Изобретение относится к устройствам для обработки пластмассовых деталей, в частности к удалению облоя с арматуры деталей из термореактивных пластмасс, и может быть использовано в приборе- и радио- аппаратостроении и других отраслях промышленности.
Цель изобретения - повышение качества, производительности удаления облоя и расширение технологических возможностей устройства.
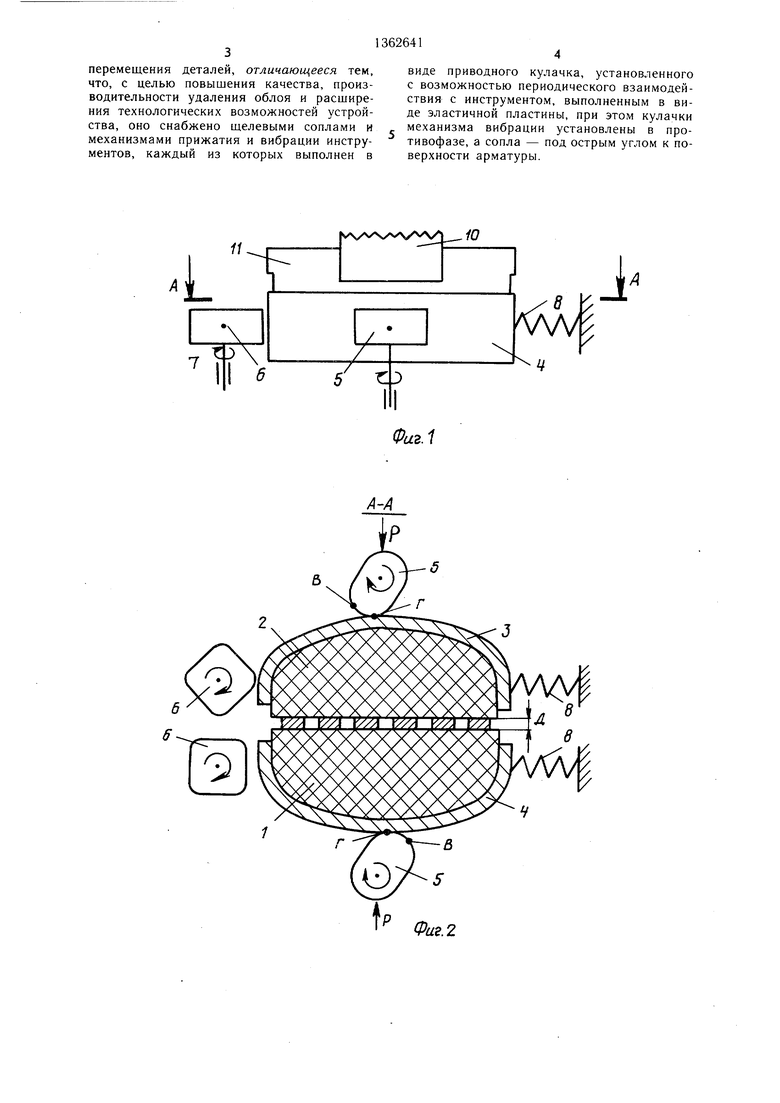
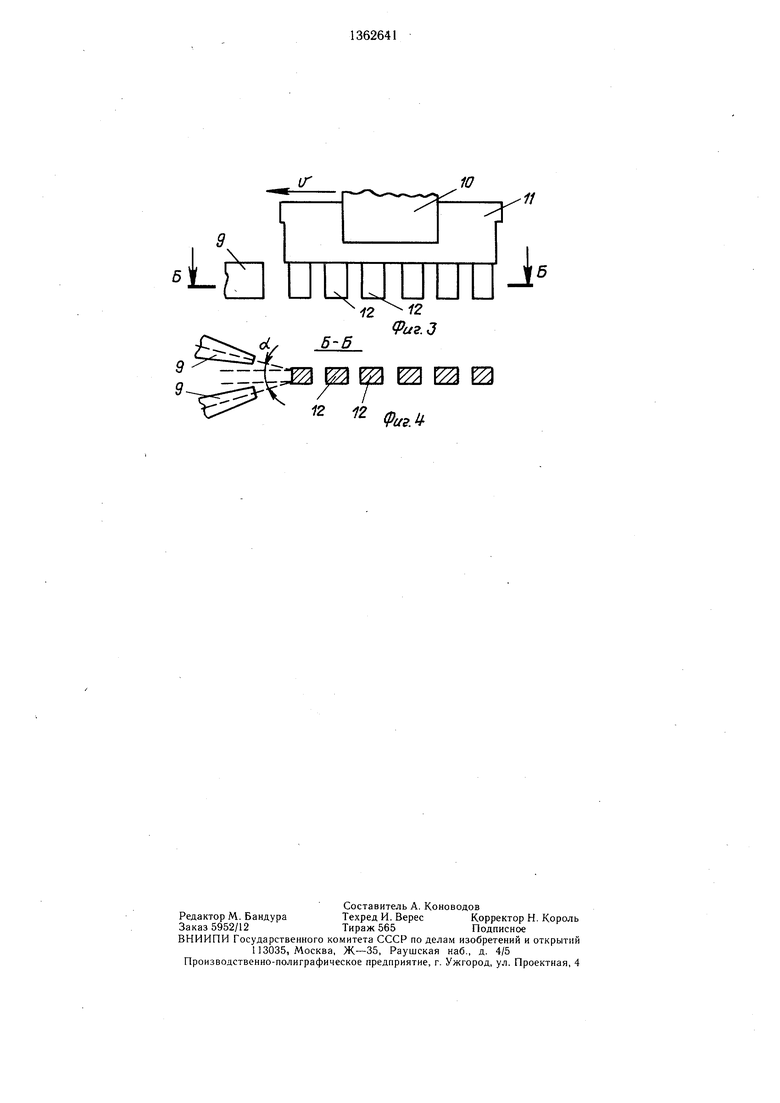
На фиг. 1 схематично изображено предлагаемое устройство, обш,ий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема удаления облоя сжатым воздухом, общий вид; на фнг. 4 - разрез Б-Б на фиг. 3.
Устройство для удаления облоя с арматуры пластмассовых деталей содержит инструменты в виде эластичных пластин 1 и 2 в корпуса х 3 и 4. Эластичные пластины 1 и 2, например, в форме сегментов позволяют равномерно распределять нагрузку на арматуру. Корпуса с пластинами по на- правляюш.им имеют возможность перемещаться в продольном и поперечном направлениях. Для перемещения пластин в поперечном направлении служит механизм прижатия пластин к арматуре в виде кулачков 5, приводимых в движение шаговыми электродвигателями. Кулачка 5 имеют два выступа: В и Г. Для перемещения пластин в продольном направлении служит механизм вибрации пластин в виде кулачков 6, приводимых в движение электродвигателями 7 постоянного тока, и пружин 8. Кулачки 6 механизма вибрации установлены в противо- фазе. Для окончательного удаления облоя с арматуры служат два щелевых сопла 9 подач сжатого воздуха, имеющие возмож- ность регулировать свое положение относительно арматуры. Для перемещения деталей предусмотрены два промыщленных робота со схватами 10.
Устройство работает следующим образом.
