11364445
Изобретение относится к механической обработке металлов, а именно к способам очистки наружных поверхностей цилиндрических изделий, и может быть использовано в машиностроении, в частности в энергомашиностроении при изготовлении изделий АЭС,
Цель изобретения - повышение качества обработки.
На фиг.1 показано устройство,реализующее способ, общий вид; на фиг,2 - разрез А-А на фиг,1.
Устройство содержит корпус 1, установленный на опорах 2 и 3 и имеющий привод вращения (не показан),
В корпусе размещены зачистные узлы 4
Изделие 10 поступательно перемещают (протягивают) через зачистные узлы 4.устройства. Под действием протягивающих усилий возникает крутящий момент, позволяющий поворачивать шлифо10
г, каждый из которых содержит установленные в направляющих 5 и 6 параллельные между собой подвижные в осевом направлении оси 7, отстоящие от оси вращения корпуса 1 на равных расстояниях L (фиг.2), На осях 7 с возможностью вращения установлены втулки
20
вальньш инструмент 9 устройства вокруг соответствующих осей 7, В результате дополнительного проворота инструмента постоянно изменяется положение линии контакта обрабатьшаемого изделия с рабочей плоскостью шлифовального инструмента 9, что позволяет ему работать всей своей торцовой поверхностью,
П р и м е р. Проводят очистку проволоки 1,6-08А с помощью шести очистных узлов (двенадцати шлифовальных кругов ППбЗх20х20), смонтированных в одном .цилиндрическом корпусе 1 наружным диаметром 175 мм. Оси каждого очистного узла 4 установлены под углом 60° по отношению к осям соседнего узла. Расстояние ме;жду очистными уз8 с жестко закрепленными на них абра- 25 лами 4 по длине корпуса 1 равно зивными инструментами 9, между кото- : 100 мм. На каждой оси 7 установлены рыми находится рбрабатьшаемое изде- противовесы 14 массой 100 г, Неочи- лие 10, На каждой оси 7 между направ- щенная проволока смотана в бухту, ляющей 5 и втулкой 11 размещена пру- -Корпус 1 приводят во вращение от жина 12 сжатия, защищенная от попада- зо электродвигателя (мощность 1 кВт) чеИзделие 10 поступательно перемещают (протягивают) через зачистные узлы 4.устройства. Под действием протягивающих усилий возникает крутящий момент, позволяющий поворачивать шлифо
вальньш инструмент 9 устройства вокруг соответствующих осей 7, В результате дополнительного проворота инструмента постоянно изменяется положение линии контакта обрабатьшаемого изделия с рабочей плоскостью шлифовального инструмента 9, что позволяет ему работать всей своей торцовой поверхностью,
П р и м е р. Проводят очистку проволоки 1,6-08А с помощью шести очистных узлов (двенадцати шлифовальных кругов ППбЗх20х20), смонтированных в одном .цилиндрическом корпусе 1 наружным диаметром 175 мм. Оси каждого очистного узла 4 установлены под углом 60° по отношению к осям соседнего узла. Расстояние ме;жду очистными уз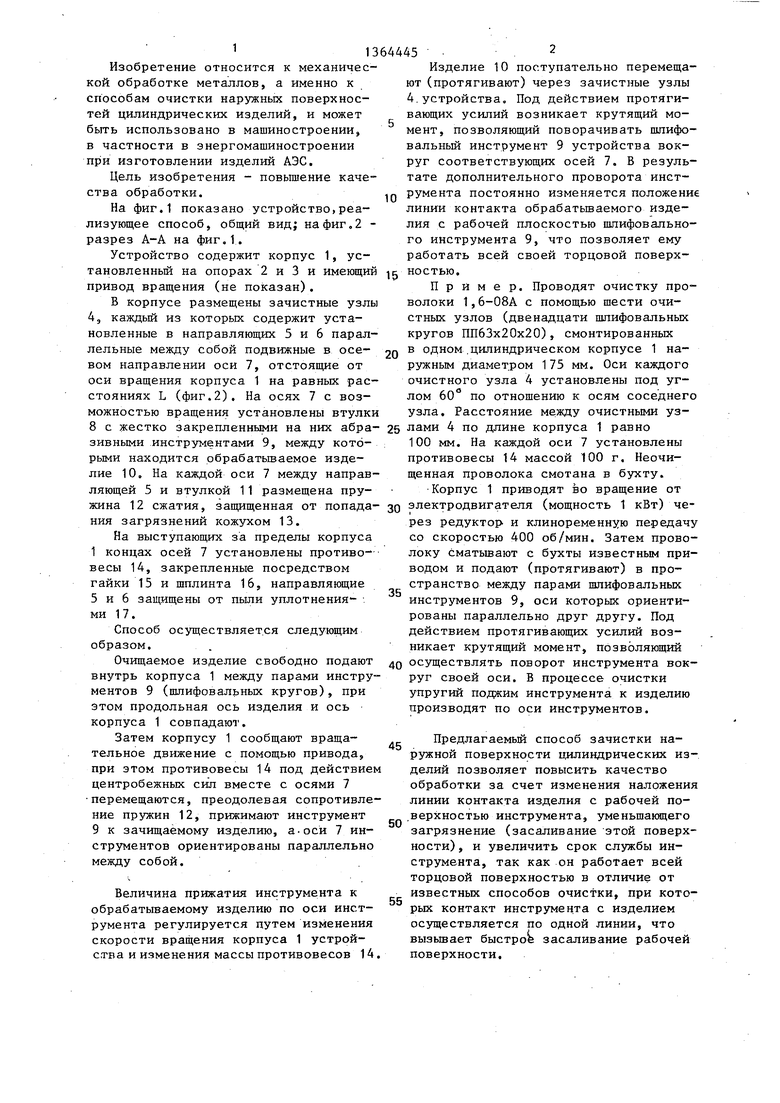
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки наружных, внутренних и торцовых поверхностей цилиндрических изделий | 1988 |
|
SU1581565A1 |
| Устройство для очистки длинномерных протягиваемых изделий | 1989 |
|
SU1655583A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1992 |
|
RU2012495C1 |
| УСТРОЙСТВО ДЛЯ ЧИСТКИ КРОМОК ЛИСТОВОГО МАТЕРИАЛА | 1991 |
|
RU2025151C1 |
| Устройство для зачистки концов труб | 1982 |
|
