(Л
со
(35
N( J о го
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЙ | 2009 |
|
RU2424877C2 |
| РЕЗЦОВАЯ ГОЛОВКА ПРЕИМУЩЕСТВЕННО ДЛЯ ОБРАБОТКИ ЗАКРЫТЫХ ТОРЦОВ | 1991 |
|
RU2008136C1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| Способ обработки круговых зубьев | 1984 |
|
SU1261755A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЯ | 2014 |
|
RU2567933C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Борштанга | 1984 |
|
SU1371790A1 |
| Резцовая головка для строгания | 1980 |
|
SU1022781A1 |
| Расточная оправка | 1975 |
|
SU747622A1 |
| Комбинированный инструмент | 1982 |
|
SU1134354A2 |
Изобретение относится к области обработки металлов резанием и может быть использовано для обработки поверхностей на прямом и обратном ходах. Целью изобретения является повышение производительности за счет обработки на обратном ходу инструмента. В корпусе 1 резец 2 установлен на оси 3 с возможностью перемещения вдоль нее. Ось 3 установлена наклонно, таким образом, что резец 2 при перемещении вдоль оси перемещается также в радиальном направлении на величину t. При прямом ходе инструмента резец 2 находится в своем нижнем положении, а при осуществлении обратного хода резец 2 перемещается по оси 3 в верхнее положение и осу- ществлят чистовой проход поверхности заготовки. 1 з.п. ф-лы, 12 ил.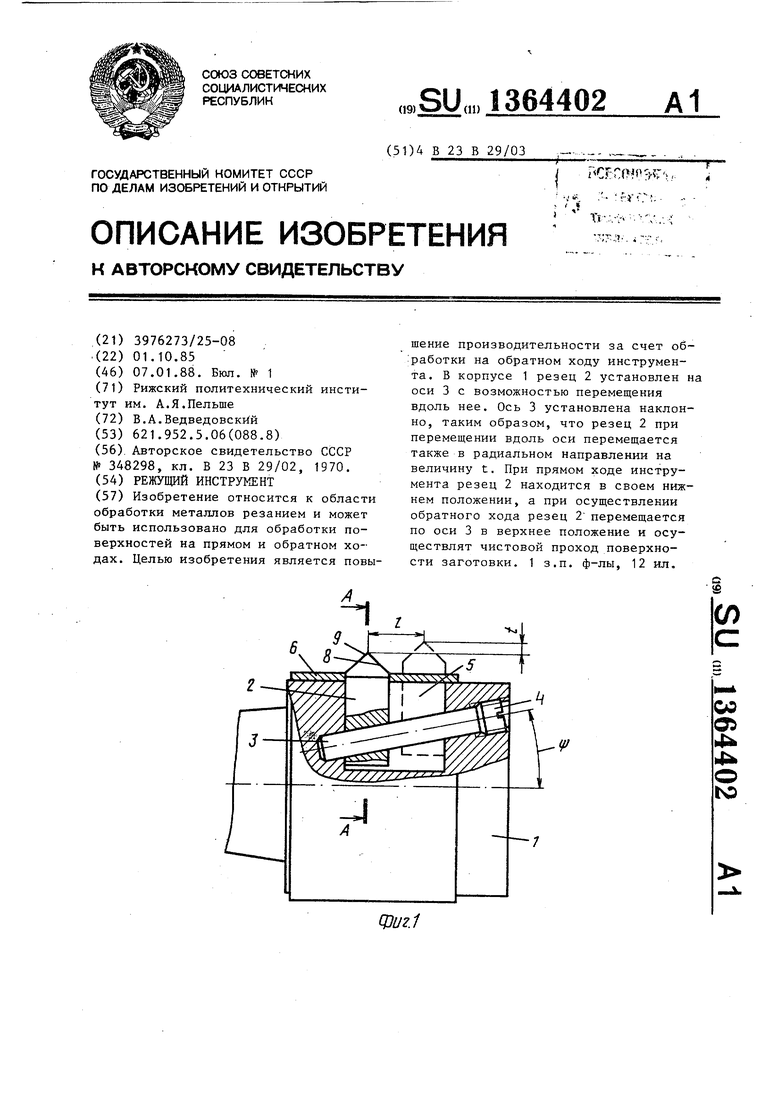
03иг.1
i Изобретение относится к обработке металлов резанием и может быть использовано для обработки поверхностей на прямом и обратном ходах.
Целью изобретения является повышение производительности за счет обработки на обратном ходу инструмента.