Робот схватом 10 берет из бункера пласт- массовую деталь 11 и помещает ее арматуру 12 между эластичными пластинами 1 и 2. Включаются электродвигатели механизма прижатия пластин. Кулачки 5 своими выступами В начинают давить на корпуса 3 и 4, эластичные пластины 1 и 2 сближаются, сдавливают и обжимают облой на арматуре с усилием Я, которое регулируется в зависимости от толщины арматуры. При дальнейшем повороте кулачков 5 с корпусами 3 и 4 входит в контакт выступ Г, меньший по размерам выступа В. При этом пластины за счет собственных сил упругости раздвигаются, образуя зазор Д, равный толщине арматуры. В этот момент электродвигатели механизма прижатия пластин выключаются и включается электродвигатель механизма вибрации пластин. Кулачки 6 начинают вращаться, попеременно воздействуя своими выступами на корпуса 3 и 4.
0
5
0 5 о 5
с 0 5
При этом эластичные пластины вибрируют с ч.астотой 5-15 Гц и амплитудой 1-2 мм, причем пластины вибрируют в противоположных направлениях за счет установки кулачков 6 в противофазе. Так как пластины раздвинуты только на толщину арматуры, то за счет сил трения пластины постепенно сдвигают и частично разрушают предварительно обжатый облой.
При этом сильно уменьщается сила сцепления облоя с повер хностью арматуры. Через 3-5 с, электродвигатель механизма вибрации выключается, включается электродвигатель механизма прижатия пластин, пластины снова сжимают облой и при дальнейшем повороте кулачков 5 пластины полностью раздвигаются и освобождают арматуру детали. Далее робот перемещает деталь под струи сжатого воздуха. Давление воздуха 8-10 атм. Сопла имеют щелевую форму, чтобы сила давления воздуха равномерно распределялась по высоте арматуры. Кроме того, имеется возможность регулировать угол наклона сопла к поверхности арматуры (угол а). В зависимости от качества удаления облоя оптимальным является угол а 15-25°. Робот перемещает деталь 11 со скоростью V между соплами 9. При этом за счет больших сил давления воздуха на облой происходит отрыв и сдув облоя, чем и достигается окончательное удаление облоя с арматуры и пленки облоя между арматурой. Второй робот начинает работать, как только первый робот убирает деталь с устройства обжатия и вибрации. Второй робот берет деталь из бункера и цикл обработки начинается снова.
