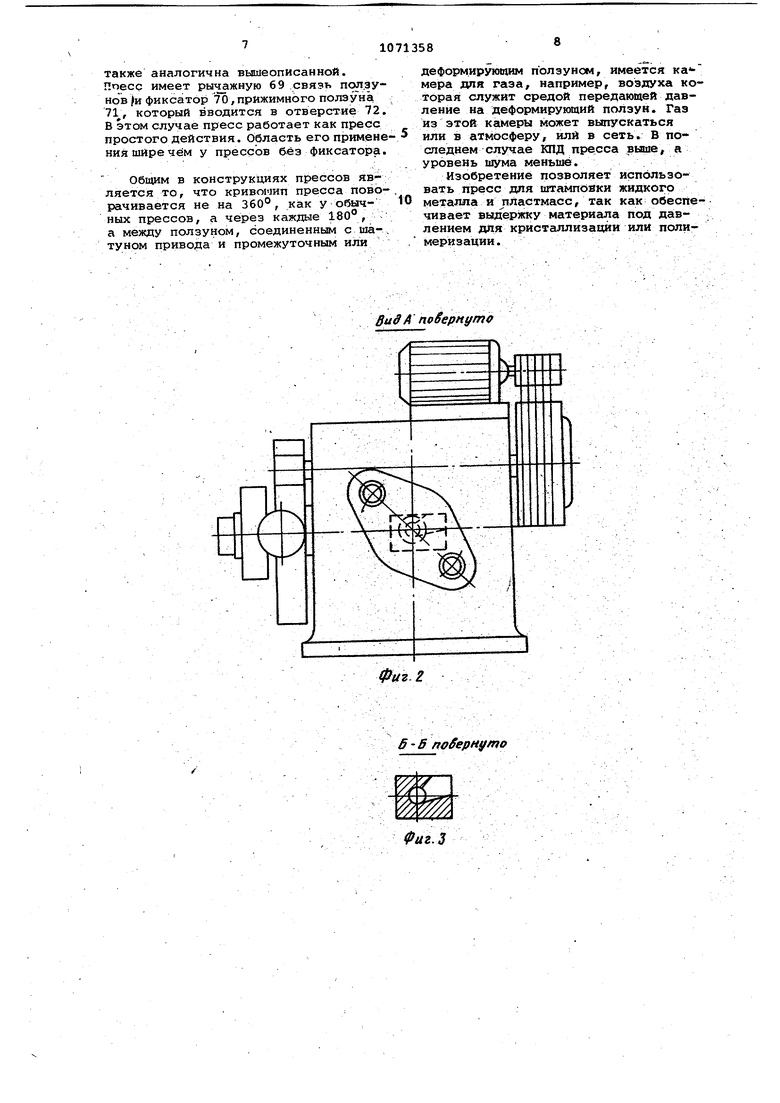
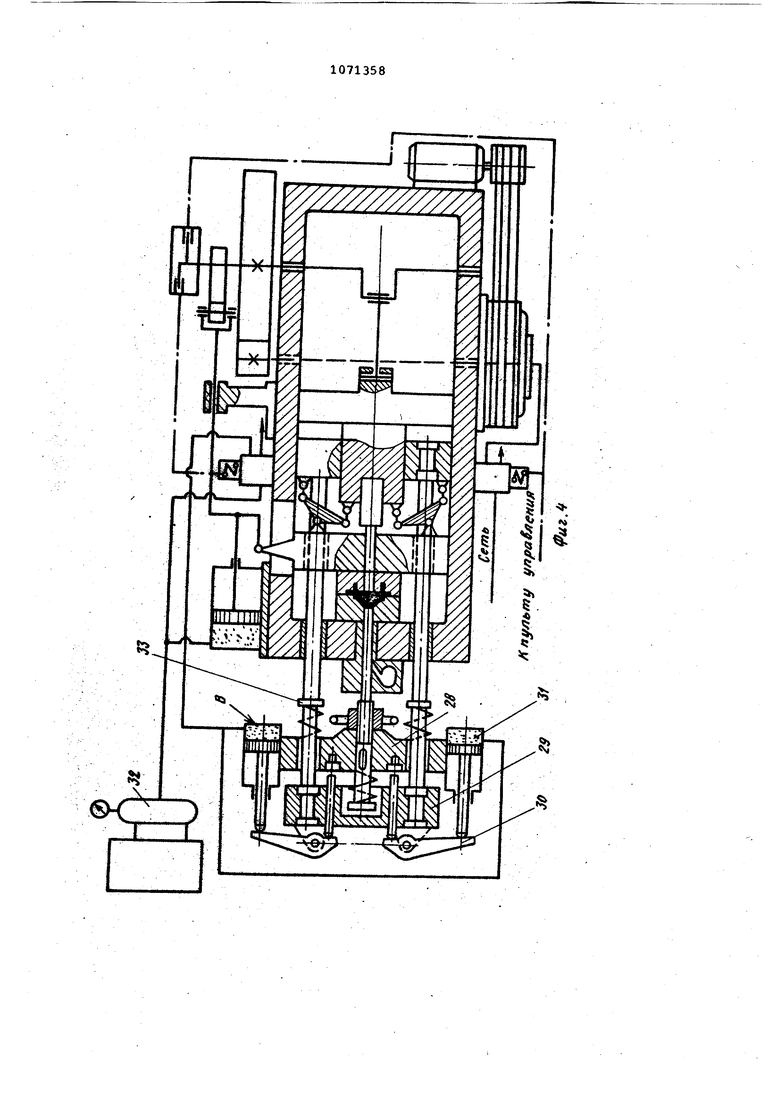
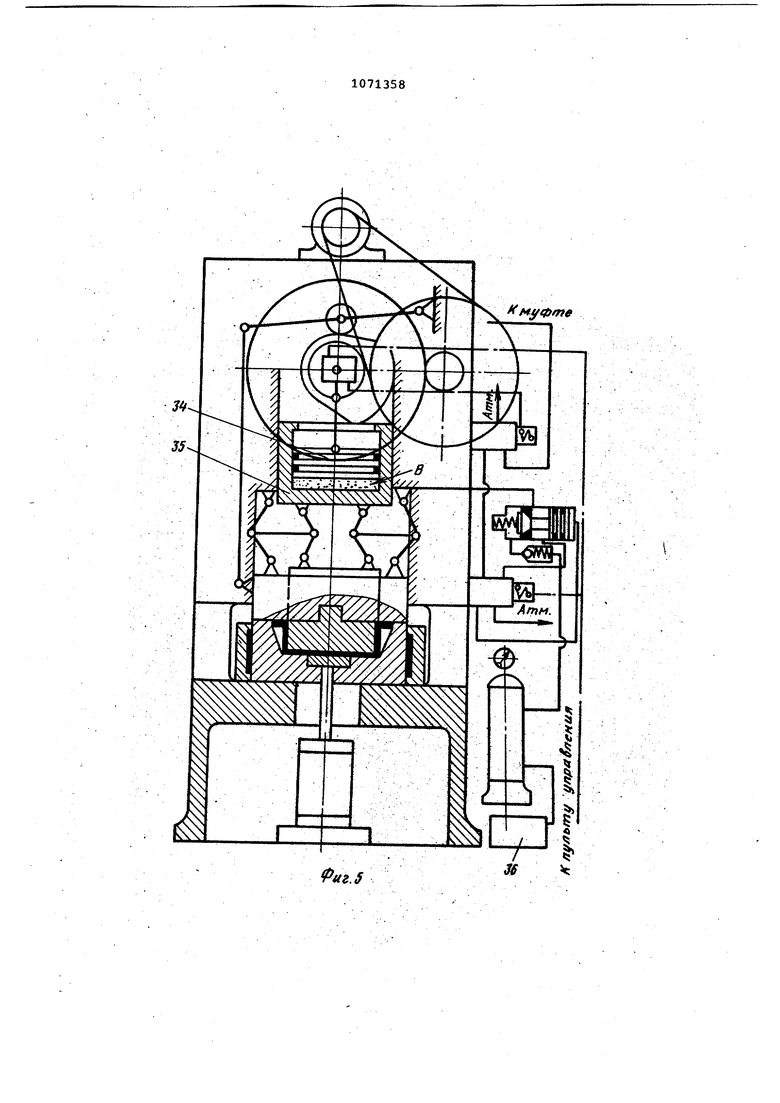
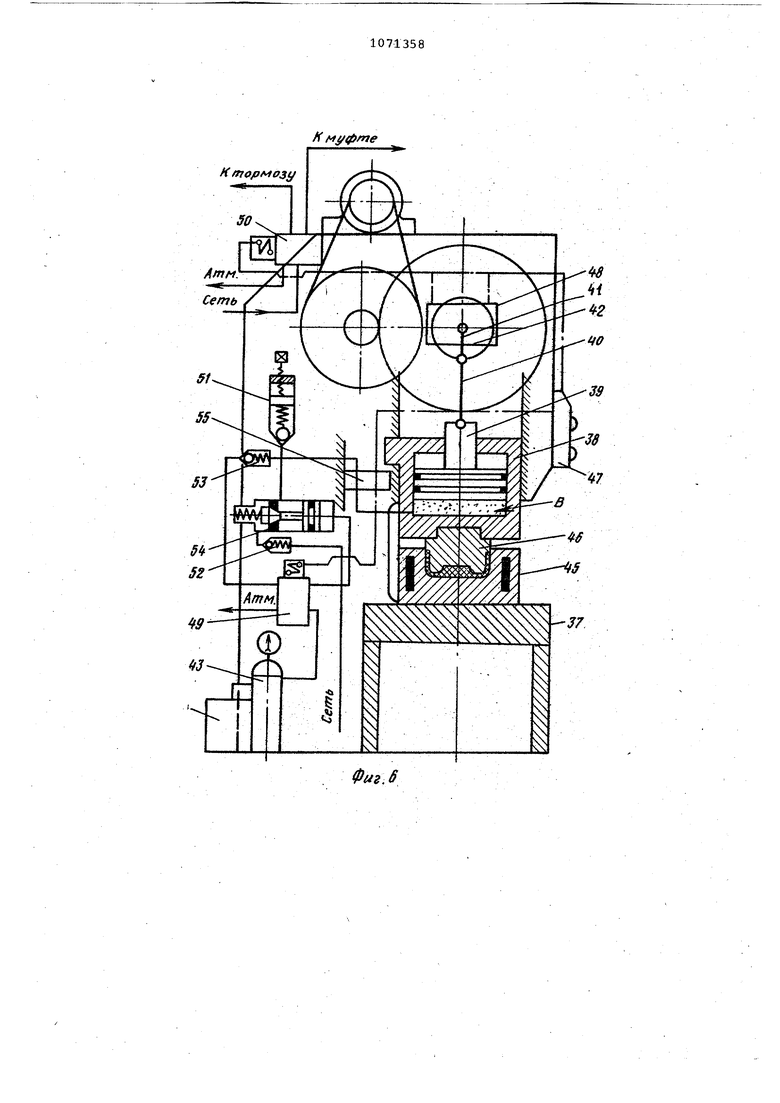
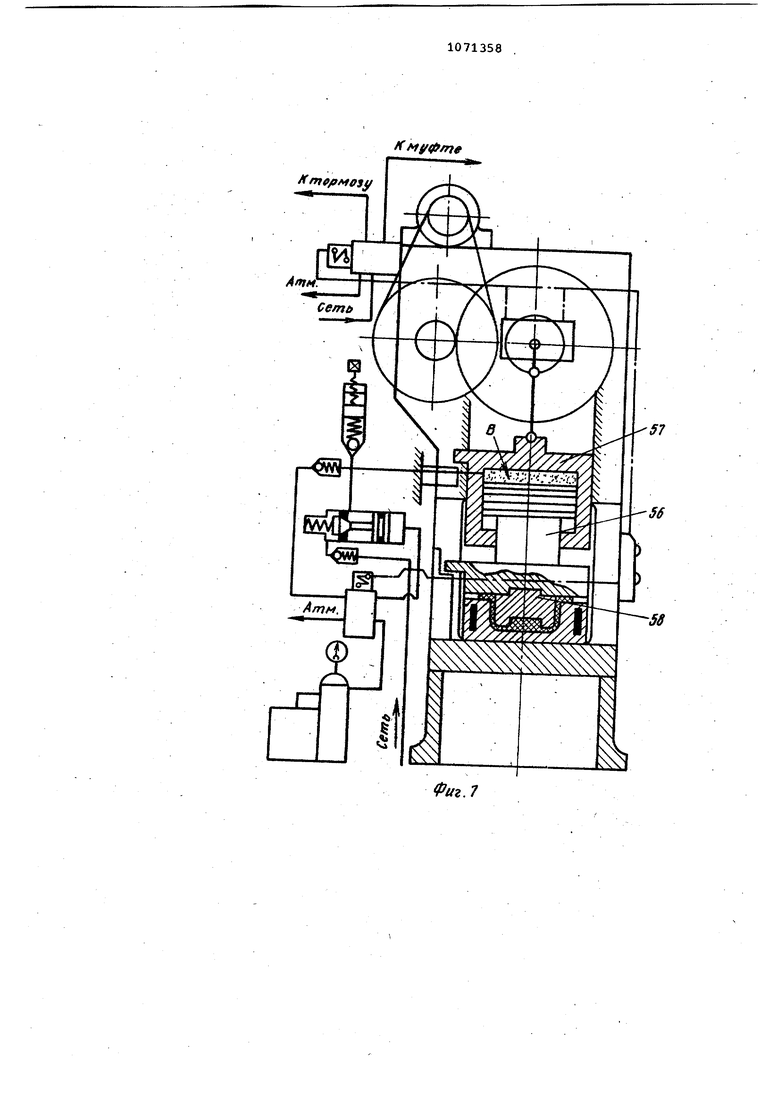
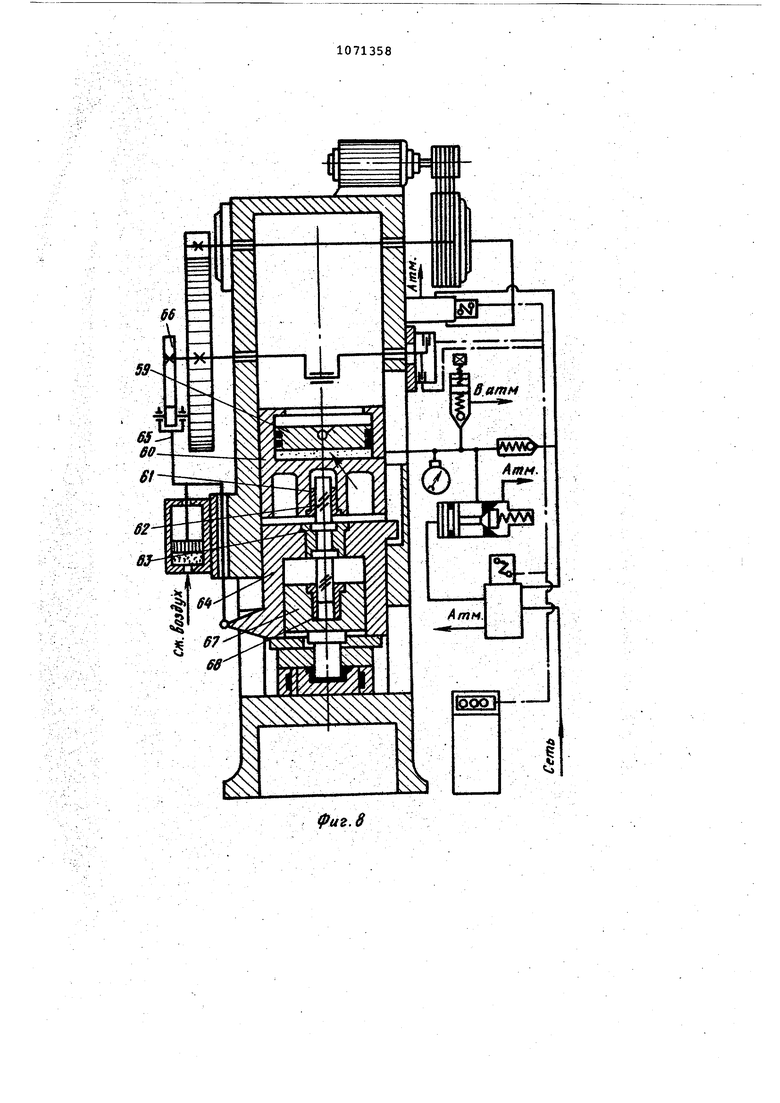
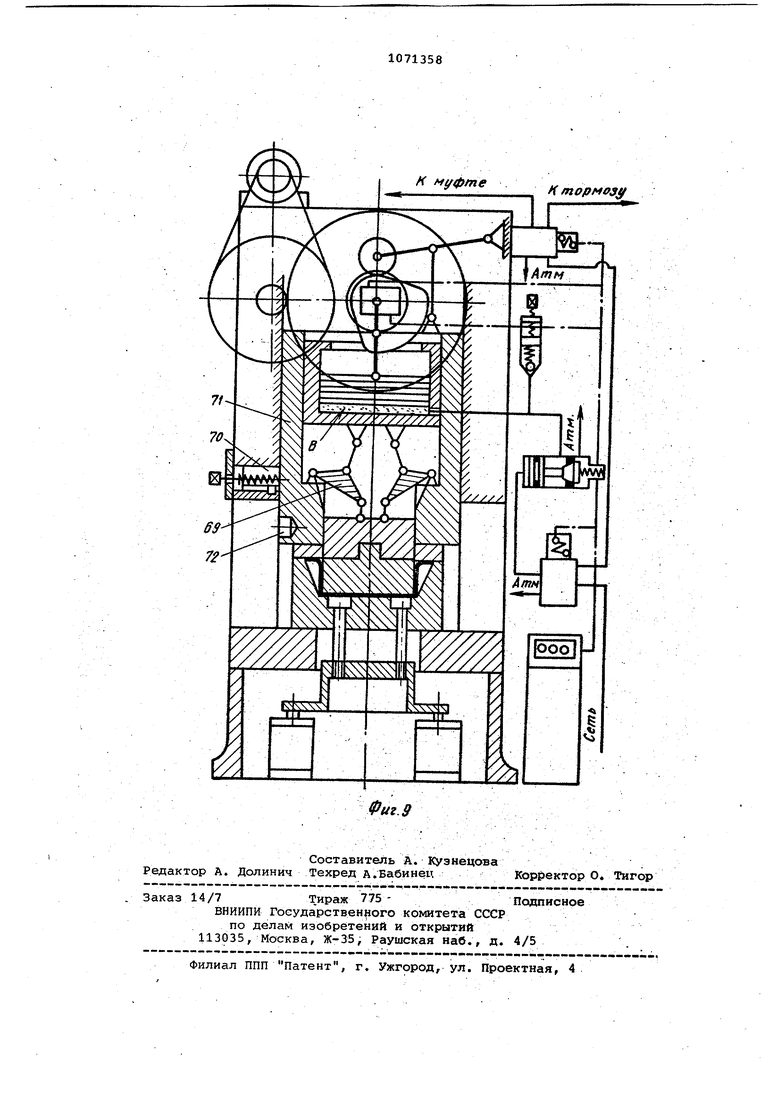
12 г 5 /7 Гв 6 Г9 8 Я ( У,гпу y/rpaSjtfffVji Изобретение относится к машиностроению, литейному производству, а именно к .машинам для штамповки жидких металлов, и может быть испол зовано для штамповки пластмасс, Известны машины с горизонтальной камерой прессования и гидравлически приводом. Гидравликой осуществляется зажим матриц и перемещение прессующего пуансона, К таким машинам относится, например, машина марки эсится 512Г И , БолЬь-шм недостатком этих машин является наличие насосно-аккумуляторной станции, от которой работает обычно несколько машин, В том числе если- требуется лирл. всего одна мзшк на, установка аккумуляторной станци нерентабельна. Наиболее близким к изобретению по технической сущности и достигаемому результату является механический пресс, содержащий зажимной ползун, соединенный механической системой с кулаком,привода, и деформирующие ползуны: верхний и нижний. Верх НИИ ползун связан рычагами с зажиму ным ползуном и кривошипно-шатунным механизмом с приводом. Ползуны установлены в направляющих станины. Достоинством пресса является надежный зажим колонки штампа, ИНДИЕЙдуальный привод, пожаробезопасность и отсутствие грязи, возникающих при утечках масла или эмульсии при гидравлическом приводе j|2j о Недостатком пресса является жесткое ограничение рабочего хода деформирующего ползуна, что исключает использование -его для штамповки жидкого металла, так как при избытке штам пуемого металла может произойти его поломка, при недостатке - незаполнение формы. Цель изобретения - расширение технологических возможностей пресса. Цель достигается тем, что механический пресс, содержащий установленные в направляющих станины зажимной ползун и деформирующий ползун, связанный через кривошипно-шатунный механизм с приводом, снабжен