Фиг.}
Изобретение относится к электромашиностроению, а именно к устройствам для сборки листов магнитопроводов электрических машин.
Известны устройства для пакетирова- ния листов ротора перед заливкой, представляющиесобойстерженьцилиндрической формы со шпонкой, на который свободно насаживаются листы.
Однако для свободной насадки листов на стержень требуются значительные зазоры в сопряжении стержень - лист, что приводит к увеличению расшихтовки листов в пакете, к уменьшению сечения пазов в свету и, следовательно, к снижению качества собираемых магнитопроводов.
Наиболее близким к предлагаемому является устройство, включающее сборник и оправку. Сборник представляет собой нижнюю и верхнюю плиты, скрепляемые колон- ками, расточенными по наружному диаметру роторного листа. В нижней плите установлен наклонный стержень, обеспечивающий заданный скос пазов.
Оправка цилиндрической формы по ди- аметру выполнена на 0,25 мм меньшей диаметра отверстия листа.
При сборке пакет листов вкладывают в съемник, базируя его по наружному диаметру, причем один из пазов надевают на на- клонный стержень. Сборник закрывают верхней плитой, а в отверстие пакета вставляют оправку. Затем приспособление передают под пресс, прессуют и запирают при помощи втулки и штифта. После этого сбор- ник снимают и сердечник с оправкой передают на заливку.
Недостатком этого устройства является низкое качество ориентации листов при сборке (большая расшихтовка). Для обес- печения пакетирования листов в сборнике необходимо наличие зазоров по базовым сопрягаемым поверхностям (наружному диаметру и пазам). Причем, чем больше указанные зазоры, тем лучше условия сборки и больше расшихтовка. Оправка имеет диаметр на 0,25 мм меньший, чем диаметр отверстия листа. Тем самым, только по этому параметру возможная расшихтовка составляет 0,25 мм, в то время, как оговорен- ное чертежами суммарное уменьшение размеров пазов в пакете по сравнению с размерами пазов в листе не должно превышать 0,2 мм.
Используемый для придания заданного угла скоса пазов в пакете наклонный стержень обладает низкой жесткостью. При сборке листов в сборник, и, особенно, при прессовании стержень изгибается, изменяя, тем самым, угол наклона пазов. Поэтому имеет место нестабильность угла скоса пазов в пакете.
Поскольку дозирование листов в пакете осуществляется по массе, длина сжатого пакета может колебаться в достаточно больших пределах. При этом степень сжатия листов на оправке может быть различной и при минимальных длинах пакетов оказывается недостаточной для удержания их от проворота. Поэтому возможно смещение листов в процессе складирования и транспортирования пакетов на оправке к литейной машине.
Устройство, кроме того, характеризуется низкой технологичностью.поскольку для одевания верхней плиты сборника на колонки необходимо совместить их посадочные поверхности, что вызывает определенные сложности для рабочего.
Целью изобретения является повышение производительности и улучшение качества сборки.
Поставленная цель достигается тем, что устройство, включающее основание, на котором размещен корпус с закрепленными на нем лепестками, шпонку и привод возвратно-поступательного перемещения, снабжено тягой, установленной внутри корпуса, причем в корпусе выполнены пазы для размещения лепестков, а шпонка выполнена из двух частей одна из которых закреплена на корпусе, а другая снабжена приводом ее перемещения в тангенциальном направлении относительно оси устройства, при этом тяга связана с приводом ее возвратно-поступательного перемещения, а лепестки кинематически связаны с тягой.
Наличие тяги, снабженной приводом возвратно-поступательного перемещения, установленной внутри корпуса и кинематически связанной с лепестками, обеспечивает возвратно-поступательное перемещение лепестков в радиальном направлении, позволяя изменять диаметр окружности, описанной по наружной поверхности лепестков.
При минимальном значении указанного диаметра окружности листы свободно (с зазором) перемещаются вдоль рабочей поверхности лепестков. При этом время загрузки листов на устройство сокращается, а следовательно, повышается производительность труда. При максимальном значении указанного диаметра окружности происходит центрирование т.е. совмещение осей листов и устройства по внутреннему диаметру (беззазорно) и, следовательно, повышается качество собираемых магнитопроводов. Выполнение шпонки из двух частей, одна из которых закреплена на корпусе, а другая
снабжена приводом ее перемещения в тангенциальном направлении относительно оправки, позволяет изменять рабочую ширину шпонки. При минимальной ширине - листы свободно (с зазором) перемещаются вдоль шпонки и время загрузки сокращается, а следовательно, повышается производительность труда.