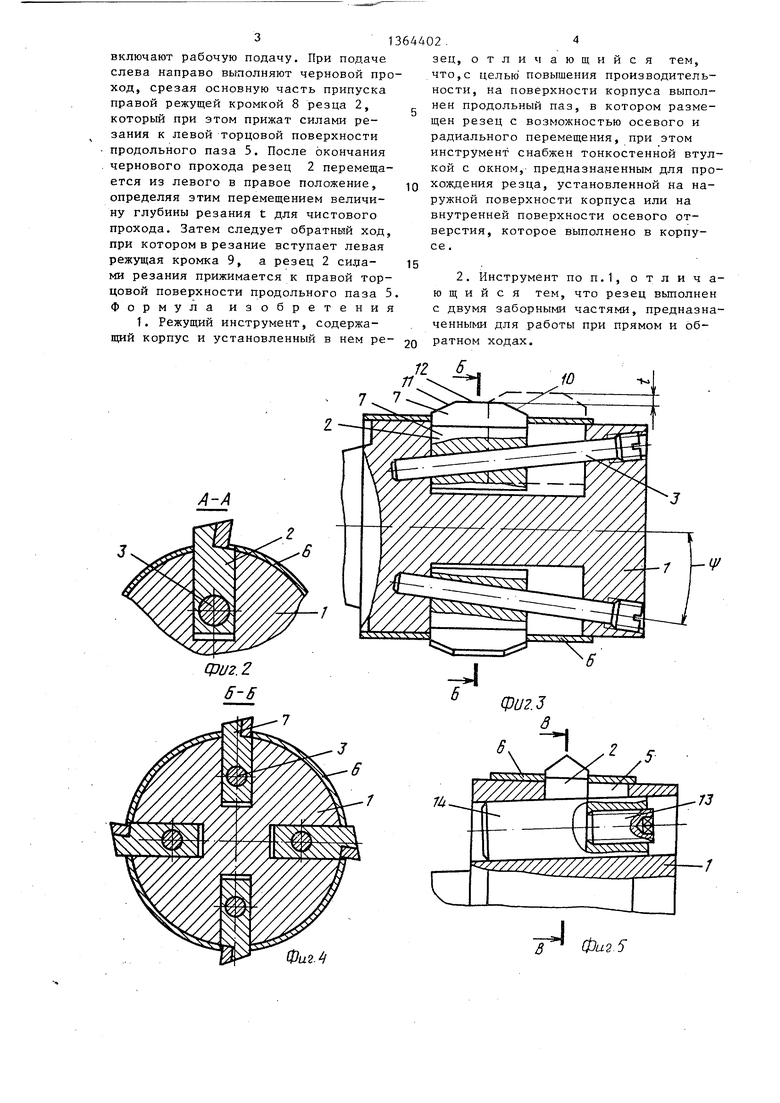
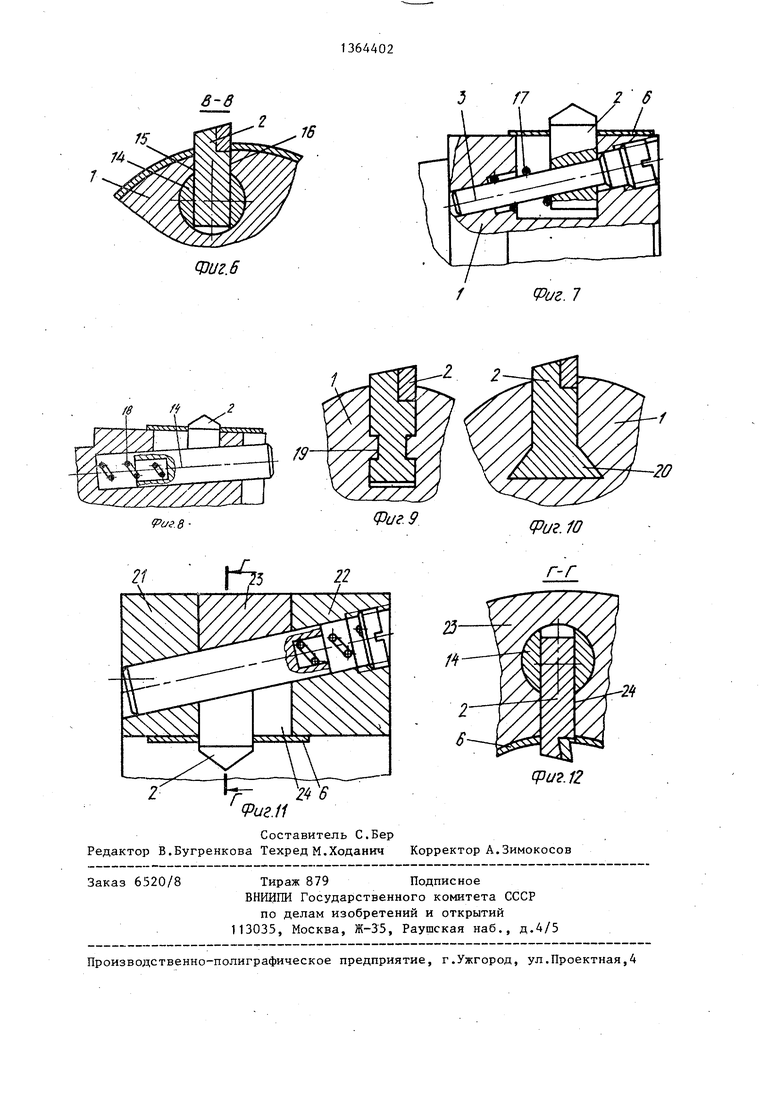
На фиг.1 представлен режущий инструмент в виде расточной головки; на фиг.2 - разрез А-А на фиг.1; на фиг.З - режущий инструмент в виде зенкера (развертки); на фиг.4 - разрез Б-Б на фиг.З; на фиг.З - режущий инструмент с креплением режущего элемента в держателе; на фиг.6 - разрез В-В на фиг.З; на фиг.7 - пример режущего инструмента с непосредственным подпружиненным режущим элементом; на фиг.8 - пример режущего инструмента, в котором подпружинен держатель; на фиг.9 - выполнение соединения режущего элемента с корпусом посредством выступов и впадин; на фиг.10 - выполнение соединения режущего элемента с корпусом посредством ласточкиного хвоста;на фиг.11 - резцовая головка для обработки наружных цилиндрических поверх ностей; на фиг.12 - разрез Г-Г на фиг.11.
Режущий инструмент в виде расточной головки содержит корпус 1, резец 2, посаженный поверхностью своего отверстия на ось 3 с резьбовой нарезкой 4, установленную в соосные отверстия корпуса 1, выполненные наклонно к продольной оси последнего. Резец 2 помещен в продольный паз 3 корпуса 1 на- оси 3 подвижно, т.е. вдоль оси 3 резец 2 имеет свободу ограниченного перемещения. Величина последнего 1 выбрана с учетом глубины резания t при обратном ходе, угла Ч между направлением перемещения резца 2 и продольной осью корпуса 1 .
На фиг.1 представлено два положения резца 2 - первое для обработки на прямом ходу с контактом по левой торцовой поверхности паза 3 и второе (показано пунктиром) для обработки на обратном ходу с контактом по правой торцовой поверхности паза 5. Превышение резца 2 во втором положении над первым положением определяет глубину резания t для обратного хода. Для исключения попадания
0
5
0
5
Q
5
0
5
0
5
