Известны способы изготовления оболочковых форм из пульпербакелнтовых CMeceii с применением ох/ичжлеппя путем обдувки их через модельную тпту. Одпако применение П315ССТП1ЛХ способ(м не позволяет править оболочковые иол}ч)ормы с одповремепиым пх охл; кдением.
Особенность пастояп1его пзобретепия зак.почается к том, что оболочковую по.чуформу в горячем cocTOHinin сразу после ее епятпя с моде:1ьпоГ| п. помещают иа п, с отверстпями, 4e)jC3 которые просасывают хо.юдпып воздух.
П едлагаемы1 1 сп)еоб ускорениого охлаждения 1 правки оболочковых литейных форм oencijaii на иепо.льзованни свойств газопроиицаемостн оболочек ири равномерпом нагр жеппп их атлюсферным давлением воздуха.
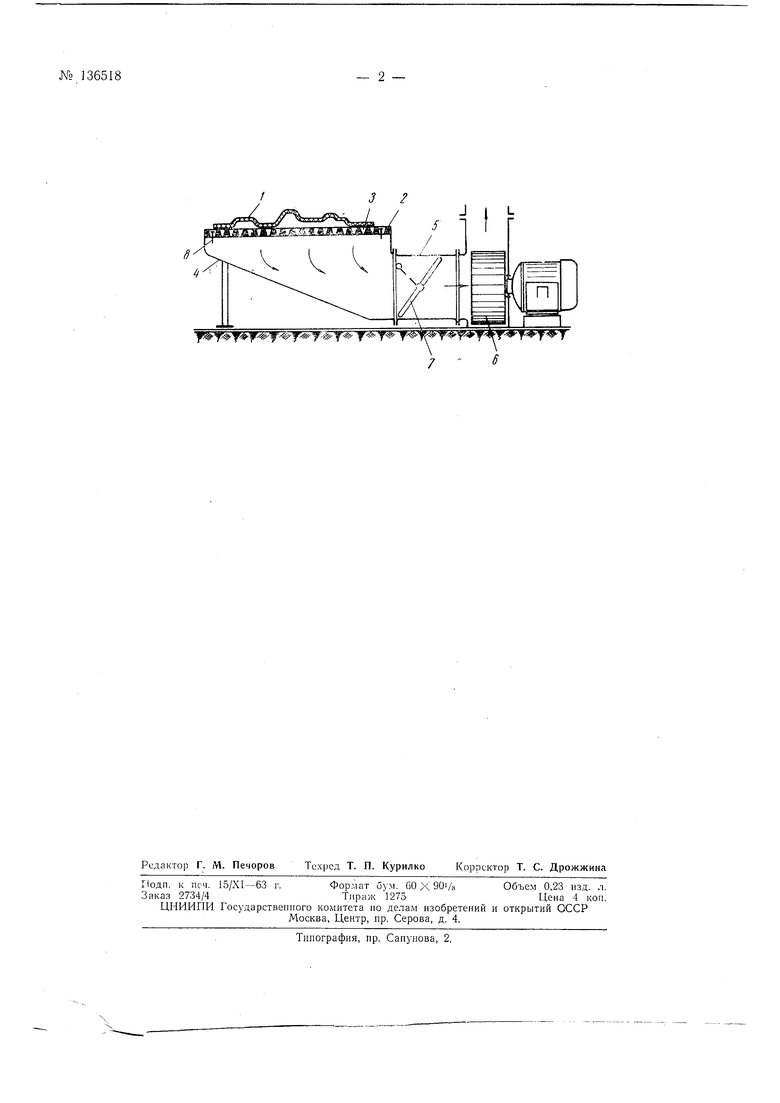
Способ осуществ,1яют ири приспособ.чспия, показанного иа чертеже.
Обо/ючку / устапав.швают на плиту 2, в которой имеется много отверетий 3. Ciu-isy плиты устроен короб 4, соединеииы патрубком 5 с обычиым ве1ггилятором 6 среднего давления. В патрубке устаиовлепа заслонка 7.
Во время устаповки п съема оболочкп закрьпииот засюпку и тем самым освобождают
ее от атмосферного .laB/ie-uiH. За ечет pa.-ii.a-жеи1 я, создаваемого ве1гги.1ятором 6. через отвер-стия 3 об(1-:(1чк;) . с 6iVibiHoii си.юй (иримерно 250 .;) i uiiioMepno ирнжимается к н,1нте .2. Плповре е;1: 0 :iaiiy Ki;bn возд-х проходит . гел.о об .1;:очкп. что значительно ускоряет ее охл1;/1..
11ргсась ; аем:;::-1 м,.н::; оС1(Л;)Ч1ч воз. oднoвp eмe:iIlo да;1:,11отся ост.чтки газообразных npc;i KTOB полпме|1из;ии11; .i;i. Эю создает xoponnie criiiHTapHbie члог ;1я для обслужпваюичего персон;; л а.
,Цля быст|ни ; H(.pc;i,.4Kii ирисноеоб.тения иод разные ;: (})игураип : обо/ючек отверстия 3 в плите 2 |5ыиол :епы копнческими и снабжены легко удаляемыми КОНУСНЫМИ иробками 8.
П р е .I м е т и з о б р е т е и i; я
Споеоб производства обс)лочковых форм in иу.1ьвербакелитов1з1х CMCceii, о т л i; ч а ю 1И и йс я тел1, что, с целью хскореиия охлаждення и одиовремеииог правки, оболо1 озые полу(Ь(фмы иосле СИНТИЯ с ,o.ib;ioii илиты н горячем riOMeniaioT 11:1 илиту с от:5еретиями, через 1 оторые iipoeaci)i3aior ммо.чльп .
T- T f Wf 1siff- T- -T T Т
J /
ff
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления грабельного зуба и подобных деталей в автоматическом цикле | 1953 |
|
SU102457A1 |
| Способ резки электрическим оплавлением | 1990 |
|
SU1776504A1 |
| Силовая головка для сверлильных и агрегатных станков | 1988 |
|
SU1689023A1 |
| Многопозиционный штамп для холодной объемной штамповки | 1991 |
|
SU1836172A3 |
| Способ обработки электрическим оплавлением трубчатым электродом-инструментом | 1988 |
|
SU1706786A1 |
| Способ изготовления стержня со ступенчатой головкой | 1990 |
|
SU1738456A1 |
| Способ сборки роликовых цепей | 1990 |
|
SU1761376A1 |
| Устройство для протягивания отверстий | 1982 |
|
SU1093439A1 |
| Формовочный пневмопресс с рычажным усилительным механизмом | 1960 |
|
SU138709A1 |
| Электропривод постоянного тока | 1990 |
|
SU1830607A1 |