113
Изобретение относится к сварке, в частности к флюсам для электродуговой сварки неплавящимся электродом в среде инертного газа преимущественно нержавеющих сталей. Назначение флюса - увеличение глубины проплавления при однопроходной сварке без дополнительной подачи присадочного материала .
Целью изобретения является увеличение глубины проплавления металла при однопроходной сварке стали типа Х18Н10Т без дополнительной подачи присадочного материала.
В качестве оксида ванадия флюс содержит окись () или двуокись (VO) ванадия.
Предлагаемый флюс наносится перед сваркой на каждую свариваемую кромку полосой шириной 2-10 мм и толщиной 0,1-0,3 мм. Для связи частиц с металлом и между собой используются легкоплавкие связующие, например парафин и стеарин, или летучие, например спирт.
Фторид натрия и фторид лития увеличивает анодное падение напряжения, кроме того, фторид лития улучшает формирование шва, увеличение содержания фторида лития, уменьшает глубину проплавления.
Введение в состав флюса системы оксидов, состоящей из двуокиси титана, окиси хрома, оксида ванадия и окиси никеля, обеспечивает сжатие анодного пятна дуги за счет ограничения ширины проплавления жидкой пленкой флюса. При этом двуокись титана и окись ванадия улучшают формирование шва и увеличивают глубину проплавления, а окись хрома и окись никеля содействуют в значительной мере увеличению глубины проплавления и уменьшают ширину шва, кроме того, сочетание двуокиси титана, оксида ванадия и окиси никеля в этом флюсе обеспечивает максимальную глубину
проплавления при повьш1ении скорости сварки.
Флюс был испытан при сварке не- плавяпщмся электродом в защитной среде аргона стыковых неповоротных соединений труб из нержавеющей стали Х18Н10Т j 108 6 и ф89- 5, собрант ных без зазора и разделки.
Действие предлагаемого флюса опробовано на неповоротных стыках труб каждого размера с-неизменным положительным результатом.
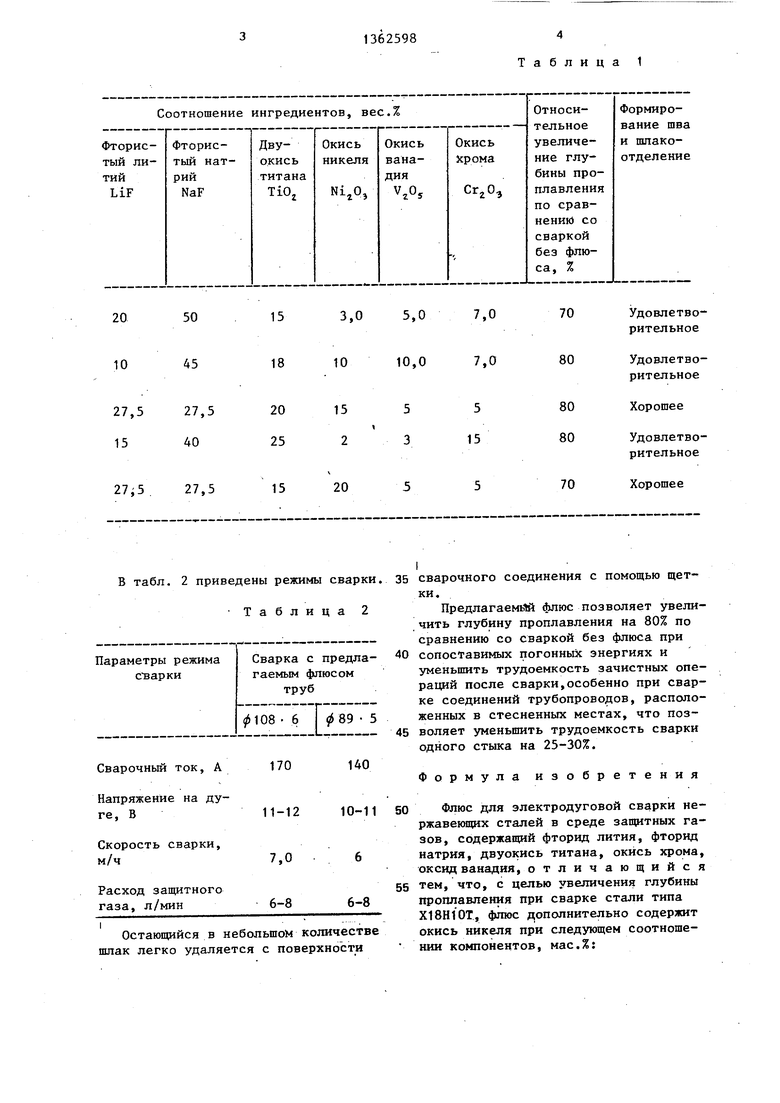
В табл. 1 приведены составы опро- бованных флюсов, результаты оценки качества наружного формирования, отделения шлака после сварки и глубины проплавления по сравнению со сваркой без флюса.