допол нительным ползуном, соединенным с шатуном и установленным в деформирующем ползуне, при этом между дополнительным и,деформирующим ползунами образована камера, связанная с источником газового давления. На фиг. 1 показан механический пресс с горизонтальной камерой прессования на фиг. 2 - вид А на фиг. 1 на фиг% 3 - разрез Б-Б на фиг. 1, нафиг, 4 - механический пресс с дву мя пуансонами, расположенными противоположно друг другу/ на фиг. 5 -. механический пресс Двойного действия для прессования пластмасс и жидких металловf на фиг, б - вертикальный механический пресс для прессования пластмасс простого действия/ на фиг, 7 - рариант механического пресса простого действия для пластмасс и жидких металлов; на фиг, 8 - механический пресс двойного действия с винтовым зажимом матриц } на фиг, 9механический пресс двойного действия с рычажным зажимом матриц и фиксатором для прессования пластмасс. Механический (фиг, 1) содержит станину 1, в направляющих которой установлены три ползуна. Зажимной ползун 2,соединен механической системой 3 с кулаком 4. На зажимном ползуне 2 установлены рычаги 5, связанные тягами 6 с промежуточным ползуном 7 и тягами 8 со вспомогательным ползуном 9, Внутри вспомогательного ползуна расположены дополнительный приводной ползун 10, образующий со вспомогательным ползуном камеру В, в которую подведен воздух из сети или от ресивера. Ресивер может быть соединен с сетью или компрессором. На кривошипном валу пресса устанойлен командоаппарат 11 с двойным переключением. Замыкание кулачкового механизма осуществляется силовым цилиндром 12, Зсшимной ползун 2 колонками 13 связаи с Деформирующим ползуном 14, несущим на себе прессующий пуансон 15. Прессующий пуансон 15 перемещается в лотке-приемнике 16, На столе пресса установлена полуматрица 17, на зажимном ползуне полуматрицы 18 с выталкивателем 13, Вал 20 с кривошипом 21 привода 22 шатуном 23 соединен с приводным ползуном 10, Для управления приводом пресс имеет воздухораспределитель 24, а для соединения давления в камере В воздухораспределитель 