оо
05 4;;: 4 СО ts3
Изобретение.относится к кузнечно-прес- совому машиностроению, а именно к конструкции винтовых прессов.
Цель изобретения - повышение производительности и снижение металлоемкости за счет уменьшения размеров.
На чертеже изображен предлагаемый пресс, осевое сечение, (справа элементы нрес- са показаны в исходном положении, слева - в положении, соответствуюшем концу хода прессования.
Пресс содержит станину 1 в виде стакана с окном 2, предназначенным для загрузки и выгрузки пресс-инструмента или прессуемого материала.
сование вплоть до достижения силы, близкой к заданной. При приближении силы к заданному значению включают нривод рычагов 13, что приводит к перемешению дис- ка 9 вверх и к сцеплению его через наклад10
ку 10 с ползуном 6. Вследствие этого враш,е- ние ползуна 6 прекрашается. Так как вращение винта-гайки 4 продолжается, то ползун 6 начинает перемешаеться относительно
винта-гайки 4 вверх. Но так как шаг t резьбы 5 меньше шага tj резьбы 3, то осевое пе- ре.мешение ползуна 6 на это1М этапе относительно винта-гайки 4 (вверх) меньше осевого перемешения винта-гайки 4 относительно станины 1 (вниз). Если до включения приНа внутренней поверхности станины вы- tS ола рычагов 13 за один оборот винта-гай- полнена резьба 3 с шагом t. Со стани- ки 4 ползун 6 перемещается вниз на t,, то
ной 1 сопряжена по резьбе 3 винт-гайка 4, имеющая на внутренней поверхности резьбу 5 с шагом t;,, соосную и одинаково направленную с резьбой 3.
Ступенчатый ползун 6 выполнен в виде винта с опорным торцо.м 7, сопряжен также с возможностью движения в расточке станины 1, выполненной над окном 2.
В станине выполнены шлицы 8. Пресс снабжен тормозом ползуна, выполненным в 25 виде щлицевого диска 9 с фрикционной накладкой 10, который отжимается пружинами 11 в крайнее нижнее положение. Через горизонтальные окна 12 в станину введены рычаги 13, наружные п.лечи которых под воз действием специального привода (не показан) могут перемешаться вверх и вниз. При этом шлицевой диск 9 перемешается по щли- цам 8 станины 1.
На наружном конце винта-гайки 4 посредством фрикционной прокладки 14, тарельчатой пружины 15 и кольца 16 закреплено червячное колесо 17, находящееся в зацеплении с червяком 18, смонтированным в корпусе 19 приводного редуктора. Корпус 19 редуктора соединен со станиной 1 по30
35
после включения указанного привода перемещение его за один оборот уменьшается до величины 1 . Вследствие этого уменьшается в этом же отношении скорость нарастания силы, что дает возможность в нужный момент отключить привод и, тем самы.м, зафиксировать силу пресса на необходимом уровне.
При выдержке под нагрузкой положение деталей пресса определяется технологией прессования и свойствами прессуемого изделия. Если выдержка должна проводиться при постоянной силе пресса и изделие не дает усадки при выдержке, т. е. если его нагрузочная характеристика параллельна оси времени, то привод рычагов 13 и двигатель, приводящий во вращение червяк 18, могут быть отключены на все время выдержки. Если силу, действующую в систе.ме пресса, требуется изменять, то привод рычагов 13 оставляют включенньг.м, а червяк 18 с помощью двигателя приводится во вращение в ту или иную сторону, обеспечивая плавное регулирование силы пресса по необходимой программе. Плавное снятие нагрузки после выдержки осуществляют ресредством фланца 20 и направляющих 21 40 версированием двигателя при включенном с возможностью его перемещения па-раллель- приводе рычагов 13. Обратный ход (уско- но оси пресса. Привод может быть любого известного исполнения.
ренный) выполняется после освобождения рычагов 13.
Шаг резьбы t., может быть как больше.
В случае если резьбы выполнены так, что
так и меньше шага резьбы 1д. В зависимости д О ускоренное приближение и первый от этого работа пресса происходит по-разному . Предположи.м, что .
В исходном положении рычаги 13 со стороны привода не нагружены. Поэтому под воздействием пружин 11 диск 9 отжимается
этап прессования выполняются на нем аналогично описанному. Для перевода пресса в режим замедленного прессования одновременно с включением привода рычагов 13 производят также реверсирование двигатев крайнее нижнее положение и его фрик- 50 ля, приводящего во вращение червяк 18.
ционная накладка 10 не приходит в соприкосновение с ползуном 6 при любом его положении.
При вращении червяка 18 в направлении «Рабочий ход он приводит во вращение червячное колесо 17 и соединенную с ним винт- гайку 4. Последняя вращаясь совместно с ползуном 6, ускоренно приближает ползун 6 к инструменту, затем осуществляется прес55
Реверсирование двигателя одновременно с освобождением рычагов 13 производят также при переводе пресса с режима снятия нагрузки на режим обратного хода.