Качество иаруткного формирования оценивали внешним осмотром, глубину проплавления - металлографически по макрошлифам (3 шт. от одного стыка) шлакоотделение и наличие шлака - визуально, по затратам времени на зачистку сварных швов от шлака и средствам, применяемым для зачистки (волосяная или металлическая щетка, ветошь и т.д.).
При этом установили, что в лабораторных условиях время, затрачиваемое на зачистку одного стыка диаметром 89 и 108 мм при использовании предлагаемого состава флюса составляет соответственно 1,2 и 1,5 мин. Флюс наносили на свариваемые кромки в виде сметанообразной суспензии с помо- .
щью мягкой кисточки шириной 5-10 мм, толщиной 0,1-0,3 мм. В качестве растворителя использовали спирт технический .
В экспериментальных работах по изучению глубины проплавления метал- ла и отделяемости шлака после сварки в зависимости от количественного со- отнощения ингредиентов были использованы флюсы ряда составов, приведенных в табл. 1.
0
5
0
5
0
5
I
Остающийся в небольшом количестве
шлак легко удаляется с поверхности
Таблица 1
окись никеля при следующем соотношении компонентов, мас.%:
5 1362598в
Фторид лития 10-27,5Окисьхрома5-15
Фторид натрия27,5-50Оксидванадия3-10
Двуокись титана 15-25Окисьникеля2-20
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для электродуговой сварки | 1978 |
|
SU707049A1 |
| Флюс для электродуговой сварки | 1978 |
|
SU730515A1 |
| Флюс для электродуговой сварки нержавеющих сталей в среде защитных газов | 1989 |
|
SU1692793A1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ДУГОВОЙ СВАРКИ | 2005 |
|
RU2289498C1 |
| Способ сварки неплавящимся электродом со сквозным проплавлением | 1983 |
|
SU1123807A1 |
| Сварочный флюс | 1982 |
|
SU1013177A1 |
| Флюс для дуговой сварки стали в среде защитных газов | 1983 |
|
SU1162565A1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2005 |
|
RU2291039C1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2198773C2 |
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ | 2013 |
|
RU2539284C1 |
Изобретение относится к сварке, в частности к флюсам для электродуговой сварки неплавящимся электродом в среде инертного газа нержавеющих сталей. Целью изобретения является увеличение глубины проплавления при сварке стали Х18Н10Т за счет введения в состав флюса, содержащего, мас.%: фторид натрия 27,5-50, окись хрома 5-15, оксид ванадия 3-10, фторид лития 10-27,5 и двуокись титана 15-25, окись никеля 2-20. В качестве оксида ванадия флюс может содержать окись ванадия и двуокись ванадия. Флюс перед сваркой наносится на каждую свар1иваемую кромку. Для связки с металлом и между собой используются легкоплавкие или летучие связующие. 2 табл. § (Л САЭ о: to ел ( 00
| ЭЛЕКТРОДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 0 |
|
SU349538A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Флюс для электродуговой сварки | 1978 |
|
SU707049A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Флюс для дуговой сварки стали в среде защитных газов | 1983 |
|
SU1162565A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
