Х)
СО
Фиг.
К5
Изобретение относится к клепально- сборочным работам, в частности к устройствам для обеспечения подачи и установки заклепок в отверстия собираемых деталей, может быть использовано в составе сборочных робото-технологических комплексов и является усовершенствованием устройства по авт. св. № 1134278.
Цель изобретения - повышение надежности процесса сбопки заклепок с пакетом деталей.
Указанная цель достигается за счет сочетания в устройстве функции жесткого ловителя при прошивке пакета деталей и возможности свободного утапливания ловителя от небольших осевых усилий воздушного потока, действуюшего на заклепку.
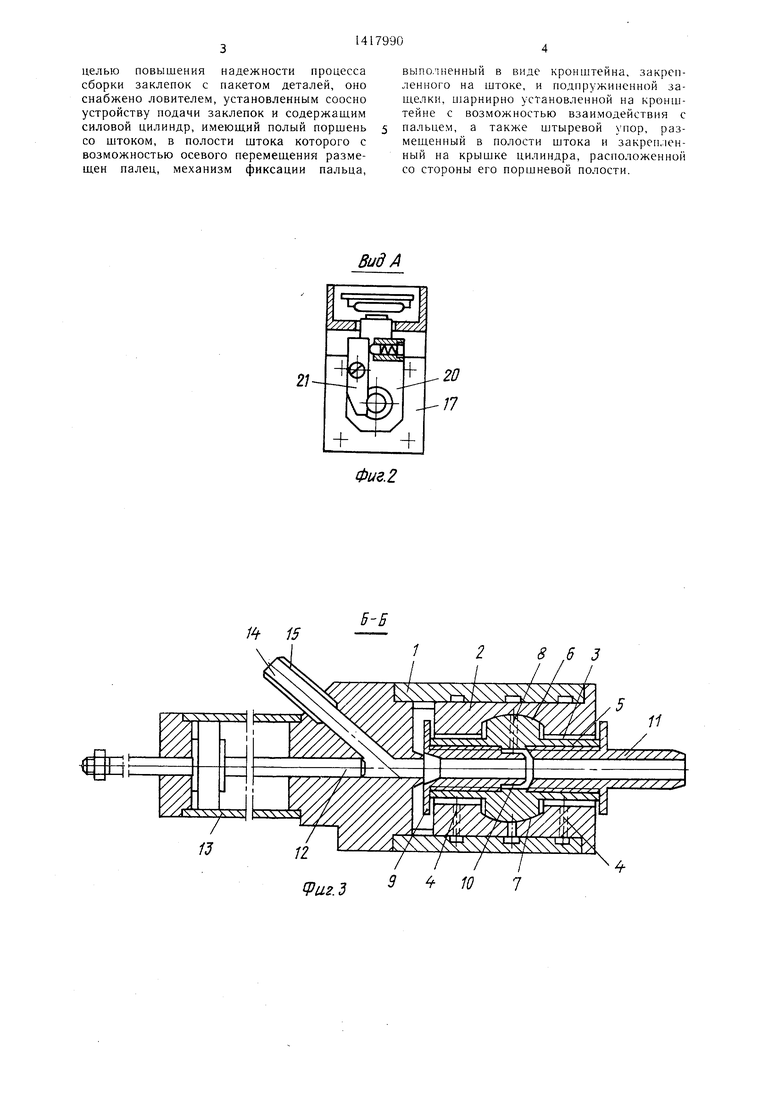
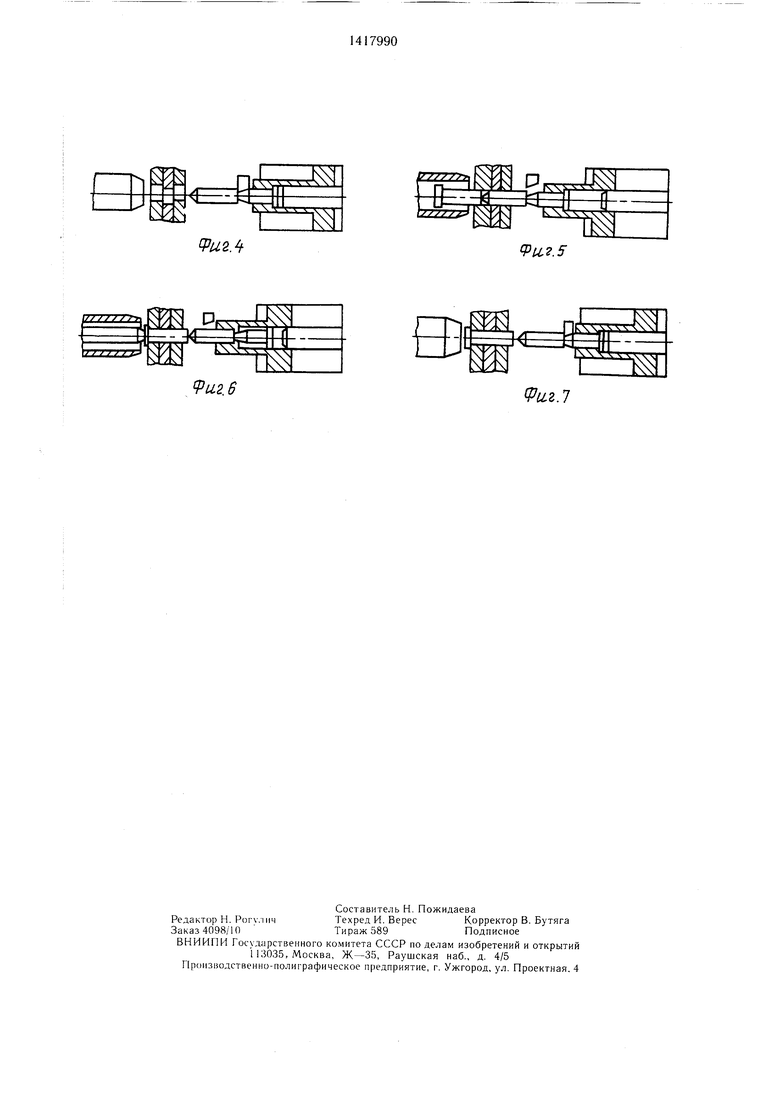
На фиг. 1 изображено предлагаемое устройство, обш1ИЙ вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - устройство,исходное состояние; на фиг. 5 - прошивка пакета г|альцев ловителя; на фиг. 6 - установка заклепки в пакет деталей; на фиг. 7 - отвод пальца ловителя в исходное состояние.