25 и распределительный клапан 26. Клапан 26 соединен с ка- мерой В, с воздухораспределителем и сетью через обратный клапан 27. При удобствезаливки металла деформирующий ползун 14 расположен под углом 45 (фиг, 2)„ Пресс по фиг. 4 по принципу действия аналогичен описанному. Различие заключается ,в том, что деформирующий ползун 28 соединен с подпорным ползуном 29, который имеет опоры рычагов 30, на которые воздействуют подпорные цилиндры 31, Дня сокращения размеров цилиндров воздух в них подается с повышенным давлением от компрессорной станции 32. Пресс имет винтовую регулировку 33 положения рессующего пуансона. На -фиг, 5 показан пресс для пресования деталей из пластмасс. Приодной ползун 34 Также образует каеру В с промежуточным ползуном 35, куда подается воздух высокого давления от компрессорной станции 36.. На фиг., б показан пресс для произ водства деталей из. пластмасс. Данный пресс может быть использован и для штамповки из расплавов..Пресс имеет открытую С-образную станину 37, в ко торой в направляющих установлен деформирующий ползун 38. Внутри деформирующего ползуна установлен приводной ползун 39, соединенный с шатуном 40 кривошипа 41 привода 42. В камеру В, образованную ползунами, подведён сжатый воздух от ресивера 43 компрессорной станции 44. На столе пресса установлена матрица 45, на деформирующем ползуне - пуансон 46. Управляется пресс с пуль-та управления 47 командоаппарата 11 кривошип,ного вала 48 и двух воздухораспределителей 49 и 50„ Пневматическая система пресса имеет предохранительный клапан.51, обратные клапаны 52 и 53 и распределительный клапан 54. Для обеспечения холостых ходов пресс имеет упор 55 деформирующего ползу:на38. ., . ; : -,: - .;;;. На фиг. 7 показан механический пресс для производства деталей из пластмасс аналогичного назначения (фиг. 6). Различие заключается в том, что деформирующий ползун 56 рас положен внутри приводного ползуна 5 а пуансон 58 установлен на деформирующем ползуне. Пневмосистема и управление аналогичны прессу на фиг. В прессе (фиг 8) в станине уста новлеНы приводной ползун 59. ПрИвод Ной ползун выполнен в виде поршня и установлен.