При обработке длинных пластмассовых деталей с арматурой обжатие и вибрация производятся последовательно по частям. Устройство позволяет обрабатывать арматуру как круглого, так и плоского сечения, однорядную и двухрядную (в последнем случае между рядами арматуры помещают дополнительную эластичную пластину).
Использование данного устройства позволит автоматизировать процесс удаления облоя, качественно и производительно обрабатывать облой. Устройство расширяет технологические возможности: переход на новую деталь требует только смены схвата робота, кроме того, на данном устройстве можно удалять облой с некоторых плоских деталей, например с граней пластмассовых крышек.
Формула изобретения
Устройство для удаления облоя с арматуры пластмассовых деталей, содержащее расположенные с обеих сторон от обрабатываемого изделия инструменты для отделения облоя с арматуры и механизм для
перемещения деталей, отличающееся тем, что, с целью повышения качества, производительности удаления облоя и расширения технологических возможностей устройства, оно снабжено щелевыми соплами и механизмами прижатия и вибрации инструментов, каждый из которых выполнен в
L
г/
5 -СЗ
виде приводного кулачка, установленного с возможностью периодического взаимодействия с инструментом, выполненным в виде эластичной пластины, при этом кулачки механизма вибрации установлены в про- тивофазе, а сопла - под острым углом к поверхности арматуры.
I Л
1 /5
X
Фиг.1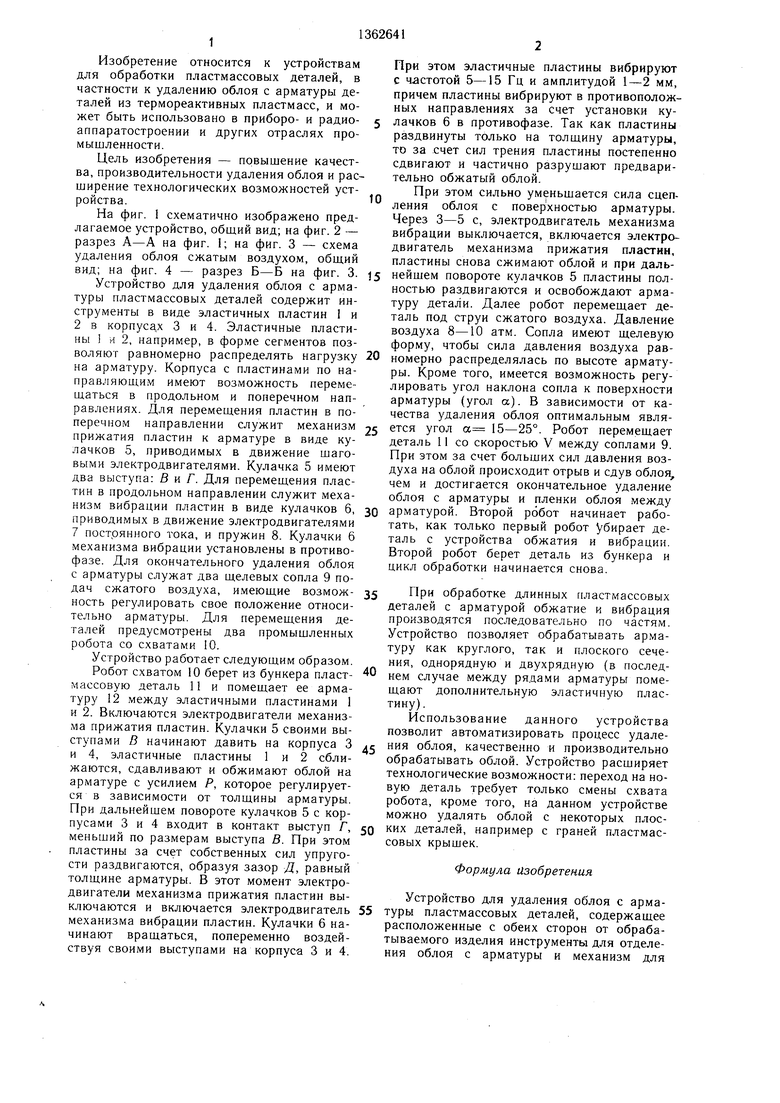
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для снятия облоя с арматуры пластмассовых деталей | 1980 |
|
SU903154A1 |
| Устройство для механической обработки пластмассовых изделий | 1987 |
|
SU1467889A1 |
| Загрузочное устройство | 1989 |
|
SU1710292A1 |
