Изобретение относится к сварке, в частности к сварочным флюсам для электродуговой сварки нержавеющих сталей неплавящимся электродом в среде инертного газа преимущественно при выполнении торцовых соединений типа стыковых соединений с отбортовкой кромок.
Целью изобретения является повышение стабильности формирования сварного шва при сварке торцовых соединений (стыковых соединений с отбортовкой кромок) тонколистовых металлоконструкций с коэффициентом формы провара, равным или меньшим единицы, а также улучшение хаче-. ства и надежности сварного соединения.
Введение в состав флюса системы оксидов, состоящей из двуокиси титана, окиси хрома, окиси ванадия и окиси лантана, обеспечивает сжатие анодного лятна дуги за счет изменения (уменьшения) электропроводности на поверхности изделия и за счет ограничения ширины проплава жидкой пленкой флюса. При этом двуокись титана и окись ванадия улучшает формирование шва и увеличивает глубину проплавления, а окись хрома уменьшает ширину усиления (шва) и способствует увеличению глубины проплавления.
Окисел лантана значительно улучшает формирование шва и стабильность горения дуги, но уменьшает глубину проплавления.
О
ю
О х4
О
OJ
введение во флюс фторидов магния и алюминия способствует более интенсивному увеличению глубины проставления, так как использование тугоплавких фторидов при- Водит к тому, что в дуге образуется большее количество электроотрицательных ионов, что приводит к контрагированию столба дуги. Введение во флюс фторида магния и фторида алюминия также способствует сжатию анодного пятна дуги за счет повыше- ния вязкости флюса.
Кроме того, фторидный магний уменьшает ширину шва, но ухудшает формирование, и наоборот, введение фторида алюминия способствует улучшению форми- рования шва без уменьшения глубины про- плавления. Однако чрезмерное увеличение его содержания во флюсе приводит к ухуд- шению формирования шва.
Экспериментальные работы проводили на торцовых соединениях узлов пластинчатого теплообменника, изготовляемого из листов стали 12x18 Н10Т толщиной 1,0+1,0, f,2 + 1,2 и 1,5+1,5 мм. Флюс перед сваркой (после прижатия друг к другу свариваемых кромок при помощи прижимных планок) наносится на каждую свариваемую кромку и прижимную пленку полосой шириной 1-5 мм и толщиной 0,1-0,3 мм.
Кроме того, флюс возможно наносить только на прижимные планки при сварке пластин толщиной до 1,5 мм. Для связи ча- стиц флюса с металлом и между собой можно использовать легкоплавкие связующие, такие как стеарин или летудия, спирт или ацетон. В процессе испытаний флюс перед сваркой наносили на свариваемые кромки и технологичес.кие планки шириной 3-5 мм,
толщиной 0,1-0,3 мм в виде спиртовой суспензии с помощью мягкой кисточки.
Сварку производили в следующих режимах:
Сварочный ток, А105-120
Напряжение, В16-20
Скорость сварки, м/ч 12-14
Расход защитного газа
(аргона), л/ммб
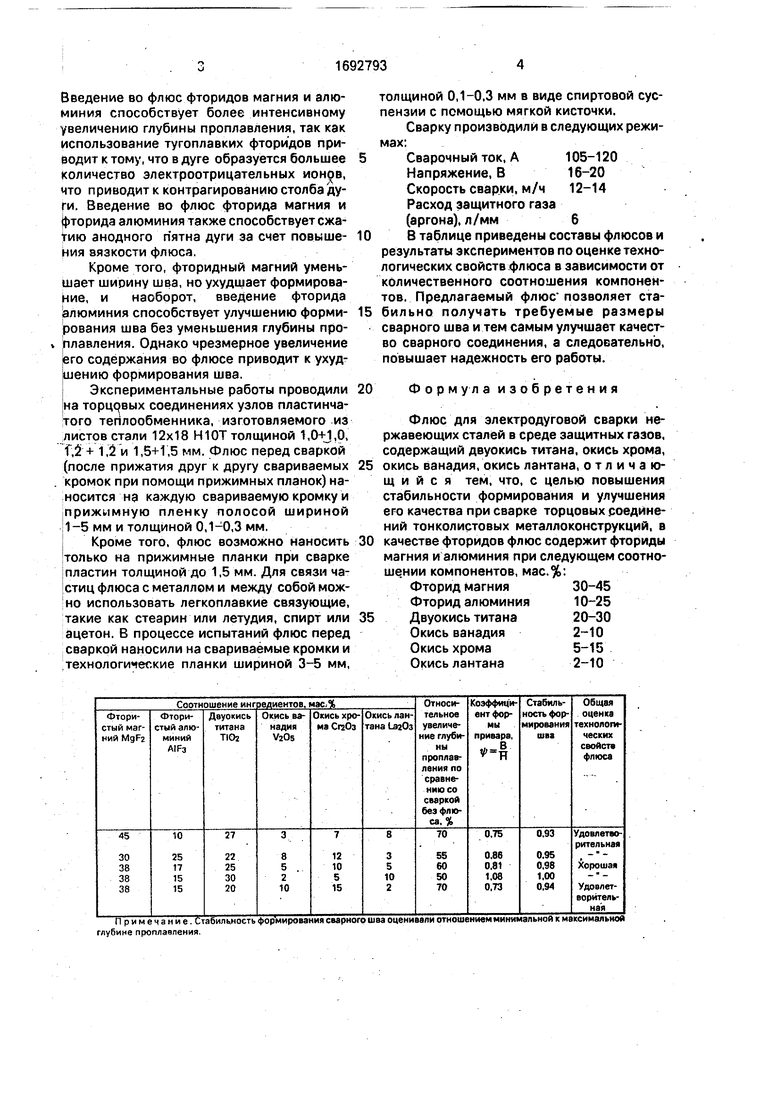
