со
О)
ел ю
Ot)
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентирования листов магнитопровода электрической машины | 1985 |
|
SU1343508A1 |
| Устройство для ориентации листов магнитопроводов | 1980 |
|
SU875544A1 |
| Оправка для изготовления пакетов магнитопроводов электрических машин | 1986 |
|
SU1494137A1 |
| Полуавтомат для сборки пластинчатых магнитопроводов трансформаторов | 1986 |
|
SU1399827A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1984 |
|
SU1334294A1 |
| Устройство для сборки листов магнитопровода | 1989 |
|
SU1737636A1 |
| Устройство для сборки статора электрической машины | 1989 |
|
SU1786602A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2171530C1 |
| Способ изготовления магнитопроводов | 1981 |
|
SU1069077A1 |
| Устройство для сборки шихтованных магнитопроводов электрических машин | 1987 |
|
SU1594652A1 |
Изобретение относится к области электротехники и может быть использовано при производстве электрических машин. Цель изобретения - повьшение производительности. Листы 2 магнито- провода для предварительного ориентирования собирают на заходную часть 1 центральной оправки 3 с зазором. Затем приводят направляющий стержень 4 в колебательное движение в плоскости, перпендикулярной продольной оси цент-, ральной оправки 3, с амплитудой не менее максимальной ширины паза и одновременно продвигают вдоль упомянутой оси,Далее .переводят магнитопро- вод на основной участок центральной оправки. Направляющий стержень 4 может быть выполнен гибким, на его рабочем конце расположена пара качения. 3 ил.
сриг. 1
Изобретение относится к электротехнике и можут быть использовано в производстве электрических мапшн преимущественно малой мощности при сборке поперечно-шихтованных магни- топроводов.
Цель изобретения - повышение производительности.
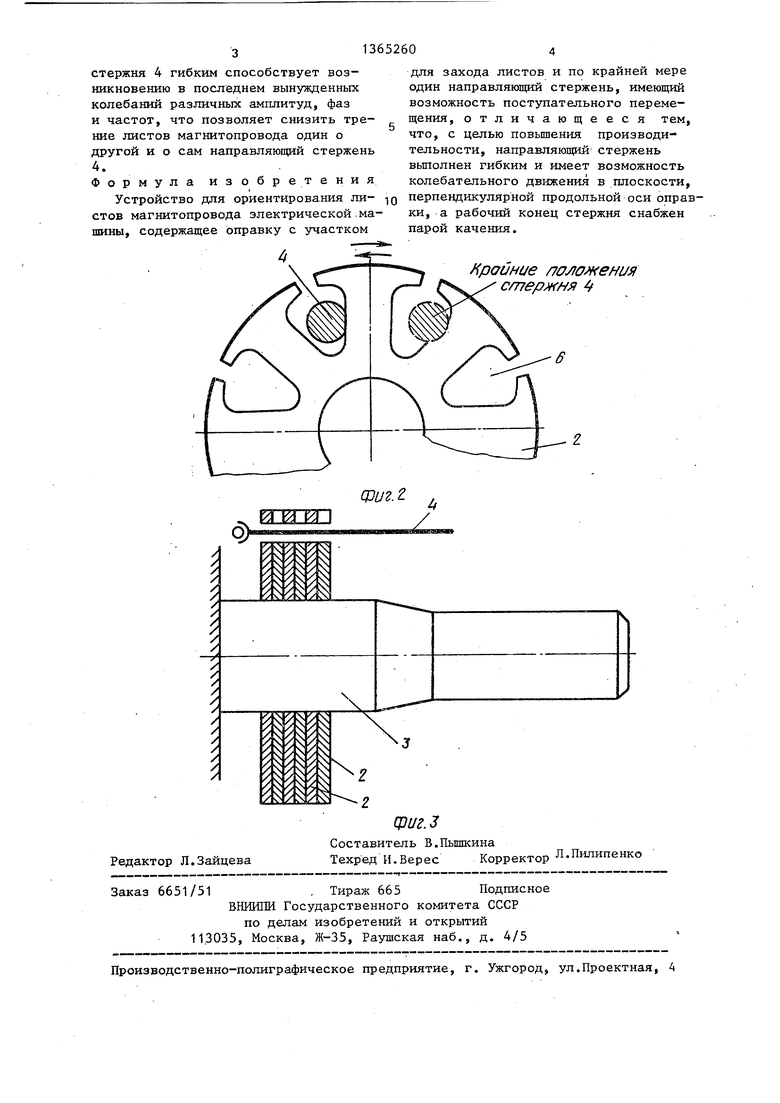
На фиг,1 изображен вариант устрой- Q жению с амплитудой не менее максиства в момент начала предварительного ориентирования листов по пазам; на фиг. 2 - движение направляющего стержня относительно паза листа магнитопровода} на фиг. 3 - сечение па- 15 кета магнитопровода в окончательной сборке на основной части оправки.
Устройство содержит оправку, имеющую заходную часть 1 центральной оправки, на которуюподают отдельные 20 листы 2 магнитопровода, основную . часть оправки 3, слуйсащую для окончательного ориентирования всего пакета магнитопровода по внутреннему диаметру, закрепленную на основании, 25 направляющий стержень 4, имеющий возможность поступательного перемещения и колебательного, так как выполнен гибким, пару 5 качения (например.