| Устройство для удаления облоя с арматуры деталей из полимерных материалов | 1976 |
|
SU729070A1 |
| Способ удаления облоя с пластмассовых деталей | 1980 |
|
SU906715A1 |
| Устройство для удаления облоя с резьбовых пластмассовых деталей | 1980 |
|
SU927520A1 |
| Способ изготовления пластмассовых изделий с металлической арматурой | 1990 |
|
SU1766692A1 |
| Станок для снятия облоя с пласт-МАССОВыХ дЕТАлЕй | 1979 |
|
SU852596A1 |
| Станок для механической обработки пластмассовых деталей | 1981 |
|
SU975425A1 |
| Устройство для обрезки облоя в резиновых ситах | 1982 |
|
SU1100120A1 |
Изобретение относится к устройствам для обработки пластмассовых деталей, в частности к удалению облоя с ар.матуры деталей из термореактивных пласт.масс, и может быть использовано в приборо- и радиоаппаратостроении и других отраслях промышленности. Цель изобретения - повышение качества, производительности удаления облоя и расширение технологических возможностей устройства. Для этого устройство снабжено шелевыми соплами, механизмами прижатия и вибрации инструментов. Каждый механизм выполнен в виде приводного кулачка, установленного с возможностью периодического взаимодействия с инструментом. Инструмент выполнен в виде эластичной пластины. Кулачки механизма вибрации установлены в против фазе, а сопла - под острым углом к поверхности арматуры. При работе арматуру детали помещают между эластичными пластинами, которые вибрируют в противоположных направлениях. За счет сил трения пластины сдвигают и частично разрушают обжатый облой. Окончательная обработка осуществляется сжатым воздухом. 4 ил. $ (Л СО 05 ГчЭ 05 4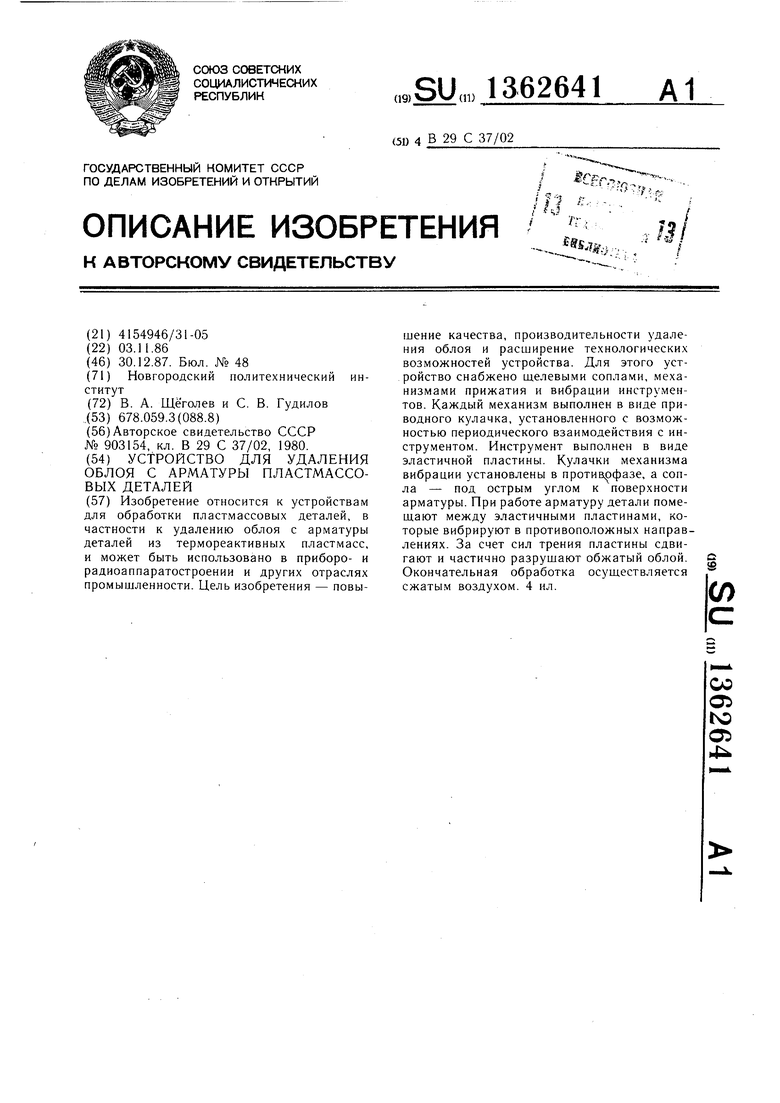
(Г
Lh
10
5-5
fe
| Устройство для снятия облоя с арматуры пластмассовых деталей | 1980 |
|
SU903154A1 |
| Солесос | 1922 |
|
SU29A1 |
