Изобретение относится к обработке металлов давлением с использованием холодновысадочных автоматов.
Известен способ получения деталей в виде ступенчатых стержней с утолщением в средней части на одноударном пресс-автомате, заключающийся в том, что головку формируют соответствующим пуансоном за один удар.
Недостатком способа является невозможность формирования требуемой формы заготовки на длине высадки, превышающей критическую, из-за искажения формы высаживаемой части и ее макроструктуры.
Известен также способ изготовления ступенчатого стержня с использованием многопозиционных пресс-автоматов.
Головку со ступенью формируют за несколько переходов редуцированием и прямым выдавливанием, набор металла производят в середине стержня,
Недостатком этого способа является необходимость применения многопозиционСО
с
ных автоматов, производительность которых ниже производительности однопозици- онных прессов-автоматов. Кроме того стоимость однопозиционных прессов-автоматов ниже стоимости многопозиционных прессов.
Наиболее близким к предлагаемому является способ, заключающийся в получении необходимой формы стержня на двухпози- ционном прессе-автомате за два перехода, когда заготовку закрепляют в матрице, а затем производят сначала предварительную высадку с образованием конического набора, а затем окончательную высадку пуансоном с полостью, соответствующей форме готовой ступенчатой головки. Бурт, т.е утолщение может быть получен как вне инструмента на воздухе, так и в инструменте, в зависимости от требований, предъявляемых к размерам и форме этого бурта.
Недостатком известного способа является то, что при приложении усилия в торец
VI и
00 I.N 01 iO
заготовки возможны изгибы, зажимы, складки, несоосность, т.е. дефекты макроструктуры, ухудшающие качество заготовки.
Цель изобретения - устранение дефектов и повышение качества изделий путем рационального распределения усилий деформирования по всему объему, и как результат, исключение дефектов макроструктуры заготовки.
