Изобретение относится к области машиностроения и может быть использовано на оборудовании для электрообработки листовых деталей по схеме трепанации трубчатым электродом-инструментом.
Цель изобретения - повышение производительности обработки за счет уменьшения неравномерности нагрузки источника технологического тока.
Поставленная цель достигается тем, что рабочая часть электрода-инструмента, имеющего трубчатую форму, со скошенной рабочей частью, симметричной плоскости, проходящей по оси, имеет форму ломаной
линии, координаты которой xi и хы в плоскости симметрии определяют по формулам
xi f(k) - ki b;
хы ОД - кы b,
а координаты yi и ум в неявном виде по формуле
F,f(y) ± arccos(±)±
± (R - у.) VR2 - (R - у,)2 - arccos. ,()±(R-y,)-V/r2-(R-y,)
VJ
О
Os sj
00
с
#
± arccos ( ±
R - yi -1
±
± (R - yi - 0 VR2 - (R - У -1)
У1-1
()±(R-y,-1)
лом. Естественно, что чем больше будет взято точек, чем больше профиль будет похож на плавную кривую линию. Далее определяют величину F - проекцию площади эрози- онного промежутка на плоскость yz, перпендикулярную движению подачи по формуле


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ профилирования поверхности ограничителя подъема нагнетательного клапана компрессора | 1989 |
|
SU1691639A1 |
| ИНСТРУМЕНТ ДЛЯ ВЫГЛАЖИВАНИЯ | 1991 |
|
RU2014985C1 |
| Способ нарезания храповых колес и дисковая угловая фреза для его осуществления | 1986 |
|
SU1373501A1 |
| Непосредственный преобразователь частоты | 1990 |
|
SU1837377A1 |
| Способ обработки изделий с криволинейными поверхностями на станках с числовым управлением | 1986 |
|
SU1373530A1 |
| Стенд для градуировки и определения жесткости ротационных динамометров и тензометрических валов | 1989 |
|
SU1749737A2 |
| Устройство для определения коэффициента запаса по активной мощности текущего режима энергосистемы | 1990 |
|
SU1785062A1 |
| СПОСОБ ОПТИКО-ЭЛЕКТРОННОЙ ДИАГНОСТИКИ ТРОМБОЗА ГЛУБОКИХ ВЕН ГОЛЕНИ | 2006 |
|
RU2314026C2 |
| Способ регулирования средней плотности тока при гальванообработке | 1989 |
|
SU1650794A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРЕНАПРАВЛЯЮЩЕЙ СВЕТ ПОВЕРХНОСТИ КАУСТИЧЕСКОГО СЛОЯ, ОПТИЧЕСКИЙ ЗАЩИТНЫЙ ЭЛЕМЕНТ, СОДЕРЖАЩИЙ ИЗГОТОВЛЕННУЮ ПЕРЕНАПРАВЛЯЮЩУЮ СВЕТ ПОВЕРХНОСТЬ КАУСТИЧЕСКОГО СЛОЯ, МАРКИРОВАННЫЙ ОБЪЕКТ, ПРИМЕНЕНИЕ И СПОСОБ АУТЕНТИФИКАЦИИ ОБЪЕКТА | 2019 |
|
RU2794281C2 |
Изобретение относится к машиностроению и может быть использовано на оборудовании для электрообработки листовых деталей по схеме трепанации трубчатым электродом-инструментом. Цель изобретения - повышение производительности обработки за счет уменьшения неравномерности нагрузки источника технологического тока. Рабочая часть трубчатого электрода-инструмента выполнена в виде кривой, проекция которой на параллельную оси электрода-инструмента плоскость представляет ломаную линию. Координаты опорных точек этой линии определяют из математических выражений, учитывающих наружный и внутренний диаметры электрода-инструмента, толщину листовой детали и выходные параметры источника технологического тока. В другом варианте исполнения электрода-инструмента заостренная врезная часть его рабочего профиля срезана, а на выходной части выполнена ступенька, например, под углом 90° к оси электрода-инструмента. 1 з.п. ф-лы, 4 ил. fe
V-(R-yi-i)2,
где xi, XM, yi, уы - координаты точек линии рофиля в точках I и 1-1;
b - шаг ломаной линии рабочей части электрода-инструмента, величина постоянная;
R и г - наружный и внутренний радиусы рубчатого электрода-инструмента;
FI - допустимая по условиям нагрузки источника питания проекция площади розионного промежутка на плоскость yz, перпендикулярную оси электрода-инструмента;
k - коэффициент пропорциональности переменное целое число).