внутри промежуточного ползуна 60, который имеет гайку 61, в3аимодеиствующую с в интом 62. Опора винта 63 установлена в прижимном ползуне 64. Прижимной ползун механ.и ческой системой 65 соединён d кулаком 66 привода. Внутри прижимного ползуна установлен верхний деформирующий ползун 67 с гайкой 68. Пневматйческая система и его управление аналогична прессу на фиг. 1. . --.., . ,. На фиг. 9 показан пресс такого же назначения, что и на фиг. 8. Отличие заключается лИ1т.ш в том, что связь-прижимного ползуна с деформируюиим и промежуточным выполнена через рычаги 69. Станина пресса сна жена фиксатором 70, а прижимной пол зун 71 отверстием 72. Пресс работает следующим образрм Порция жидкого металла заливается в лоток-приёмник 16. Пуансон 1Й: в это время находится в своем крайнем левом положении. Включается при :зод пресса и вал 20 с кривс аипом 21 начинает вращаться через шатун 23, перемещая приводной ползун 10. Одно временно с ползуном 10 перемещается влево и зажимной ползун 2 кулаком 4 через механическую сис.тему 3. Программа кулака 4 выполнена таким образом, что одновременное вращение кривошипа и кулака 4 не вызывает перемещения пуансона 15 до тех пор, пока не сомкнутся прлуматрицы 17 и 18. После соприкосновения полуматриц 17 и 18 зажимной ползун останавливается/а продолжающееся движение ползуна 10 через сжатый воздух, находящийся в камере В, тяги 8, рычаги 5 и тяги 6 вызывает перемещение вправо промежуточного ползуна 7 и, следовательно, через колонны 13 перемещение деформирующего ползуна 14 с пуансоном 15. Таким образом, металл , находящийся в лотке-приемнике, пуансоном 15 проталкивается в полость, образованную полуматрицами 17 и 18. Усилие на пуансоне дли этого требуется небольшое. После заполнения жидким металлом полостей матриЦ 17 и 18 усилие на/пуансоне возрастает, так как происходит сжатие воздуха в камере В,, которая в данный момент воздухораспределителем 25 и клапаном 26 отключена от пневмосети. От продолжающегося вращения кривошипа воздух сжимается в камере В, создавая, следовательно, усилие на деформирующем ползуне 14 и пуансоне 15, которое передается на прессуемый металл. При крайнем правом положении пуансона 15, т.