СА: а
ел
4
а
Изобретение относится к обработке металлов давлением и может быть нсполь- зоваио при контроле наличия и расположения деталей на рабочей позиции, в частности в электронной промышленности для контроля наличия и правильности расположения деталей в штампах, в , робототехнологических штамповках, комплексах РТШК-3, а также наличия деталей в схватках промышленных роботов или на ра- бoчieй позиции перед ними.
Целью изoбpeteния является расширение тех юлогических возможностей устройства и повышение надежности его работы.
На фиг. 1 схематично изображено пред- лягаемое устройство, общий вид; на фиг. 2 - эжектор; i)a фиг. 3 - узел крепления трубки к шайбе.
Пневматическое устройство для контроля наличия и расположения деталей на рабочей позиции состоит из трубки эжектора 1, соединенной одним концом с гибкой трубкой 2, а другим с помошью гибкой трубки 3 - с чувствительным пневмоэлек- трическим реле 4.
Гибкая трубка 2 соединена с тройником 5, струйные трубки 6 которого свободно входят в отверстия матрицы 7. В гнездах матрицы 7 размещены пружины 8, опорой которых служат крышки 9. Удерживающие щайбь 10 с помощью пружины 8 поджимают трубки 6 к контролируемой детали, фиксирование которой осуществляется с по- мощью ловителей П. Над матрицей 7 размещен пуансон 12 (показан условно).
Трубка эжектора 1 состоит из двух концентрически размещенных трубок 13 и 14. Трубка 13 по диаметру меньше трубки 14. Подвод сжатого воздуха к эжектору осуществляется через трубку 15.
Контролируемая деталь 16 располагается между ловителями П. При отсутствии контролируемой детали 16 концы струйных тру- бок 6 для средних размеров деталей выступают на 0,5-0,8 мм, от рабочей поверхности штампа 7. Шайба 10 (см. фиг. 3) за счет пружинящих лепестков жестко фиксирует струйные трубки б в онределен1гом верхнем положении. Шайба 10 выполнена из пружинной стали 65Г толщиной 0,2-0,3 мм. Усилие пружины 8 должно быть незначительным, но достаточным для преодоления силы трения трубки 6 в канале штампа, для постоянного поддержа- ния ее в верхнем положении.
Работа устройства осуществляется следующим образом.
0
5
S
5 30
35
45 50
При подаче воздуха под давлением ,2-1,5 кг/см в трубку 15 эжектора 1 воздух свободно проходит через трубку 2, тройник 5 и струйные трубки 6 наружу.
При этом в трубке 13 за счет эжек- ции образуется .вакуум, который не вызывает срабатывания пневмоэлектрнческого реле 4. При наличии детали 16 в штампе 7 трубки 6 закрываются и расход воздуха в трубке 1 резко изменяется, давление в трубке 13 повышается и через трубки 3 передается в реле 4,- оно срабатывает, сигнализируя о наличии и правильности расположения детали 16. Если деталь легла неправильно, например одним краем легла на ловитель П, одна из струйных трубок 6. будет открыта и расход воздуха в трубке 1 не изменится, а в трубке 13 будет сохраняться вакуум, реле 4 не срабатывает и следовательно, пресс не сработает. Переходник-размножитель (тройник) выполнен так, чтобы сопротивле1П1е истечению воздуха было минимальным. Каналы для прохождения воздуха выполнены под углом не более 30°.
Таким образом, имея одно устройство, можно иметь различное количество струйных трубок и контролировать наличие и правильность расположения контролируемых деталей любой геометрической формы в некоторых точках одновременно.
Испытание предлагаемого устройства дало положительные результаты и при установке его на схватах робота. Причем длина струйных трубок не должна превышать 1 м (в противном случае значительно увеличивается время срабатывания реле 4).
Формула изобретения
Пневматическое устройство для контроля наличия и расположения деталей на рабочей позиции щтампа, содержащее источник сжатого воздуха с соплом, соединенным со струйной трубкой, выходящей на рабочую позицию устройства, а также датчик контроля, отличающееся тем, что, с целью расширения технологических возможностей и повы1ления надежности, оно снабжено тройником с одним входным и двумя выходными отверстиями, дополнительной струйной, трубкой, выходящей на рабочую позицию устройства, сопло выполнено в виде двух концентрически размещенных трубок, образующих эжектор, диффузор которого соединен с входным отверстием тройника, а с его выходными отверстиями соединены струйные трубки, рабочие концы которых установлены с возможностью вертикального перемещения.