Знаки + и - ставятся вверху для тоек, лежащих ниже оси электрода-инструмента, а внизу для точек, лежащих выше оси электрода-инструмента.
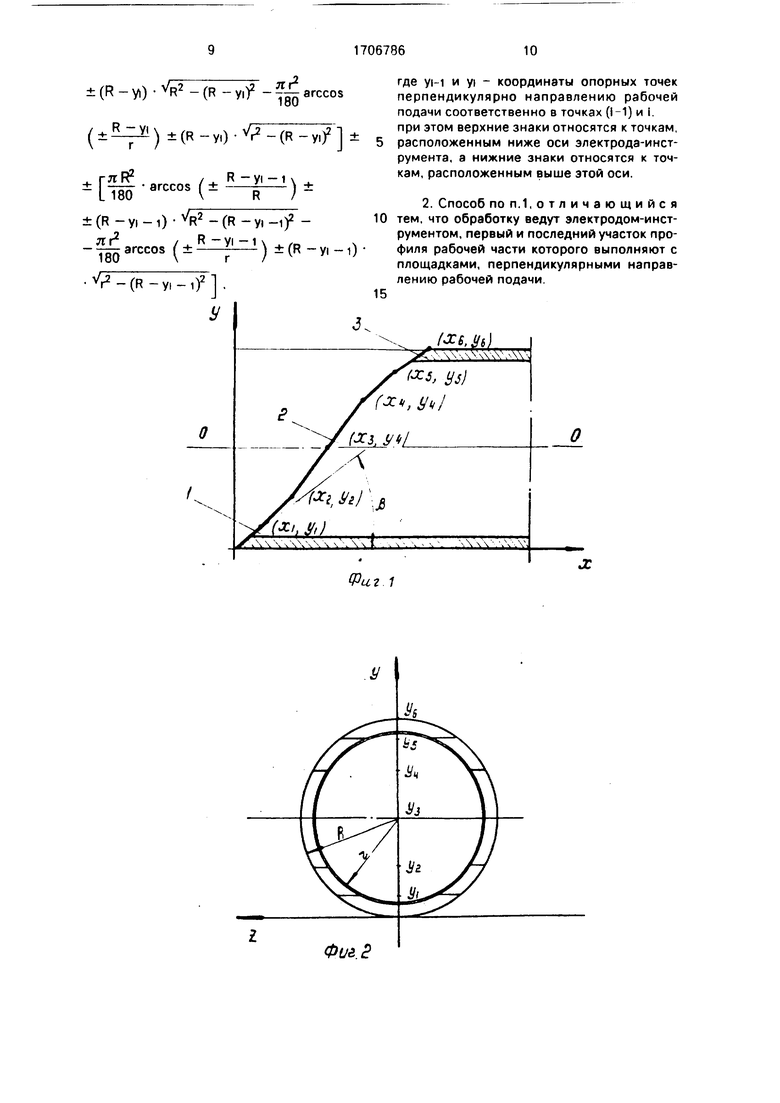
Во втором исполнении, с целью дополнительного уменьшения длины рабочей части электрода-инструмента, а следовательно, и времени прошивки, заостренная рабочая часть срезана, на выходной части сделана ступенька, например, под углом 90° к направлению оси электрода-инструмента.