При максимальной ширине шпонки происходит ориентирование листов по шпоночному пазу (беззазорно), т.е. совмещение листов по углу.
В результате беззазорного центрирования и ориентации листов повышается качество собираемых магнитопроводов.
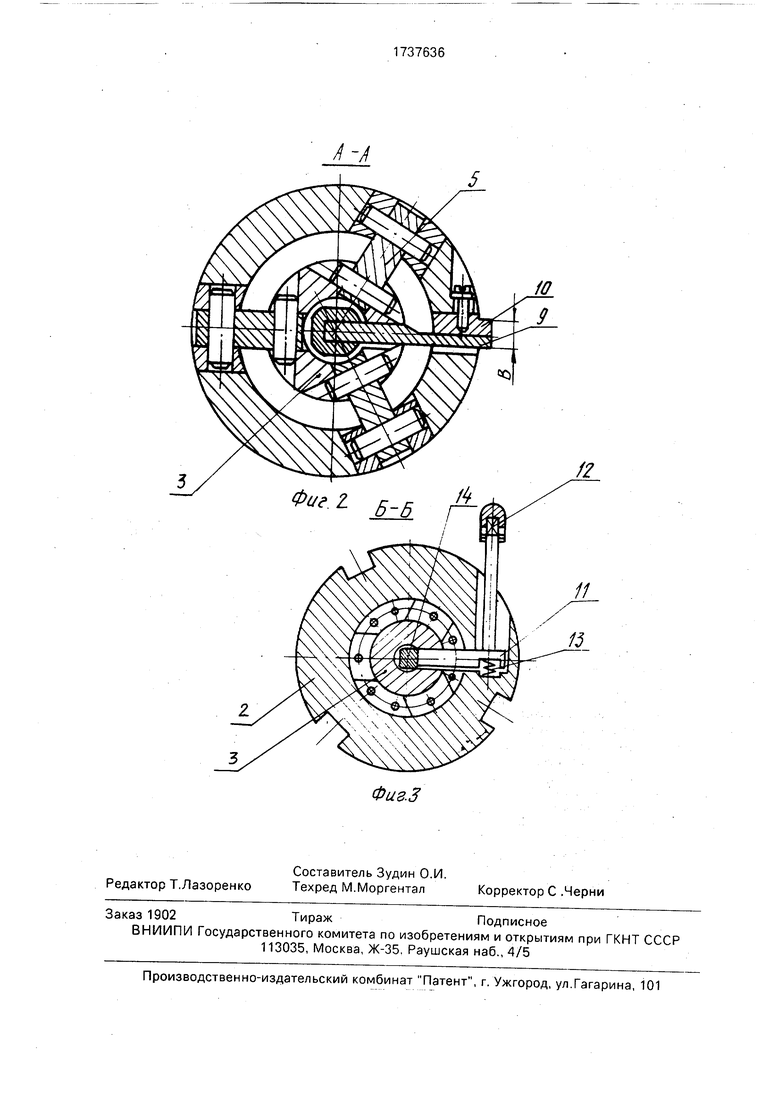
На фиг. 1 изображено устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство содержит корпус 1, установленный на основании 2. Тяга 3 с установленными на осях 4 серьгами 5 размещена внутри корпуса 1. На свободных концах серег 5 на осях 6 расположены лепестки 7. Тяга 3 поддерживается в верхнем положении пружиной 8. Внутри тяги 3 размещена подвижная часть 9 шпонки, а в корпусе 1 - неподвижная часть 10 шпонки. С подвижной частью 9 шпонки связан кронштейн 11 столкателем 12. Пружина 13 предназначена для поджатия подвижной части 9 шпонки к неподвижной 10. Стержень обозначен позицией 14.
Устройство обеспечивает ориентацию и центрирование листов по его внутреннему диаметру и шпоночному пазу листа.
Устройство работает следующим образом.