SU1073078A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ЗАЧИСТКИ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2024334C1 |
| Установка для очистки торцов цилиндрических изделий | 1988 |
|
SU1556770A1 |
| ГОЛОВКА ДЛЯ ЗАЧИСТКИ КОНЦОВ ТРУ | 1972 |
|
SU351676A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ЗАЧИСТКИ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2022672C1 |
| Устройство для очистки длинномерных цилиндрических изделий | 1988 |
|
SU1639785A1 |
Изобретение относится к механической обработке металлов и может быть использовано при очистке наружных .поверхностей цилиндрических изделий. Цель изобретения - повышение качества обработки. Зачищаемое изделие свободно подают внутрь корпуса / --4Fi$H п X1 между парами инструментов 9. Затем корпусу 1 сообщают вращательное движение, при этом инструменты прижимаются к зач ищаемому изделию, а оси 7 инструментов ориентированы параллель& но друг другу. Величина прижатия инструмента к обрабатываемому изделию регулируется путем изменения скорости вращения корпуса 1. Изделие 10 поступательно перемещают через зачистные узлы. Под действием протягивакяцих усилий возникает крутящий момент, поворачивающий инструменты 9 вокруг осей 7. В результате постоянно изменяется положение линии контакта обрабатываемого изделия с инструментом 9, что позволяет ему работать всей торцовой поверхностью. 2 ил. § (Л 
ния загрязнений кожухом 13.
На выступающих за пределы корпуса 1 концах осей 7 установлены противовесы 14, закрепленные посредством гайки 15 и шплинта 16, направляющие 5 и 6 защищены от пьти уплотнения- . ми 1 7,
Способ осуществляется следующим образом.
Очищаемое изделие свободно подают внутрь корпуса 1 между парами инструментов 9 (шлифовальных кругов), при этом продольная ось изделия и ось корпуса 1 совпадают.
Затем корпусу 1 сообщают вращательное движение с помощью привода, при этом противовесы 14 под действие центробежных сил вместе с осями 7 перемещаются, преодолевая сопротивление пружин 12, прижимают инструмент 9 к зачищаемому изделию, а-оси 7 инструментов ориентированы параллельно между собой,.
Величина прижатия инструмента к обрабатываемому изделию по оси инструмента регулируется путем изменения скорости вращения корпуса 1 устройства и изменения массы противовесов 14
35
рез редуктор- и клиноременную передачу со скоростью 400 об/мин. Затем проволоку сматьшают с бухты известным приводом и подают (протягивают) в пространство между парами шлифовальных инструментов 9, оси которых ориентированы параллельно друг другу. Под действием протягивающих усилий возникает крутящий момент, позволяющий 40 осуществлять поворот инструмента вокруг своей оси. В процессе очистки упругий поджим инструмента к изделию производят по оси инструментов.
Предлагаемьй способ зачистки наружной поверхности цилиндрических изелий позволяет повысить качество обработки за счет изменения наложения инии контакта изделия с рабочей по- верхностью инструмента, уменьшакицего загрязнение (засаливание этой поверхности), и увеличить срок службы инструмента, так как он работает всей торцовой поверхностью в отличие от известных способов очистки, при которых контакт инструмента с изделием осуществляется по одной линии, что вызьшает быстрое засаливание рабочей поверхности.
Фиг. 1
| Авторское свидетельство СССР № 914250, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