ff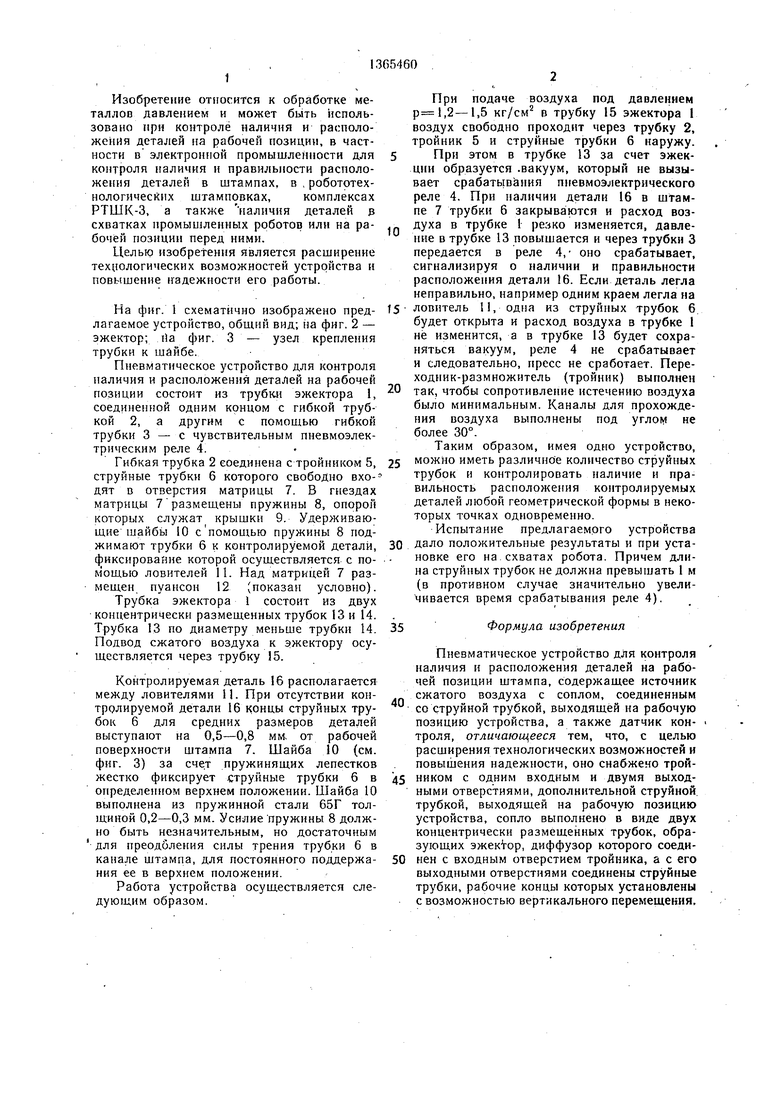
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля и сортировки деталей | 1983 |
|
SU1120164A1 |
| ОЧУВСТВЛЕННЫЙ ВАКУУМНЫЙ ЗАХВАТ | 2005 |
|
RU2283751C1 |
| Схват промышленного робота | 1977 |
|
SU662344A1 |
| ЗАХВАТ ПРОМЫШЛЕННОГО РОБОТА | 1998 |
|
RU2141396C1 |
| Пневматическое устройство для контроля внутреннего диаметра кольца | 1983 |
|
SU1096495A1 |
| СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ СТРУЕЙ ЖИДКОСТИ ПОД ВЫСОКИМ ДАВЛЕНИЕМ И СООТВЕТСТВУЮЩЕЕ ПРОМЫШЛЕННОЕ УСТРОЙСТВО | 2011 |
|
RU2533147C2 |
| Струйный датчик контроля наличия и правильности положения заготовки в штампе | 1980 |
|
SU979006A1 |
| Устройство подачи заклепок | 1986 |
|
SU1417990A2 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ СТОЧНЫХ ВОД | 2024 |
|
RU2828059C1 |
| Устройство для контроля и сортировки деталей | 1987 |
|
SU1443977A1 |
Изобретение отиосится к устройствам дли контроля наличия и расположения де талей на позициях обработки. Устройство позволяет расширить технологические возможности и повысить надежность в работе. Устройство снабжено тройником с двумя отверстиями, струйной трубкой, а сопло выполнено в виде двух концентрически размещенных трубок, образующих эжектор. Лри отсутствии контролируемой детали на рабочей позиции сжатый воздух свободно проходит через эжектор, который образует вакуум, и -пневмоэлектрнческое реле не срабатывает. В противном случае реле выдает сигнал о наличии обрабатываемой детали на рабочей позиции. 3 ил.
13
| Авторское свидетельство СССР, № 596324, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