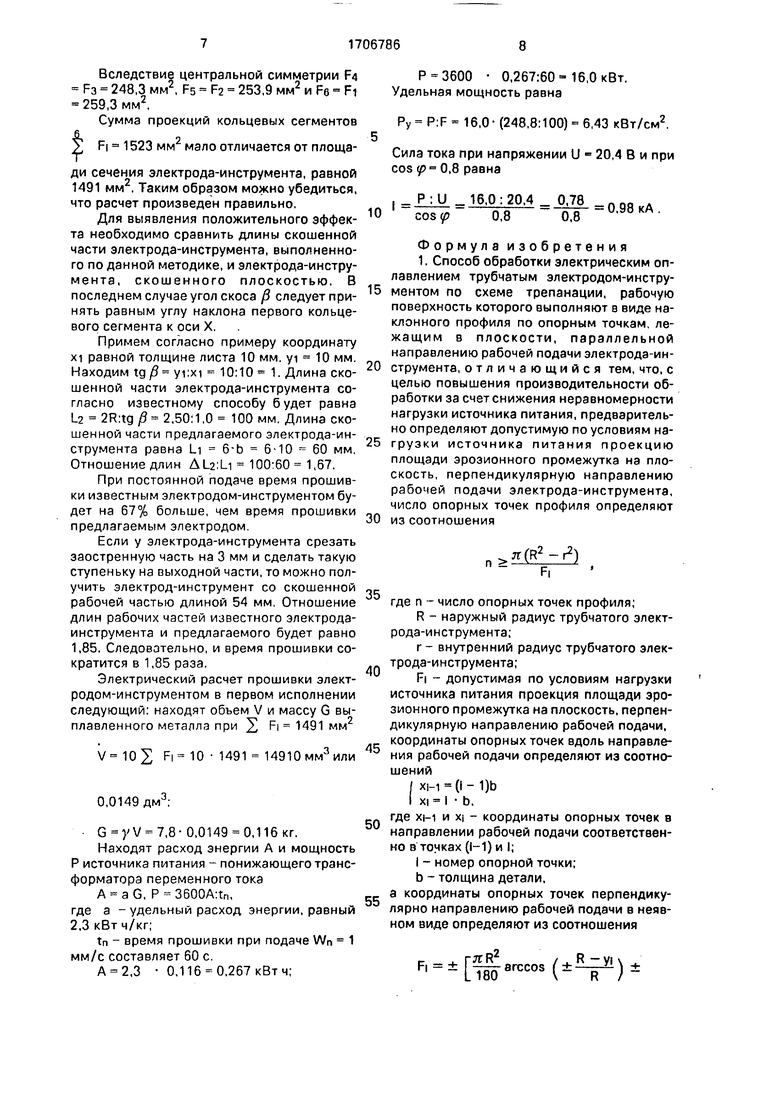
На фиг.1 представлен электрод-инструмент, разрез; на фиг.2 - то же, вид спереди; на фиг.З - электрод-инструмент со срезами, разрез; на фиг.4 - то же, вид спереди.
На фиг,1 и 2 показаны заостренная входная часть 1 электрода-инструмента, центральная часть 2, выходная часть 3, наружный радиус R, внутренний радиус г. На фиг.З и 4 помимо приведенных обозначений показаны срез 4 на заостренной части и ступенька 5 на выходной части.
Профили рабочей части электрода-инструмента, показанные на фиг.1 и 3, построены по шести точкам, рассчитанным по приведенным в формуле изобретения зависимостям.
Расчет профиля по точкам производится следующим образом.
Вначале задаются количеством расчетных точек п и, следовательно, конечной величиной коэффициента k (kK п), Для упрощения расчета принимают п кратным толщине прошиваемого листа с четным чис10
F- ):
Затем задаются постоянной величиной Ь, принимая ее для удобства вычислений равной толщине прошиваемого листа, и определяют абсциссы точек l:xi,X2 и т.д. По
формулам xi kib, Х2 kab, хз кзЬ и т.д. до xn knb. Затем задаются значениями примерной величины ординат yi, y2, уз и т.д. и по ним, используя расчетную формулу FI f(y), находят значения FI, F2, Рз и т.д.проекции частей кольцевых сегментов на плоскость yz, Для первой точки xi ум - уы О расчет производится по формуле FI - %), представляющей собой формулу для вычисления площади FI кольцевого сегмента:
, Јg arccos --Vi
180
i +
+ (R - yi) R2 - (R R -yi
yi
180
л
arccos + (R y,)V - (R - yi)2
Для второй точки Х2 подсчитывают проекцию кольцевого сегмента FII по приведенной формуле, и, вычитая из нее площадь FI FI, находят F2:F2 Fn - FI - Fn - FI и т.д. Естественно, что с первого раза площади FI и F будут не равны. Повторно, задаваясь значением yi, добиваются равенства между FI и F. Аналогичные расчеты производят для у2, уз и т.д. до yi, где I принимают равным п:2, т.е. до yi Ь:2 R,
Вследствие центральной симметрии последующие расчеты простые, так как Fn FI, Fn-1 F2, Fn-2 РЗ и т.д. Электрический расчет производят по формуле известного способа.
Сначала находят объем и массу выплавленного металла из эрозионного промежутка в прошитом электродом-инструментом металлическом листе толщиной Ь.
V b I FI; .
Находят расход энергии А и необходимую мощность Р источника питания: A Q1G,
где Q - удельный расход энергии, Р 3600А tn,
где tn - время прошивки.
