(54) УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОБЛОЯ С АРМАТУРЫ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
I
Изобретение относится к устройствам для изготовления резиновых и пластмассовых деталей и изделий и может быть использовано для удаления облоя с цилиндрических и торцовых поверхностей детали цилиндрической формы с опрессованной металлической осью, например для удаления облоя с букс, применяемых в электролитических конденсаторах.
Известно устройство для удаления облоя с арматуры деталей из полимерных материалов, содержащее поворотный диск с гнездами для захвата обрабатываемых деталей и подвижный относительно него обрабатывающий инструмент с несеченной рабочей поверхностью 1.
Это объясняется тем, что в известном устройстве обрабатывающий инструмент выполнен в виде цилиндрического ролика, а поворотный диск - в виде зубчатой щестерни, поэтому на этом устройстве можно удалять облой только с деталей типа вилки многоконтактного разъема.
Цель изобретения - обеспечение обработки деталей цилиндрической формы с арматурой в виде опрессованной металлической оси.
Для этого устройство, содержащее поворотный диск с гнездами для захвата обрабатываемых деталей и подвижный относительно него обрабатывающий инструмент с насеченной рабочей поверхностью, снабжено свободно установленными на осях в каждом гнезде поворотного диска прижимными и подающим роликами и смонтированными на торцовых поверхностях поворотного диска с обеих сторон каждого гнезда дополнительными обрабатывающими инструмента10ми, выполненными в виде пластин с несечеНными рабочими поверхностями, при этом рабочая поверхность основного обрабатывающего инструмента выполнена с пазом под цилиндрическую часть обрабатываемой детали.
15
Основной обрабатывающий инструмент выполнен в виде ролика с кольцевым пазом или рейки - с прямолинейным пазом.
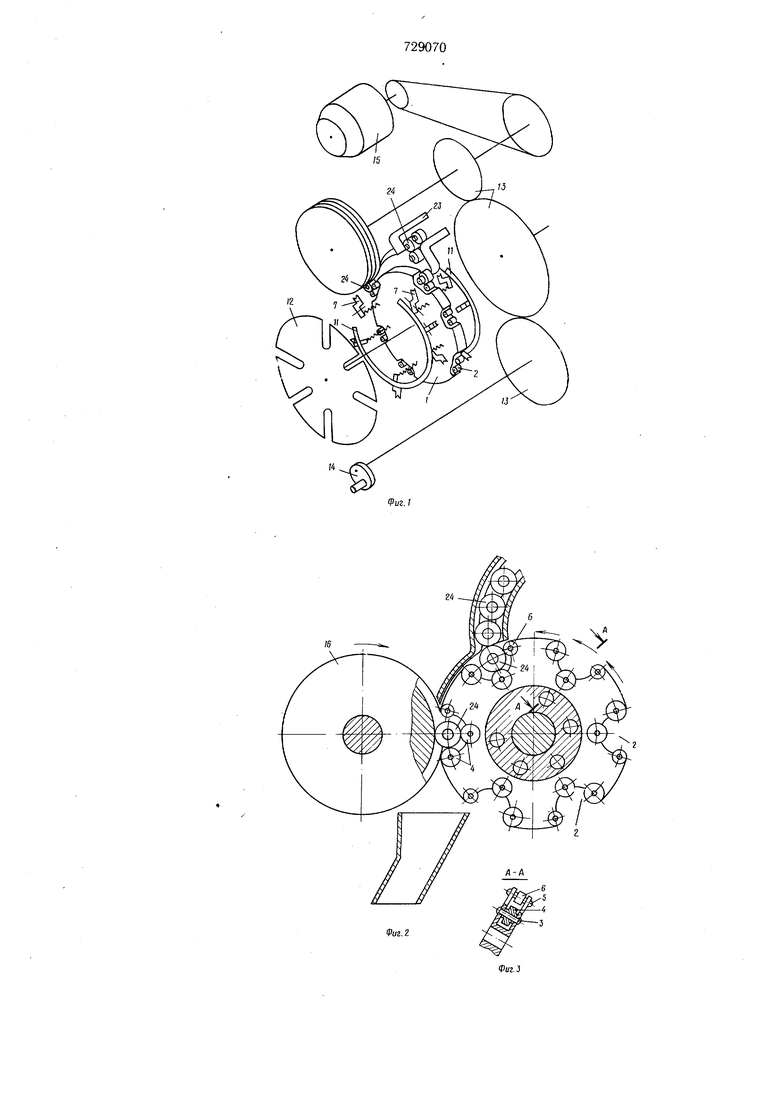
На фиг.1дана кинематическая схема устройства; на фиг. 2 - поворотный диск с
20 обрабатывающим инструментом, выполненным в виде ролика; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - схема крепления дополнительных обрабатывающих инструментов; на фиг. 5 и 6 - варианты выполнения обрабатывающего инструмента.