Поставленная цель достигается тем, что в способе изготовления стержня со ступенчатой головкой за два перехода на двух- ударном холодновысадочном автомате, заключающемся в закреплении в матрице заготовки со свободной длиной, превышающей критическую, проведении предварительной высадки с образованием конического набора в срединной ее части, а затем высадки готовой формы полым пуансоном, высадку полым пуансоном производят путем приложения усилия к боковой поверхности конического набора в зоне его меньшего диаметра и редуцирования в полость пуансона до упора заготовки в торец полости и последующей осадки до заполнения полости пуансона и образования готовой формы ступенчатой головки. Это позволяет снизить себестоимость поковки путем применения сравнительно недорого вида оборудования, расширить возможности его применения, повысить качество изделия.
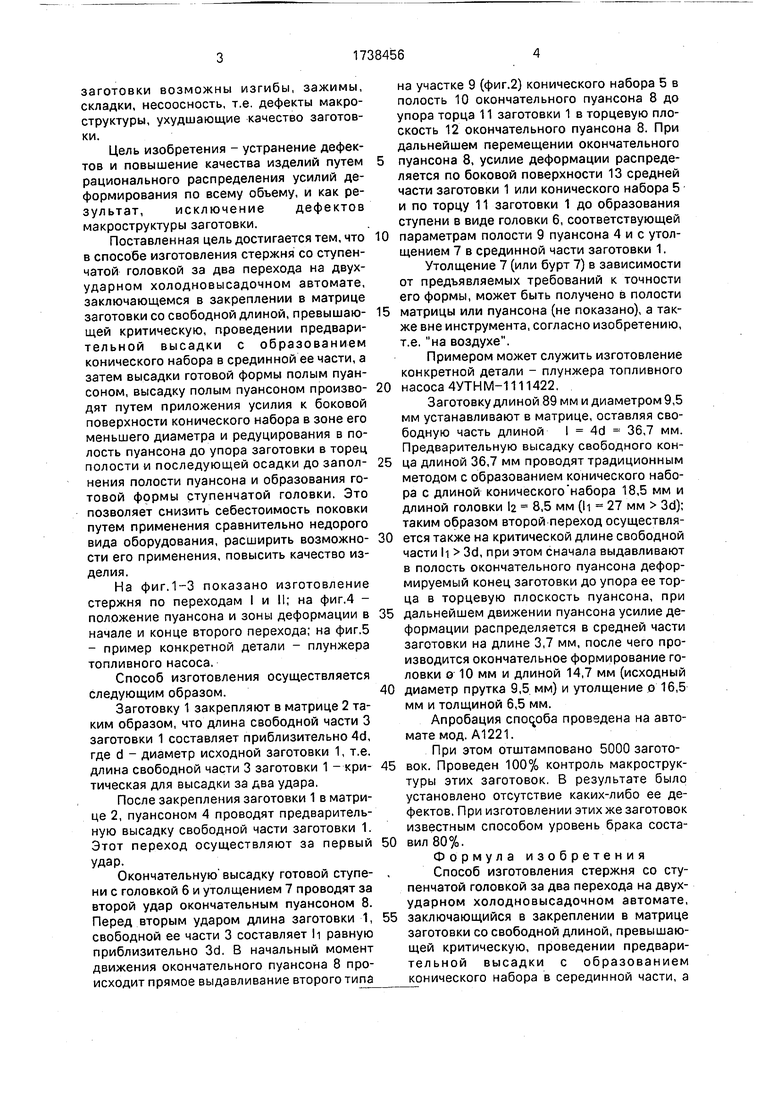
На фиг.1-3 показано изготовление стержня по переходам I и II; на фиг,4 - положение пуансона и зоны деформации в начале и конце второго перехода; на фиг.5 - пример конкретной детали - плунжера топливного насоса.
Способ изготовления осуществляется следующим образом.
Заготовку 1 закрепляют в матрице 2 таким образом, что длина свободной части 3 заготовки 1 составляет приблизительно 4d, где d - диаметр исходной заготовки 1, т.е. длина свободной части 3 заготовки 1 - критическая для высадки за два удара.
После закрепления заготовки 1 в матрице 2, пуансоном 4 проводят предварительную высадку свободной части заготовки 1. Этот переход осуществляют за первый Удар.
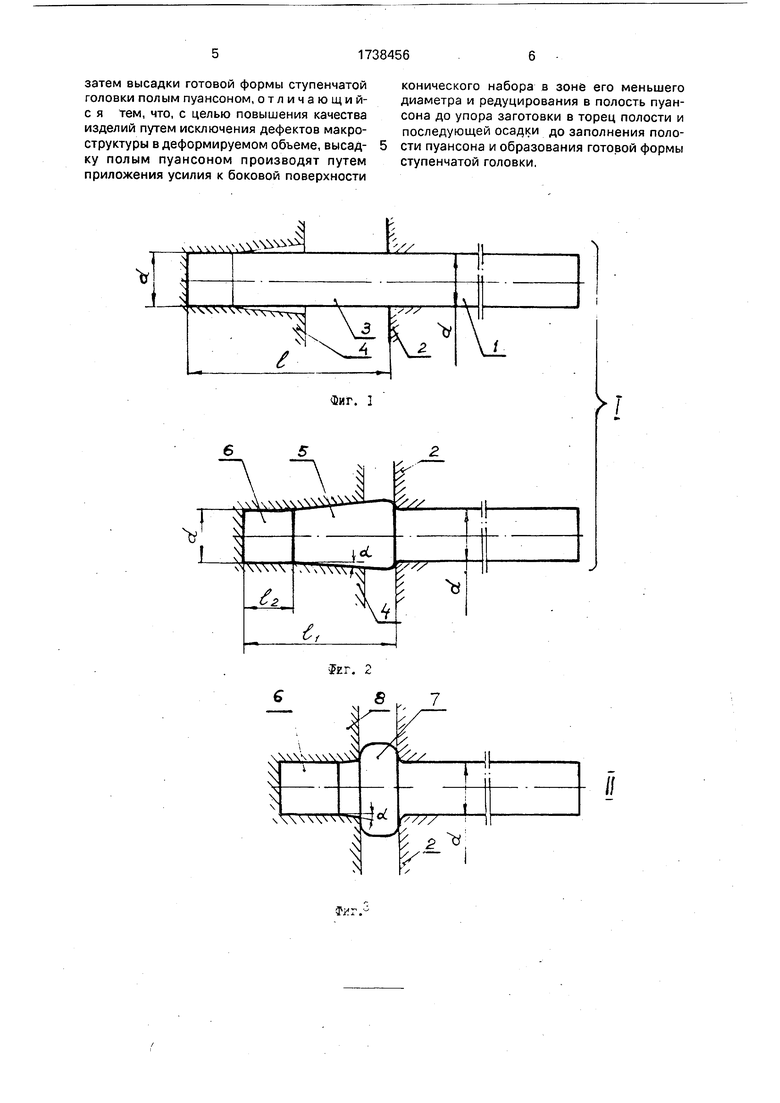
Окончательную высадку готовой ступени с головкой 6 и утолщением 7 проводят за второй удар окончательным пуансоном 8. Перед вторым ударом длина заготовки 1, свободной ее части 3 составляет Н равную приблизительно 3d. В начальный момент движения окончательного пуансона 8 происходит прямое выдавливание второго типа