е. при .повороте кривошипа на угол, равный 180, командоаппарат пресса отклю- чает через воядухораспределитель 24 муфту привода, а включает тормоз кривошипного вала. Пресс останавливается. По истечении времени необходимого на кристаллизацию металла с пульта управления подается электрическая команда, которая включением или отключением электромагнитов воздухораспределителей 24 и 25 соёдиняёт полость В через клапаны 26 и 27 с сетью. Избыточное давление в камере В падает до сетевого. В это же время воздухораспределителем 24 включается муфта и отключается тормоз привода. Крив сянипом вала 20 через шатун 23 ползун-10 возвращается в исходное положение, а кулаксм 4 через механическую систему 3 зажим.ной ползун 2 отводится вправо на величину раскрытия матриц. Выт лкива:гелем 19 из;целие извлекается из полости матрицы 18. Если же требуется выталкивание изделия из полуматрицы 17, то этот цикл должен быть предусмотрен в, программе кулака 4, т..е. при раскрытии полуматрйц пуайсон 15 сначала движется вправо, а затем возвращается в исходное положение. При крайнем правом положении ползуна 10 пресс останавливается командоаппаратом 11 кривошипного вала 48, Таким образом, пресс работает как компрессор, отдавая избыточное давление в сеть. Естественно, что для такой работы требуется большая площадь камеры В и большой ход ползуна 10, т.е. радиус кривошипа. Для сок-ращения размеров ползуна 10 и радиуса кривошипа необходима компрессорная станция для подачи воздуха в камеру В под большим (чем сетевое) давлением, как это сделано, например, на фиг. 4, где на прессующий пуансон воздействуют подпорные цилиндры 31, установленные на ползуне 28 и передающие усилие через рычаги 30 на деформирующий ползун 29. Высокое давление воздуха обеспечивается компрессорной станцией 32. Регулировка 33 положения прессующего пуансона выполняется