В исходном положении тяга 3 под действием пружины 8 находится в крайнем вер- хнем положении, что соответствует минимальному диаметру окружности, описанной по наружной поверхности лепестков 7. При перемещении тяги 3 вниз под действием гидроцилиндра (не показан) серьги 5. поворачиваясь на осях 4 и 6, выдвигают лепестки 7, что соответствует максимальному диаметру окружности, описанной по наружной поверхности последних
При минимальном диаметре, образованном поверхностью лепестков, за счет зазора между их поверхностью и внутренним диаметром листов, последние перемещаются вдоль устройства под действием собственного веса. При максимальном диаметре, образованном поверхностью лепестков, происходит беззазорное центрирование листов по внутреннему диаметру.
Для ориентации листов по шпоночному пазу толкателем 12 перемещают кронштейн
11, жестко связанный с поворотным стержнем 14, который жестко связан с подвижной частью 9 шпонки. Возврат шпонки в исходное положение осуществляется пружиной
13. При перемещении подвижной части 9 шпонки изменяется ее рабочая ширина (В), причем это перемещение синхронно с перемещением лепестков 7.
При минимальной ширине шпонки между ее рабочей поверхностью и шпоночным пазом создается зазор, обеспечивающий свободное перемещение листов. При максимальной ширине шпонки ее рабочая поверхность взаимодействует с поверхностью
шпоночного паза листов, обеспечивая их ориентацию.
Таким образом, листы перемещаются вдоль устройства при периодическом изменении поперечных сечений лепестков и
шпонки, периодически центрируясь и ориентируясь. После перегрузки листов на устройство лепестки и шпонка фиксируются в положениях, обеспечивающих их максимальные значения, что обеспечивает возможностьихпоследующего
транспортирования.
Предлагаемое устройство для сборки листов сердечников магнитопроводов позволяет производить процесс сборки магнитопроводов как с прямыми (фиг. 1-3), так и со скошенными пазами с высокой производительностью и высоким качеством. При сборке магнитопроводов со скошенными пазами угол наклона сопрягающихся поверхностей неподвижной и подвижной частей шпонки должен соответствовать углу скоса пазов.
Формула изобретения
Устройство для сборки листов магнитопровода, включающее основание, на котором размещен корпус, оправку со шпонкой, закрепленную на корпусе, и привод возвратно-поступательного перемещения, отличающееся тем, что. с целью повышения производительности и улучшения качества сборки путем беззазорного перемещения листов по оправке, оно снабжено тягой, установленной внутри
оправки, оправка снабжена лепестками, а корпус имеет пазы для размещения лепестков оправки, шпонка выполнена из двух частей, одна из которых закреплена на корпусе, а другая снабжена приводом ее
перемещения в тангенциальном направлении относительно оправки, при этом связана с приводом возвратно-поступательного перемещения, а лепестки кинематически связаны с тягой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки статора электрической машины | 1989 |
|
SU1786602A1 |
| Устройство для шихтовки пластин сердечников электрических машин | 1990 |
|
SU1812595A1 |
| УСТРОЙСТВО для ПАКЕТИРОВАНИЯ РОТОРПЫХ ЛИСТОВ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1972 |
|
SU340356A1 |
| Устройство для сборки магнитопровода со статором-ротором | 1989 |
|
SU1640791A1 |
| Способ сборки листов магнитопровода ротора электрических машин | 1972 |
|
SU647803A1 |
| Устройство для сборки пакетов магнитопроводов электрических машин | 1981 |
|
SU961052A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1984 |
|
SU1334294A1 |
| Устройство для отделения пакета пластин магнитопроводов | 1979 |
|
SU860219A1 |
| Устройство для ориентации и пакетирования пластин магнитопроводов электрических машин | 1982 |
|
SU1030924A1 |
| Устройство для сборки пластинчатых сердечников магнитопроводов электрических машин | 1980 |
|
SU1010700A1 |
Использование: при изготовлении маг- нитопроводов электрических машин для обеспечения ориентации и центрирования листов по его внутреннему диаметру и шпоночному пазу. Сущность изобретения: тяга 3 с установленными на осях 4 серьгами 5 размещена в корпусе 1. На свободных концах серег расположены лепестки 7. Внутри тяги 3 размещена подвижная часть шпонки, а в корпусе - неподвижная часть. С подвижной частью шпонки связан толкатель. 3 ил.
| Виноградовы.В | |||
| Производство электрических машин | |||
| М.: Энергия, 1970, с | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
| Способ сборки листов магнитопровода ротора электрических машин | 1972 |
|
SU647803A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