Таким образом, разность шагов t,-t дифференциальной резьбы существенно влияет на характеристику пресса. Эта разность определяется исходя из технологических требований. Так, из опыта прессования посование вплоть до достижения силы, близкой к заданной. При приближении силы к заданному значению включают нривод рычагов 13, что приводит к перемешению дис- ка 9 вверх и к сцеплению его через накладку 10 с ползуном 6. Вследствие этого враш,е- ние ползуна 6 прекрашается. Так как вращение винта-гайки 4 продолжается, то ползун 6 начинает перемешаеться относительно
0
5
после включения указанного привода перемещение его за один оборот уменьшается до величины 1 . Вследствие этого уменьшается в этом же отношении скорость нарастания силы, что дает возможность в нужный момент отключить привод и, тем самы.м, зафиксировать силу пресса на необходимом уровне.
При выдержке под нагрузкой положение деталей пресса определяется технологией прессования и свойствами прессуемого изделия. Если выдержка должна проводиться при постоянной силе пресса и изделие не дает усадки при выдержке, т. е. если его нагрузочная характеристика параллельна оси времени, то привод рычагов 13 и двигатель, приводящий во вращение червяк 18, могут быть отключены на все время выдержки. Если силу, действующую в систе.ме пресса, требуется изменять, то привод рычагов 13 оставляют включенньг.м, а червяк 18 с помощью двигателя приводится во вращение в ту или иную сторону, обеспечивая плавное регулирование силы пресса по необходимой программе. Плавное снятие нагрузки после выдержки осуществляют реверсированием двигателя при включенном приводе рычагов 13. Обратный ход (уско-
ренный) выполняется после освобождения рычагов 13.
В случае если резьбы выполнены так, что
О ускоренное приближение и первый
этап прессования выполняются на нем аналогично описанному. Для перевода пресса в режим замедленного прессования одновременно с включением привода рычагов 13 производят также реверсирование двигателя, приводящего во вращение червяк 18.
Реверсирование двигателя одновременно с освобождением рычагов 13 производят также при переводе пресса с режима снятия нагрузки на режим обратного хода.
Таким образом, разность шагов t,-t дифференциальной резьбы существенно влияет на характеристику пресса. Эта разность определяется исходя из технологических требований. Так, из опыта прессования поpouiKOB с нагревом под давлением известно, что при силе пресса 600-2000 тс скорость перемещения плунжера в конце-прессования должна быть в пределах 0,07-0,7 мм/с (в зависимости от свойств порошка и необходимой точности силы пресса при выдержке под нагревом). Скорости хода приближения, на начальной стадии прессования и обратного хода задаются в пределах 3-4 .мм/с. Принимая среднее значение 3,5 м.м/с, находим, что в конце прессования скорость пере- мендения ползуна должна быть равна 0,02- 0,2 скорости на другие этапах цикла прессования. Полученные значения соответствуют относительной разнице шагов дифференциальной резьбы
- 0,02-0,2. )
Для пресса силой 600 тс диаметры резьб на станине 1 и ползуне 6 приблизительно равны 650 и 520 мм соответственно.
Окружные скорости в резьбовых парах при этом находятся за пределами критических, т. е, за пределами скоростей, ниже которых движение и.меет скачкообразный характер.
5
0
5
Экономический эффект при внедрении изобретения получается за счет повышения производительности и снижения мателлоем- кости от уменьшения размеров пресса.