на участке 9 (фиг.2) конического набора 5 в полость 10 окончательного пуансона 8 до упора торца 11 заготовки 1 в торцевую плоскость 12 окончательного пуансона 8. При дальнейшем перемещении окончательного
пуансона 8, усилие деформации распределяется по боковой поверхности 13 средней части заготовки 1 или конического набора 5 и по торцу 11 заготовки 1 до образования ступени в виде головки 6, соответствующей
0 параметрам полости 9 пуансона 4 и с утолщением 7 в срединной части заготовки 1.
Утолщение 7 (или бурт 7) в зависимости от предъявляемых требований к точности его формы, может быть получено в полости
5 матрицы или пуансона (не показано), а также вне инструмента, согласно изобретению, т.е. на воздухе.
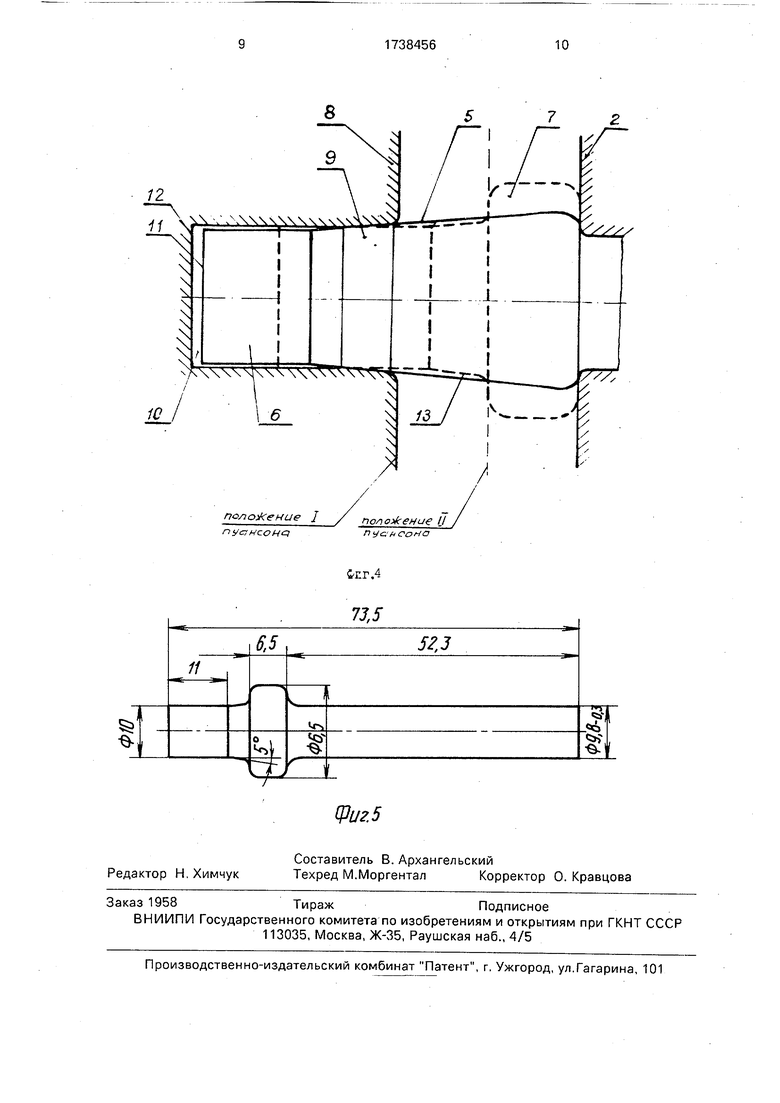
Примером может служить изготовление конкретной детали - плунжера топливного
0 насоса 4УТНМ-1111422,
Заготовку длиной 89 мм и диаметром 9,5 мм устанавливают в матрице, оставляя свободную часть длиной I 4d - 36,7 мм. Предварительную высадку свободного кон5 ца длиной 36,7 мм проводят традиционным методом с образованием конического набора с длиной конического набора 18,5 мм и длиной головки 2 8,5 мм (И 27 мм 3d); таким образом второй переход осуществля0 ется также на критической длине свободной части И 3d, при этом сначала выдавливают в полость окончательного пуансона деформируемый конец заготовки до упора ее торца в торцевую плоскость пуансона, при
5 дальнейшем движении пуансона усилие деформации распределяется в средней части заготовки на длине 3,7 мм, после чего производится окончательное формирование головки о 10 мм и длиной 14,7 мм (исходный
0 диаметр прутка 9,5 мм) и утолщение о 16,5 мм и толщиной 6,5 мм.
Апробация способа проведена на автомате мод. А1221.
При этом отштамповано 5000 загото5 вок. Проведен 100% контроль макроструктуры этих заготовок. В результате было установлено отсутствие каких-либо ее дефектов, При изготовлении этих же заготовок известным способом уровень брака соста0 вил 80%.
Формула изобретения Способ изготовления стержня со ступенчатой головкой за два перехода на двух- ударном холодновысадочном автомате,