гайкой. Использование давления сетевого воздуха {4-5 кг/см) возможно только npzj малых усилиях, не превьиающих. ориентировочно 10 тпо фиг. 1 и 50 по фиг. 4, так как диаметр камеры В уже при усилии 20 т равен приблизительно 500 мм, а радиус кривошипа увеличивается ориентировочно почти что в два раза. Следовательно, наилучше использовать компрессорную станцию с давлением воздуха до 50-60 кг/см . Размер камеры В по длине берется сучетом возможной ошибки дозы металла при заливке, что составляет приблизительно 2030%. Следовательно, расход сжатого воздуха незначителен, а при конструкции пресса, в которой выпуск воздуха из камеры В производится в сеть, НПД этого участка пневмосистемы резко возрастает, да и мощность компрессорной станции будет невелика, и, следовательно, она может быть смонтирована в станине пресса (см. фиг. 6).
Пресс, показанный на фиг. 4, работает, аналогичным образом, Воздействие пуансона на металл производится через подпорный ползун 28., Такая конструкция требует пневматических цилиндров меньшего диаметра, не менее удобна в обслуживании.
Пресс, показанный на фиг. 5, предназначен для обработки пластмас
Усилие на прессующий пуансон передается от приводного ползуна 34 через сжатый воздух, находящийся в камере В, на ползун 35. Сжатый воздух берется от компрессора 36, Данный пресс имеет деформирующий и зажимной ползуны, что расширяет его технологические возможности,
Пресс, показанный на фиг. 6, простого действия, без зажимного ползуну и предназначен для обработки пластмасс, Работает пресс следующим образом. Штампуемый материал загружается в нижнюю матрицу 45. Включается привод 42 пресса. Кривошип 41 вращаясь через шатун, перемещает вниз приводной ползун 39, который через воздух, находящийся в камере В перемещает деформирующий ползун 38 с пуансоном 46. При включении пресса на рабочий ход воздухораспределитель 49 соединяет камеру В с ресивером 43 компрессорной станции 44. После поворота кривошипа не 180 командоаппаратом 11 отключается муфта привода и включается тормоз, при этом пресс останавливается, а штампуемый материал находится под давлением сжатого воздуха, находящегося в камере В. После некоторой выдержки, необходимой для полимеризации пластмассы, подается команда с пульта управления .