Время прошивки определяют как частное от деления проходимого электродом- инструментом расстояния L n xi с задаваемой скоростью подачи Wn:
tn - L:Wn.
В заключение определяют удельную мощность
Ру P:F и силу тока
I (P:U):cos p, где U - напряжение источника питания.
Из изложенного видно, что несмотря на громоздкость формулы F f(y) расчет оказался просты вследствие центральной симметрии профиля электрода-инструмента и применения расчета площадей FI проекций эрозионного промежутка, как разности площадей кольцевых сегментов. Источник питания будет получать одинаковую нагрузку на всех расчетных частях его профиля, за исключением первого и последнего, т.е. при врезании и на выходе электрода-инструмента из заготовки.
Профиль электрода-инструмента второго исполнения рассчитывается таким же образом, как электрода-инструмента первого исполнения. В заключительной части расчета намечается длина среза на заостренной входной части и длина ступеньки на выходной части электрода-инструмента. Длины среза и ступеньки должны быть небольшими - в три-четыре раза меньше толщины прошиваемого листа, в противном случае при прошивке будет наблюдаться существенное увеличение потребляемой мощности по сравнению со средней мощностью.
П p и м е р. Пусть наружный радиус труб- чатого электрода-инструмента R 50 мм, внутренний мм, толщина прошиваемого листа b 10 мм. Принимают хт 10 мм. Количество расчетных точек принимают равным п « 6. Значение коэффициента k равно 1-6. Допустимая проекция площади эрозионного промежутка на плоскость yz равна
F - я(Р2 - г2):п я (502 - 452):6 - 1491:6 248.8 мм2.
Принимают для расчета F 250 мм2. Обозначают площади каждой из шести проекций
сегментных колец через FI, FH, Fin, Fiv, Fv, FVI.
Площади частей сегментных колец находящихся в эрозионном промежутке, рав- ны: первой FI FI, второй F2 Fn - FI, третьей Рз Fin - Fn, четвертой F4 Fiv - Fm. пятой Fs Fv - FIV и шестой Fe FVI - FV. Вследствие центральной симметрии имеют
10
Fe Fi, Fs F2 и F4 РЗ.
Таким образом, при вычислении частей проекции площадей сегментных колец достаточно вычислить площади FI, F2 и РЗ и, следовательно, Ft, Fn и Рщ.
Формулы для рабочего расчета проекций кольцевых сегментов следующие:
. гтгТГR -yi 20 Fl l80arCCOS K
(R -у0 -(R-yi)2- arccos
(R-yi))
г- г л: R2R - У2 F|l LWarCC°S R
(R - У2) VR2-fR-y2)2 - arccos
R -У2
+(R-y2)Vr2()2-|.
Fm
) 2
40
Расчет площади первого кольцевого сегмента:
180 180
R2 лг502 .. . яг2 п 45 ог „
4J.O , - «г. - Jb.J .
180 180
180 180
Задаются значением ординаты yi 10 мм.
ТогдаFi-Fi43,6 -arccos 10 -(5-10) ъи
502 - (50 10)2 - 35,3 arccos - +
t О
180 180
+ (50 - 10) -(бО-Ю)2 259,3 мм2 .
Аналогичным расчетом получают, принимая у2 26,5 мм, F2 Fn - FI 513,2 -259,3 - 253,9 мм, и, принимая уз 50, Рз
-Fm -(Fi -- F2) 761,5 - 513,2 - 248,3 мм2.
Вследствие Рз 248,3 мм2
центральной симметрии F4 FS F2 253,9 мм2 и Fe Fi
259,3мм
I
Сумма проекций кольцевых сегментов FI 1523 мм2 мало отличается от площади сечения электрода-инструмента, равной 1491 мм2. Таким образом можно убедиться, что расчет произведен правильно,
Для выявления положительного эффекта необходимо сравнить длины скошенной части электрода-инструмента, выполненного по данной методике, и электрода-инструмента, скошенного плоскостью. В последнем случае угол скоса ($ следует принять равным углу наклона первого кольцевого сегмента к оси X.
Примем согласно примеру координату xi равной толщине листа 10 мм. yi 10 мм. Находим tg/8 yi:xi 10:10 1. Длина скошенной части электрода-инструмента согласно известному способу будет равна L2 2R:tg/ 2,50:1.0 100 мм. Длина скошенной части предлагаемого электрода-инструмента равна U 6-Ь 6-10 60 мм. Отношение длин 100:60 1,67.