мальной ширины паза с одновременным продвижением вдоль продольной оси центральной оправки, рабочий конец направляющего стержня 4 соскальзывает с плоскости листа магнитопровода и попадает в ближайший паз 6.
Предварительное ориентирование по всех последующих листов магнито провода происходит аналогичным образом, лишь с той разницей, что уже ориентированные по пазу листы нанизаны и движутся вместе с направляющим стержнем 4.
После предварительного ориентирования по произвольному пазу весь пакет листов 2 надвигают на основную часть оправки 3, где происходит их окончательное ориентирование по внут реннему диаметру, В частности надвишаровую), выполненную на рабочем кон- зо гание пакета листов магнитопровода
це направляющего стержня 4.
Устройство работает следующим об- Ьазом.
Перед сборкой отдельные листы 2 магнитопровода пакетируют в стопки, например после взвешивания, и подают произвольно ориентированными один относительно другого на заходную часть 1 оправки. Поскольку наружньй диаметр заходной части оправки 1 может быть существенно (в несколько раз) меньше внутреннего диаметра подаваемых листов 2 собираемого магнитопровода, то на одевание всей стопки листов затрачивается не более нескольких секунд.
Несориентированные один отньсите- льно другого отдельные листы 2 начинают ориентировать по пазам (предварительное ориентирование), для чего приводят направляющий стержень 4 в колебательное движение в плоскости, перпендикулярной продольной оси центральной поравки, с его одновременным продвижением вдоль этой оси. При этом возможны два случая: либо рабочий конец направляющего стержня 4 сразу попадает в паз 6 первого, считая от заходного конца оправки, ли35
40
на основную часть может быть осуществлено в процессе прессования, ко- торьй обычно следует за процессом ориентирования листов по пазам и внутреннему диаметру.
При необходимости устранения рас- шихтовки пакета листов магнитопровода, возникшей при перемещении пакета на основную часть центральной оправки, в любом из пазов можно ввести направляющий стержень, поперечные линейные размеры которого равны шири не паза.
При изготовлении магнитопроводов асинхронных двигателей скос пазов может быть получен разворотом относительно продольной оси магнитопро- вода направляющего стержня на требуе мый угол.
Для снижения трения, а следовательно, облегчения соскальзьшания рабочего конца направляющего стержня 4 в плоскости листов 2 магнитопровода и уменьшения затрат времени при сборке пакетов магнитопроводов на конце направляющего стержня 4 может быть установлена пара 5 качения (например, шаровая).. Наличие пары 5 и выполнение самого направляющего
50
55
ста 2 магнитопровода, и предварительное ориентирование по пазу 6 первого листа происходит практически сразу, либо в случае непопадания в паз 6 рабочий конец направляющего стержня 4 упирается в плоскость листа 2 магнитопровода. В этом случае, благодаря своему колебательному двимальной ширины паза с одновременным продвижением вдоль продольной оси центральной оправки, рабочий конец направляющего стержня 4 соскальзывает с плоскости листа магнитопровода и попадает в ближайший паз 6.
Предварительное ориентирование по всех последующих листов магнитопровода происходит аналогичным образом, лишь с той разницей, что уже ориентированные по пазу листы нанизаны и движутся вместе с направляю щим стержнем 4.
После предварительного ориентирования по произвольному пазу весь пакет листов 2 надвигают на основную часть оправки 3, где происходит их окончательное ориентирование по внутреннему диаметру, В частности надви5
0
на основную часть может быть осуществлено в процессе прессования, ко- торьй обычно следует за процессом ориентирования листов по пазам и внутреннему диаметру.
При необходимости устранения рас- шихтовки пакета листов магнитопровода, возникшей при перемещении пакета на основную часть центральной оправки, в любом из пазов можно ввести направляющий стержень, поперечные линейные размеры которого равны ширине паза.
При изготовлении магнитопроводов асинхронных двигателей скос пазов может быть получен разворотом относительно продольной оси магнитопро- вода направляющего стержня на требуемый угол.
Для снижения трения, а следовательно, облегчения соскальзьшания рабочего конца направляющего стержня 4 в плоскости листов 2 магнитопровода и уменьшения затрат времени при сборке пакетов магнитопроводов на конце направляющего стержня 4 может быть установлена пара 5 качения (например, шаровая).. Наличие пары 5 и выполнение самого направляющего
0
5
стержня 4 гибким способствует возникновению в последнем вынужденных колебаний различных амплитуд, фаз и частот, что позволяет снизить трение листов магнитопровода один о другой и о сам направляющий стержень 4.
Формула изобретения Устройство для ориентирования листов магнитопровода электрической , машины, содержащее оправку с участком
для захода листов и по крайней мере один направляющий стержень, имеющий возможность поступательного перемещения, отличающееся тем, что, с целью повышения производительности, направляющий стержень вьшолнен гибким и имеет возможность колебательного движения в плоскости, перпендикулярной продольной оси оправки, а рабочий конец стержня снабжен парой качения.
/Крайние стержня
Фиг.г
| Способ сборки листов магнитопровода ротора электрических машин | 1972 |
|
SU647803A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
