деталей, включающий размещение свариваемых деталей на сварочном столе, подведение к деталям сварочных электродов, сжатие деталей между верхним и нижним электродами и подачу к ним сварочного тока, отличающийся тем, что подведение сварочных электродов к деталям осуществляют путем выдвижения по меньшей мере одного верхнего электрода из сварочного стола и его перемещения над свариваемыми деталями с установкой на их пересечении, при этом нижний электрод закреплен неподвижно или выполнен с возможностью его перемещения, а после окончания сварки осуществляют обратное перемещение верхнего электрода в сварочный стол.
2. Способ по п.1, отличающийся тем, что после выдвижения верхнего электрода из сварочного стола производят серию сварок, при этом обратное перемещение верхнего электрода в сварочный стол осуществляют после окончания серии сварок.
3. Способ по п.1 или 2, отличающийся тем, что из сварочного стола выдвигают два и более верхних электрода.
4. Способ контактной сварки изделий из длинномерных деталей, включающий размещение свариваемых деталей на сварочном столе, подведение к деталям сварочных электродов, сжатие деталей между верхним и нижним электродами и подачу к ним сварочного тока, отличающийся тем, что подведение сварочных электродов к деталям осуществляют путем выдвижения двух и более верхних электродов из сварочного стола и их перемещения над свариваемыми деталями с установкой на пересечении этих деталей, при этом сварочный ток подают к верхним электродам, а в качестве нижних электродов используют токопроводящую подкладку, которая закреплена неподвижно или выполнена с возможностью ее перемещения, а после окончания сварки осуществляют обратное перемещение верхних электродов в сварочный стол.
5. Способ по п.4, отличающийся тем, что после выдвижения верхних электродов из сварочного стола производят серию сварок, при этом обратное перемещение верхних электродов в сварочный стол осуществляют после окончания серии сварок.
6. Способ по п.4 или 5, отличающийся тем, что из сварочного стола выдвигают две и более пары верхних электродов.
7. Способ контактной сварки изделий из длинномерных деталей, включающий размещение свариваемых деталей на сварочном столе, подведение к деталям сварочных электродов, сжатие деталей между верхним и нижним электродами и подачу к ним сварочного тока, отличающийся тем, что подведение сварочных электродов к деталям осуществляют путем выдвижения двух или более верхних электродов из сварочного стола и перемещения электродов над свариваемыми деталями с установкой на их пересечении, при этом сварочный ток подают к нижним электродам, которые закреплены неподвижно или выполнены с возможностью их перемещения, а верхние электроды электрически связывают между собой с образованием токопроводящей подкладки, а после окончания сварки осуществляют обратное перемещение верхних электродов в сварочный стол.
8. Способ по п.7, отличающийся тем, что после выдвижения верхних электродов из сварочного стола производят серию сварок, при этом обратное перемещение верхних электродов в сварочный стол осуществляют после окончания серии сварок.
9. Способ по п.7 или 8, отличающийся тем, что из сварочного стола выдвигают две и более группы электрически связанных между собой верхних электродов.
10. Способ контактной сварки изделий из длинномерных деталей, включающий размещение свариваемых деталей на сварочном столе, подведение к деталям сварочных электродов машины для контактной сварки, сжатие деталей между верхним и нижним электродами и подачу к ним сварочного тока, отличающийся тем, что подведение сварочных электродов к деталям осуществляют путем выдвижения по меньшей мере одного верхнего электрода из сварочного стола и перемещения его над свариваемыми деталями с установкой на их пересечении, а после окончания сварки осуществляют обратное перемещение верхнего электрода в сварочный стол, при этом сварочным столом служит верхняя часть корпуса машины для контактной сварки.
11. Способ контактной сварки изделий из длинномерных деталей, включающий размещение свариваемых деталей на по меньшей мере одном сварочном столе, подведение к деталям сварочных электродов машины для контактной сварки, сжатие деталей между верхним и нижним электродами и подачу к ним сварочного тока, отличающийся тем, что подведение сварочных электродов к деталям осуществляют путем выдвижения по меньшей мере одного верхнего электрода из сварочного стола и перемещения его над свариваемыми деталями с установкой на их пересечение, а после окончания сварки осуществляют обратное перемещение верхнего электрода в сварочный стол, при этом машину для контактной сварки располагают под сварочным столом, а стол выполнен сплошным с вырезами для прохода электродов или выполнен в виде каркаса, не имеющего сплошной столешницы.
12. Способ по п.11, отличающийся тем, что свариваемые детали размещают на сварочном столе с помощью направляющих.
13. Способ по п.11 или 12, отличающийся тем, что после выполнения сварки или серии сварок машину для контактной сварки передвигают вдоль сварочного стола.
14. Способ по п.11, отличающийся тем, что детали размещают на двух и более сварочных столах, а машину для контактной сварки располагают под сварочными столами, при этом выдвижение по меньшей мере одного верхнего электрода осуществляют через пространство между сварочными столами.
15. Способ по п.14, отличающийся тем, что свариваемые детали располагают на сварочных столах с помощью направляющих.
16. Способ из п.14 или 15, отличающийся тем, что после выполнения сварки или серии сварок машину для контактной сварки передвигают.
17. Машина для контактной сварки изделий из длинномерных деталей, содержащая корпус, по меньшей мере один верхний и нижний сварочные электроды, отличающаяся тем, что в верхней части корпуса машины выполнен вырез, в котором установлены упомянутые сварочные электроды, при этом верхний электрод смонтирован с возможностью его выдвижения через вырез из корпуса машины, перемещения в двух и более направлениях до установки на пересечении свариваемых деталей.
18. Машина по п.17, отличающаяся тем, что она снабжена двумя и более верхними электродами.
19. Машина по п.18, отличающаяся тем, что нижний электрод является единым для двух и более верхних электродов.
20. Машина по любому из пп.17-19, отличающаяся тем, что верхняя часть корпуса машины является сварочным столом.
21. Машина для контактной сварки изделий из длинномерных деталей, содержащая корпус, по меньшей мере один верхний и нижний сварочные электроды, отличающаяся тем, что в верхней части корпуса машины выполнен вырез, в котором установлены упомянутые сварочные электроды, верхний электрод снабжен элементом крепления с образованием Г-образной конструкции, которая выступает из упомянутого выреза, при этом верхний электрод выполнен с возможностью перемещения и установки его на пересечении свариваемых деталей.
22. Машина по п.21, отличающаяся тем, что она снабжена двумя и более верхними электродами.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПРОВОЛОЧНЫХ СЕТОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2248264C2 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 0 |
|
SU339363A1 |
| Способ изготовления арматурных каркасов и линия для его осуществления | 1985 |
|
SU1399040A1 |
| CN 201168851 Y, 24.12.2008 | |||