При постоянной подаче время прошивки известным электродом-инструментом будет на 67% больше, чем время прошивки предлагаемым электродом.
Если у электрода-инструмента срезать заостренную часть на 3 мм и сделать такую ступеньку на выходной части, то можно получить электрод-инструмент со скошенной рабочей частью длиной 54 мм. Отношение длин рабочих частей известного электрода- инструмента и предлагаемого будет равно 1,85. Следовательно, и время прошивки сократится в 1,85 раза.
Электрический расчет прошивки электродом-инструментом в первом исполнении следующий: находят объем V и массу G выплавленного металла при 2 Р| 1491мм2
Fi 10 1491 14910 мм3 или
0,0149 flMJ;
G) V 7,8- 0,0149 0,116 кг.
Находят расход энергии А и мощность Р источника питания - понижающего трансформатора переменного тока
А a G, Р 3600A:tn,
где а - удельный расход энергии, равный 2.3 кВт ч/кг;
tn - время прошивки при подаче Wn 1 мм/с составляет 60 с.
А 2,3 0,116 0.267 кВт ч;
Р 3600 0,267:60 16,0 кВт. Удельная мощность равна
Ру P:F - 16,0 (248,8:100) - 6,43 кВт/см2.
Сила тока при напряжении U - 20,4 В и при cos p 0,8 равна
I PJJJ. , 16.0 : 20.4 OJ8 , о 98 кА cosp0,8 0,8 ° Э8(СА
Формула изобретения 1. Способ обработки электрическим оп- лавлением трубчатым электродом-инструментом по схеме трепанации, рабочую поверхность которого выполняют в виде наклонного профиля по опорным точкам, лежащим в плоскости, параллельной направлению рабочей подачи электрода-инструмента, отличающийся тем, что, с целью повышения производительности обработки за счет снижения неравномерности нагрузки источника питания, предварительно определяют допустимую по условиям нагрузки источника питания проекцию площади эрозионного промежутка на плоскость, перпендикулярную направлению рабочей подачи электрода-инструмента, число опорных точек профиля определяют
из соотношения
п
) Fi
где п - число опорных точек профиля;
R - наружный радиус трубчатого электрода-инструмента;
г - внутренний радиус трубчатого электрода-инструмента;
FI - допустимая по условиям нагрузки источника питания проекция площади эрозионного промежутка на плоскость, перпендикулярную направлению рабочей подачи, координаты опорных точек вдоль направления рабочей подачи определяют из соотношений
хм-(1-1)Ь
xi I Ь.
где хм и xi - координаты опорных точек в направлении рабочей подачи соответственно в точках (1-1) и I;
I - номер опорной точки;
b - толщина детали,
а координаты опорных точек перпендикулярно направлению рабочей подачи в неявном виде определяют из соотношения
&
arccos
R -yi
/ + -У + R )
± (R - УО VR2 - (R - У-)2 - arccos
R -yi
(±)±(R-y,)-V()2-J±
arccos
R - yi - i
ч-Г
L 180
±(R-yi-i)-VR2-(R-y.-i)2 R
)
где yi-1 и yi - координаты опорных точек перпендикулярно направлению рабочей подачи соответственно в точках (1-1) и i. при этом верхние знаки относятся к точкам, расположенным ниже оси электрода-инструмента, а нижние знаки относятся к точкам, расположенным выше этой оси.
яЈ 180
arccos
(
R - yi -1
)2 . У
15
Y
fa, ) j i,y)
. t
Фиг.1
Фи&. 2
где yi-1 и yi - координаты опорных точек перпендикулярно направлению рабочей подачи соответственно в точках (1-1) и i. при этом верхние знаки относятся к точкам, расположенным ниже оси электрода-инструмента, а нижние знаки относятся к точкам, расположенным выше этой оси.
./y-ft;
. . ч
&s, M
(, УЧ
№, Ч
4
Ut.J
.
Jxt.ysj
| Витлин В.Б., Давыдов А.С | |||
| Электрофизикохимические методы обработки в металлургическом производстве,- М,: Металлургия, 1988, с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Муравьев В.Ф., Малявин Б.Г., Юрченко Ю.Ф | |||
| Некоторые аспекты применения контактно-дуговой резки и обработки в ядерной энергетике.- Атомная энергия, т | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Кран машиниста для автоматических тормозов с сжатым воздухом | 1921 |
|
SU194A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