Устройство содержит поворотный диск 1 с полукруглыми гнездами 2 для захвата обрабатываемых деталей. В каждом гнезде 2 на осях 3 свободно установлены два прижимных ролика 4, а на оси 5 свободно - подающий ролик 6. На торцовых поверхностях поворотного диска 1 с обеих сторон каждого гнезда 2 смонтированы обрабатывающие инструменты, выполненные в виде пластин 7 с насеченной рабочей поверхностью 8. Пластины закреплены через щарики 9 и пружину 10 при помощи опорных колец 11, имеющих прорези в зоне обработки детали. Поворотный диск 1 через мальтийский крест 12, редуктор 13 и кулачок 14 соединен с приводом 15 его поворота. Подвижный относительно поворотного диска обрабатывающий инструмент 16, который может быть выполнен в виде ролика 17 с кольцевым пазом 18 и насеченной рабочей поверхностью 19 или в виде рейки 20 с продольным пазом 21 и насеченной рабочей поверхностью 22. Устройство содержит питатель 23 для подачи деталей к поворотному диску.
Включают привод 15, который через редуктор 13 передает вращение (в данном случае) ролику 17 с постоянной угловой скоростью. Детали 24 загружают в питатель 23, по которому они поступают к поворотному диску 1. При взаимодействии мальтийского креста 12 с кулачком 14 передается вращение диску 1, в гнезда которого из питателя
23попадают детали 24. При этом подающий ролик 6 обеспечивает их перемещение в зону обработки. Дойдя до ролика 17, деталь
24своей цилиндрической частью входит в кольцевой паз 18 и начинает вращаться.
В случае, если деталь 24 изготовлена из резины, то паз выполняют с насечкой, если деталь 24 изготовлена из пластмассы, поверхность паза обрезинивают.
Во время удаления облоя с оси 25 детали 24 кулачок 14 выходит из зацепления с мальтийским крестом 12 и поворотный диск 1 перестает вращаться. При этом деталь 24 вращается поверхностью паза 18 и удерживается в зоне обработки прижимными роликами 4, получающими через деталь 24 от ролика 17 вращение, а арматура 25, представляющая собой опрессованную ось, проскальзывает по рабочим поверхностям 19, насеченная поверхность которых снимает с них облой.
Насечка на рабочей поверхности имеет направление от паза к периферии по ходу
перемещения инструмента, что обеспечивает удаление облоя из зоны обработки.
Пластины 7 рабочими поверхностями 8 осуществляют удаление облоя с торцовых участков оси 25 при подходе к зоне обработки за счет выхода шариков 9 из упорных колец И под действием пружины 10. Пластины имеют насечку, направленную в сторону движения основного обрабатывающего инструмента. Это предотвращает заклинивание торцовых поверхностей оси 25 ост рыми кромками насечек инструмента 7 и выброс детали 24 из зоны обработки.
Затем осуществляется поворот диска 1, обработанная деталь выходит из зоны обработки, а следующая - поступает в зону обработки.
Предложенное устройство имеет простую и надежную конструкцию и позволяет качественно обрабатывать детали с арматурой в виде опрессованной металлической оси. 0
Формула изобретения
1.Устройство для удаления облоя с арматуры деталей из полимерных материалов, содержащее поворотный диск с гнездами для захвата обрабатываемых деталей и подвижный относительно него обрабатывающий инструмент с насеченной рабочей поверхностью, отличающееся тем, что, с целью обеспечения обработки деталей цилиндрической формы с арматурой в виде опрессованной металлической оси, устройство снабжено свободно установленными на осях в каждом гнезде поворотного диска прижимными и подающим роликами и смонтированными на торцовых поверхностях поворотного диска с обеих сторон каждого гнезда дополнительными обрабатывающими инструментами, выполненными в виде пластин с насеченными рабочими поверхностями, при этом рабочая поверхность основного обрабатывающего инструмента выполнена с пазом под цилиндрическую часть обрабатываемой детали.
2.Устройство по п. 1, отличающееся тем, что основной обрабатывающий инструмент выполнен в виде ролика с кольцевым пазом.
3.Устройство по п. 1, отличающееся тем, что основной обрабатывающий инструмент выполнен в виде рейки с прямолинейным пазом.
Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 401522, кл. В 29 С 17/12, 1971 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для армирования керамических изделий | 1985 |
|
SU1346432A1 |
| Устройство для снятия облоя с пластмассовых изделий | 1979 |
|
SU772879A1 |
| Станок для двусторонней обработки оптических деталей с криволинейными поверхностями | 1985 |
|
SU1346399A1 |
| Устройство для обработки шариков | 1983 |
|
SU1093497A1 |
| Станок для шлифования торцевых поверхностей деталей | 1981 |
|
SU1116976A3 |
| Фрезерный станок | 1980 |
|
SU952469A1 |
| Устройство для механической обработки пластмассовых деталей | 1989 |
|
SU1643161A1 |
| АВТОМАТИЧЕСКАЯ РЕВОЛЬВЕРНАЯ ГОЛОВКА | 1990 |
|
RU2035268C1 |
| Полуавтомат для обдирки наждачным кругом цилиндрических или конических наружных поверхностей деталей | 1950 |
|
SU91692A1 |
| Станок для обработки оптических деталей | 1981 |
|
SU1028479A1 |

,V
24
25
/7
/8
20