на обратный ход. При этом воздух распределителем 49 направляется под поршень клапана 54. Камера В при этом соединяе.тся через обратный клапан 52 с сетью. Давление в камере В падает. Одновременно подается команда на воздухораспределитеть 50, который включает муфту привода и отключает тормоз, Кривогиип 42 пресса поворачивается еще на 180° и исключается командоаппаратом 11. Таким образом, работа пресса состоит из механической, выполненной кривошипом пресса, и пневматической за -счет давления воздуха Большие перемещения осуществляются механической частью пресса, а выдержка под давлением пневматической частью. Естественно, что конструкция пресса становится сложнее, однако преимущества такие, как чистота на рабочем месте, быстроходность, предохранение от перегрузки, компенсирует его усложнение.
На фиг. 7 показан пресс по принципу действия аналогичный прессу по фиг. 6. Разница в конструкции состоит лишь fi том, что с шатуном привода соединен ползун 57 пресса, а пуансон 58 установлен на ползуне, соединенным со штоком.
Пресс на фиг. 8 двойного действия Работает он аналогично описанному по фиг. 1. Приводной ползун, перемещаясь от кривошипа через камеру В приводит в движение промежуточный ползун 60 через гайку 61 винтом 62. Винт 63 через подшипник опирается на прижимной ползун 64. такимобра ом, при давлении на промежуточный ползун 60 винт 62, вращаясь, передает движение деформирующему ползуну 67 через гайку 68. Включение, выключение, выдержка под давлением, обратный ход аналогичны описанному прессу по фиг. 1.
На фиг 9 показан пресс двойного действия. Работа данного пресса
также аналогична вышеописанной. Ппесс имеет рычажную 69 связь пол.зунов |и фиксатор 70, прижимного ползу на 1, который вводится в отверстие 72. В этом случае пресс работает как пресс простого действия. Область его применбния Шире чём у прессов без фиксатора.