5 заключающийся в закреплении в матрице заготовки со свободной длиной, превышающей критическую, проведении предварительной высадки с образованием конического набора в серединной части, а
затем высадки готовой формы ступенчатой головки полым пуансоном, отличающий- с я тем, что, с целью повышения качества изделий путем исключения дефектов макроструктуры в деформируемом объеме, высадку полым пуансоном производят путем приложения усилия к боковой поверхности
конического набора в зоне его меньшего диаметра и редуцирования в полость пуансона до упора заготовки в торец полости и последующей осадки до заполнения полости пуансона и образования готовой формы ступенчатой головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ ЗАКЛЕПОК | 1996 |
|
RU2107574C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2000 |
|
RU2175277C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2393937C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ ЗАКЛЕПОК | 1997 |
|
RU2133167C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВ С ВНУТРЕННИМ ШЕСТИГРАННИКОМ | 2001 |
|
RU2204457C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2002 |
|
RU2220808C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2020 |
|
RU2759281C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММНЫХ БОЛТОВ | 2020 |
|
RU2755786C1 |
Использование: относится к области обработки металлов давлением с использованием холодновысадочных автоматов. Сущность изобретения: при образовании готовой формы ступенчатой головки на втором переходе штамповки усилие прикладывают к боковой поверхности конического набора, полученного на первом переходе, в зоне его меньшего диаметра и осуществляют редуцирование в полость пуансона. После упора заготовки в торец полого пуансона осуществляют ее осадку до заполнения полости пуансона. 5 ил.
Фиг.
Јгг. 2
1
8
7
т
10
I 6
положение J пуансоцсз
положение Ц л ye
73,5
52,3
«5f
.«
t
| Биллигман И | |||
| Высадка и другие методы объемной штамповки | |||
| - М.; Машгиз, с.423, фиг.483. |