стружки в продольный паз 3 на корпус 1 установлен подвижный кожух 6 в виде тонкостенной втулки, а в нем выполнена прорезь под резец 2. Резец 2 может быть выполнен в виде ножа (зуба) зенкера или развертки 7, установленного на ось 3. Резерц 2 имеет правую и левую режущие кромки 8 и 9, а резец 2 в виде ножа 7 правую и левую режуоще кромки 10 и 11, а также переходную кромку 12, параллельную оси корпуса 1. Таким образом, в случае выполнения режущего инструмента в виде зенкера или развертки они снабжены двумя заборными конусами (двумя режущими частями) , т.е.выполнены двусторонними.
Резец 2 может быть закреплен посредством винта 13 в держателе 14, установленном подвижно в соосных отверстиях корпуса 1 наклонно к его продольной оси.Резец 2 контактирует со стенками 13 и 16 продольного паза 3. При вращении режущего инструмента без резания резец 2 под воздействием центробежных сил стремится передвинуться по оси 3 направо, но для гарантии перемещения в правое положение его целесообразно непосредственно подпружинить пружиной 17. Если режущий элемент 2 закреплен в держателе 14, то в последнем может быть выполнено отверстие (гнездо) под пружину 18. Резец 2 может быть соединен с корпусом 1 посредством выступов 19 корпуса 1, взаимодействующих с впадинами (пазами) резца 2 и посредством ласточкиного хвоста 20.
Режущий инструмент,выполненный в виде резцовой головки для обработки наружных цилиндрических поверхностей, содержит корпус, который состоит из трех колец - боковых 21 и 22 и среднего 23, при этом в послед-- нем выполнен продольный паз 24 для размещения и перемещения в нем рез-. ца 2. Закрепление резца 2 может быть осуществлено теми же средствами, которые описаны. Соосные отверстия под держатель 14 или ось 3 в трех кольцах Корпуса выполняются после их взаимного центрирования, а также закрепления прецизионными болтами.
Режущий инструмент работает следующим образом.
На ускоренной подаче его подводят к обрабатываемой детали,а затем
-Ч
у Фи23-8
/5
Фиг. 6
/8/
Риг.8
22
6
(Pue.11
(Раг. 7
Фиг. 9
(Риг. 10
г-Г
U2.12
| 0 |
|
SU348298A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