Общим в конструкциях прессов является то, что кривошип пресса поворачивается не на 360°, как у обычных прессов, а через каждые 180° ,. а между ползуном, соединенным с ша-. туном привода и промежуточным или
деформирующим ползуном, имеется камера для газа, например, воздуха которая служит средой передающей давление на деформирующий ползун. Газ из этой камеры может выпускаться или в атмосферу, или в сеть. В последнем случае КПД пресса выше, а уровень шума меньше.
Изобретение позволяет использовать пресс для штамповки жидкого металла и пластмасс, так как обеспечивает выдеряску материала под давлением для кристаллизации или полимеризации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механический пресс | 1980 |
|
SU897582A1 |
| Механический пресс | 1977 |
|
SU740526A1 |
| Механический пресс | 1976 |
|
SU647137A1 |
| Механический пресс | 1977 |
|
SU626981A1 |
| Механический пресс | 1979 |
|
SU863405A1 |
| Механический пресс | 1977 |
|
SU623744A1 |
| Механический пресс | 1980 |
|
SU897583A1 |
| Механический пресс | 1979 |
|
SU852635A2 |
| Кривошипный пресс для горячей объемной штамповки | 1984 |
|
SU1201166A1 |
| Механический пресс | 1977 |
|
SU626982A1 |
МЕХАНИЧЕСКИЙ ПРЕСС, содержащий установленные в направляющих станины зажимной ползун и деформирующий ползун, связанный через кривошипно-шатунный механизм с приводом, отличамщийся тем, что, с целью гасширения его технологических возможностей, он снабжен дополнительным ползуном, соединённым .с шатуном иустановленным в деформирующем ползуне , при атом между дополнительным и деформирующим ползунами образована камера, связанная с источником газового давления,.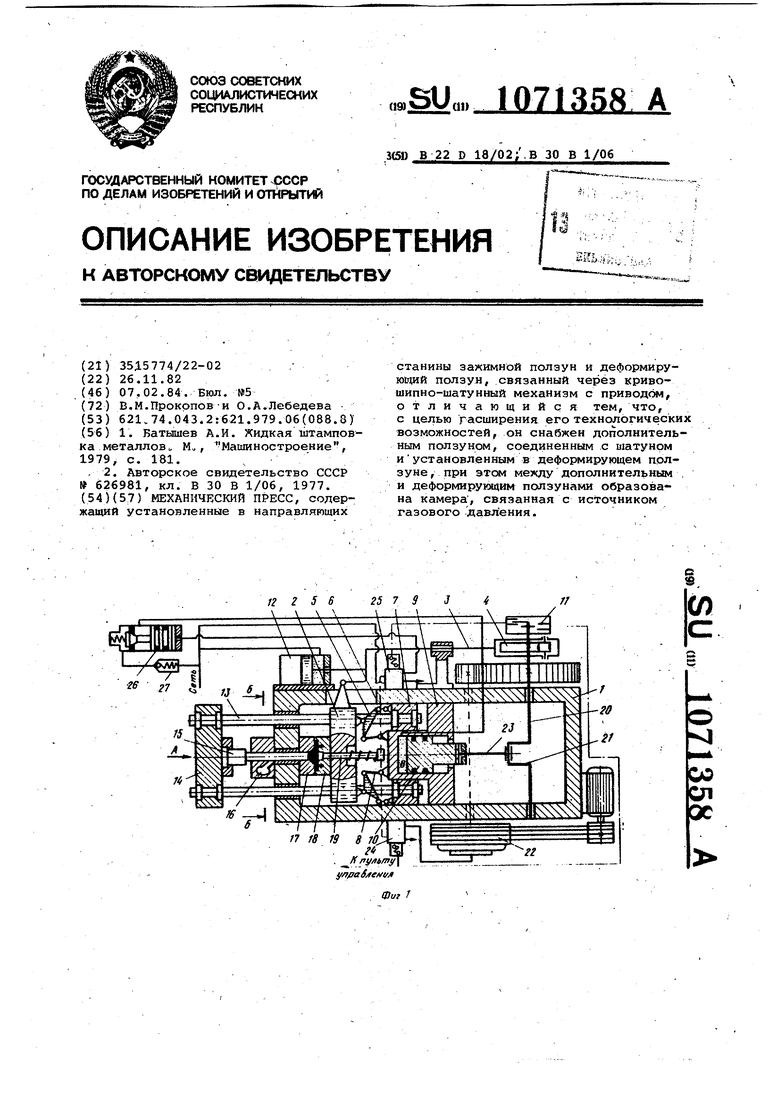
ttz.S
((нуф/пе
К
К тормозу
Фиг.б
Kmffflf to3y
Кмуф/п«
ФигЛ
S3
фиг.б
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