В таблице приведены составы флюсов и результаты экспериментов по оценке технологических свойств флюса в зависимости от количественного соотношения компонентов. Предлагаемый флюс позволяет стабильно получать требуемые размеры сварного шва и тем самым улучшает качество сварного соединения, а следовательно, повышает надежность его работы.
Формула изобретения
Флюс для электродуговой сварки нержавеющих сталей в среде защитных газов, содержащий двуокись титана, окись хрома, окись ванадия, окись лантана, отличающийся тем, что, с целью повышения стабильности формирования и улучшения его качества при сварке торцовых соединений тонколистовых металлоконструкций, в качестве фторидов флюс содержит фториды магния и алюминия при следующем соотношении компонентов, мас.%:
Фторид магния30-45
Фторид алюминия10-25
Двуокись титана20-30
Окись ванадия2-10
Окись хрома5-15
Окись лантана2-10
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для электродуговой сварки нержавеющих сталей в среде защитных газов | 1985 |
|
SU1362598A1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ДУГОВОЙ СВАРКИ | 2005 |
|
RU2289498C1 |
| Флюс для дуговой сварки стали в среде защитных газов | 1983 |
|
SU1162565A1 |
| Флюс для электродуговой сварки | 1978 |
|
SU707049A1 |
| Флюс для электродуговой сварки | 1978 |
|
SU730515A1 |
| НАНОСТРУКТУРИРОВАННЫЙ СВАРОЧНЫЙ МАТЕРИАЛ | 2013 |
|
RU2544317C2 |
| ЭЛЕКТРОДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1972 |
|
SU349538A1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2005 |
|
RU2291039C1 |
| Редкоземельная аустенитная порошковая проволока для подводной мокрой сварки высокопрочных сталей | 2022 |
|
RU2792266C1 |
| Плавленый флюс для механизированной сварки | 1981 |
|
SU975292A1 |
Изобретение относится к сварочным флюсам для электродуговой сварки нержавеющих сталей неплавящимся электродом в среде инертного газа преимущественно при выполнении торцовых соединений типа стыковых с отбортовкой кромок. Цель изобретения - повышение стабильности формирования сварного шва при сварке торцовых соединений тонколистовых металлоконструкций из нержавеющих сталей и улучшение качества сварного соединения. В.сварочный флюс, содержащий двуокись титана, окись ванадия, окись хрома и окись лантана, в качестве фторидов введены фториды магния и алюминия. Введение во флюс 30-45% фторида магния и 10-25% фторида алюминия способствует увеличению глубины проплавления и уменьшению ширины шва. 1 табл. Ы N &
| Флюс для электродуговой сварки в среде защитных газов | 1985 |
|
SU1299753A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Флюс для электродуговой сварки нержавеющих сталей в среде защитных газов | 1985 |
|
SU1362598A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Флюс для дуговой сварки стали в среде защитных газов | 1983 |
|
SU1162565A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