Формула изобретения Винтовой пресс. содержап1ий станину, ползун, соединенный с нею с помощью трех- звенного винтового механизма с резьбами одного направления в станине и ползуне, и привод, отличающийся тем, что, с целью повышения производительности и снижения металлоемкости за счет уменьшения размеров, он снабжен тормозом ползуна, ползун выполнен в виде винта с опорным торцо.м, его тормоз выполнен в виде подпружиненного относительно ползуна щлицевого диска с фрикционной накладкой и приводных рычагов, трехзвенный винтовой механизм выполнен в виде винта-гайки, нар) жная резьба которого сопряжена с резьбой станины, а внутренняя - с резьбой ползуна, на станине выполнены щлицы и направляющие, шлицевой диск тормоза ползуна смонтирован с возможностью перемещения по шлицам станины, а привод связан с винто.м-гайкой и смонтирован с возможностью перемещения по направляющим станины.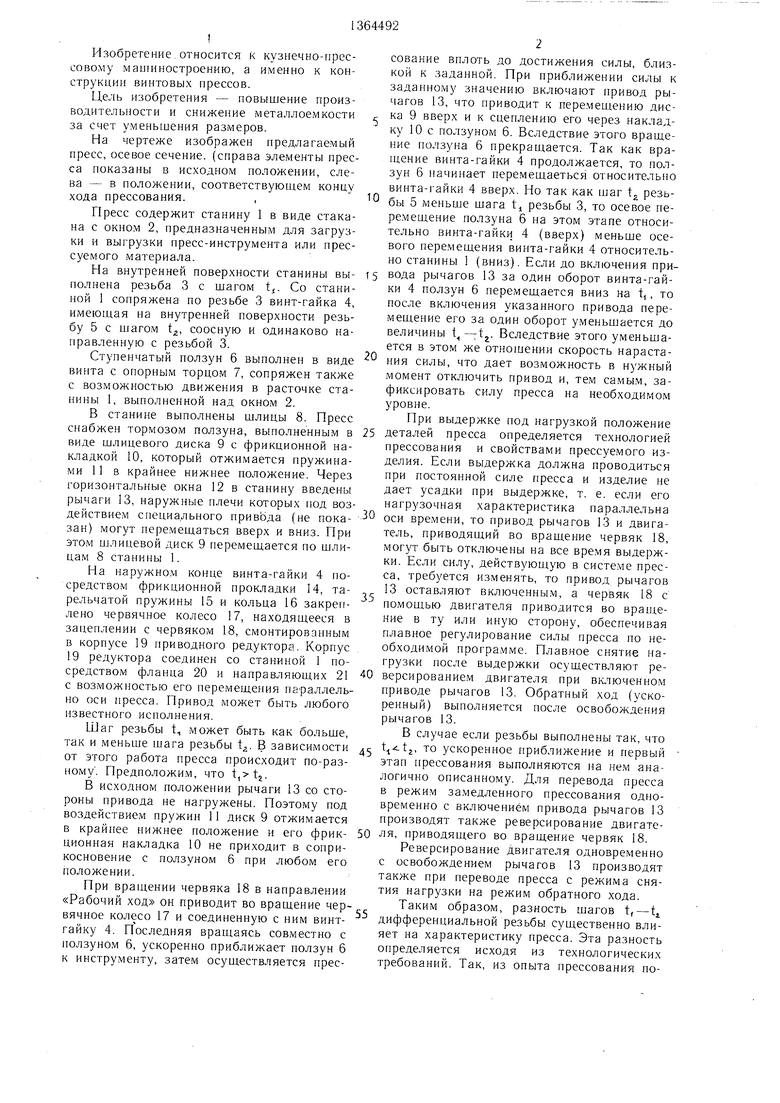

| название | год | авторы | номер документа |
|---|---|---|---|
| Винтовой пресс | 1989 |
|
SU1646892A1 |
| Система управления аинтовым прессом | 1975 |
|
SU565838A1 |
| Винтовой пресс | 1987 |
|
SU1489998A1 |
| ВИНТОВОЙ ПРЕСС С МУФТОВЫМ ПРИВОДОМ | 1999 |
|
RU2169077C2 |
| ВИНТОВОЙ ПРЕСС С МУФТОВЫМ ПРИВОДОМ | 2005 |
|
RU2312768C2 |
| ВИНТОВОЙ ПРЕСС С МЕХАНИЧЕСКИМ ПРИВОДОМ | 1970 |
|
SU285474A1 |
| УСТРОЙСТВО ДЛЯ ГАШЕНИЯ КОЛЕБАНИЙ | 1973 |
|
SU380882A1 |
| Механический пресс | 1982 |
|
SU1071358A1 |
| Инерционный винтовой гидравлический пресс-молот | 1972 |
|
SU499021A1 |
| ВИНТОВОЙ ВИБРОПРЕСС | 1993 |
|
RU2114736C1 |
Изобретение относится к кузнечно-прес- сово.му машиностроению, а именно к конструкции винтовых прессов. Цель изобретения - повышение производительности и снижение металлоемкости за счет уменьшения размеров. Пресс содержит станину 1, ползун 6, выполненный в виде винта с опорным торцом 7. Винт-гайка 4 сопряжен наружной резьбой с резьбой 3 станины и внутренней резьбовой 5 того же направления, но другого шага с резьбой ползуна 6. Пресс снабжен тормозом ползуна, выполненным в виде шлицевого диска 9 с фрикционной накладкой 10, подпружиненного относительно ползуна 6. При включении привода червяк 18 вращает через червячное колесо 17 винт- гайку 4. Винт-гайка 4 вращается вместе с ползуном 6, опуская его со скоростью, определяемой шагом резьбы 3. Корпус 19 редуктора привода опускается по направляющим 21 станины 1. При включении через рычаги 13 тормоза ползун 6 перестает вращаться. Его поступательное перемещение определяется разностью тагов резьб 3 и 5. С малой скоростью происходит рабочий ход пресса. 1 ил. ( (Л
| Винтовой пресс мамедбакова | 1976 |
|
SU672059A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