Устройство подачи заклепок содержит основание 1, на котором установлен механизм подачи заклепок, состояш,ий из корпуса 2 с осевым каналом 3 и соплами 4, соединенными с источником сжатого воздуха, направляюшей втулки 5 для ориентации заклепок, установленной с зазором в осевом канале 3. Корпус 2 выполнен с внутренней сферической поверхностью 6, а направляющая втулка 5 - с наружной сферической поверхностью 7 и соплами 8. В направляюшей втулке 5 концентрично расположена дополнительная втулка 9, которая образует кольцевую полость 10, сообщаюшуюся с источником сжатого воздуха через сопла 8. На торце направляющей втулки 5 жестко закреплен патрубок 11 с ограничительным фланцем. Соосно осевому каналу 3 установлен шток-толкатель 2 пневмоци- линдра 13. В основании 1 выполнено наклонное отверстие 14 с подводным лотком 15 механизма поштучной выдачи заклепок. На основании 1 посредством кронштейна 16 установлен соосно ловитель, который выполнен в виде силового пневмоцилиндра 17 с полым штоком 18. В полости последнего размещен палец 19 с возможностью продольного перемещения. На конце штока 18 жестко закреплен механизм фиксации пальца, выполненный в виде закрепленного на штоке поршня кронштейна 20 с шарнирно установленной подпружиненной защелкой 21. На кронштейне 16 установлены датчики 22 и 23 переднего и заднего положений штока 18 и упор 24. На крышке 25 пневмоцилиндра 17, размещенной со стороны поршневой полости.
смонтирован штыревой упор 26 для возврата пальца при исходном положении.
Устройство работает следующим образом.
При подаче собираемых деталей 27 на позицию сборки (фиг. 4, исходное положение механизмов) происходит срабатывание пневмоцилиндра 17, шток 18 выдвигается и палец 19, удерживаемый от утапливания в осевом канале штока 18 защелкой 21, находящейся в канавке пальца, входит в отверстия собираемых деталей 27, совмещая их. В конце хода штока 18 защелка 21 отжимается упором 24, расфиксируя палец 19. Одновременно датчи5 ком 22 переднего положения дается команда на подачу заклепки. По этой команде сжатый воздух подается через сопла в кольцевую полость 10, ускоряется в осевом направлении и сохраняя при этом вращательное движение, реализует схему
0 вихревого эжектора. Эжектируемый в скоростной поток воздух из отверстия 14 захватывает предварительно поданную заклепку из подводного лотка 15 механизма поштучной выдачи и перемещает ее в
5 отверстие патрубка 11 .но контакта с пакетом собираемых деталей 27. При этом направляющая втулка 5, установленная шарнирно относительно корпуса 2, получает движение обкатки, реализуемое в виде прецессионного ее вращения вместе со
0 своей осью относительно оси симметрии корпуса 2. Под действием закрученного потока,, наведенного вихревым эжектором, заклепка, получая собственное прецессионное вращение в зоне отверстия пакета, осуществляет автопоиск сопряженного от5 верстия. Происходит ориентирование и за- падание заклепки в отверстие (фиг. 5), при этом за счет осевого воздушного подпора заклепка частично заходит в собираемые детали и выталкивает расфикси- рованный палец 19. После чего шток-тол катель 12 цилиндра 13 досылает заклепку до упора (фиг. 6), срабатывает дат чик 23 конечного положения и шток- толкатель 12 возвращается в исходное положение. Одновременно с ним отводится
5 шток 18 ловителя, при этом упор 26 крышки 25 нажимает на торец пальца 19, возвращая его в положение фиксации (фиг. 7). Далее цикл повторяется в следующей позиции сборки.
Предлагаемое устройство подачи закле0 пок по сравнению с известным позволяет обеспечить установку заклепок в отверстия собираемых деталей при их смещении относительно друг друга, что ведет к повышению надежности и эффективности процесса сборки в условиях автоматичес5 кой сборки.
Формула изобретения Устройство подачи заклепок по авт. св. № 1134278, отличающееся тем, что, с
целью повышения надежности процесса сборки заклепок с пакетом деталей, оно снабжено ловителем, установленным соосно устройству подачи заклепок и содержащим силовой цилиндр, имеющий полый порщень со штоком, в полости штока которого с возможностью осевого перемещения размещен палец, механизм фиксации пальца,
выполненный в виде кронштейна, закрепленного на штоке, и подпружиненной защелки, ишрнирно установленной на кронштейне с возможностью взаимодействия с пальцем, а также штыревой упор, размещенный в полости штока и закрепленный на крышке цилиндра, расположенной со стороны его поршневой полости.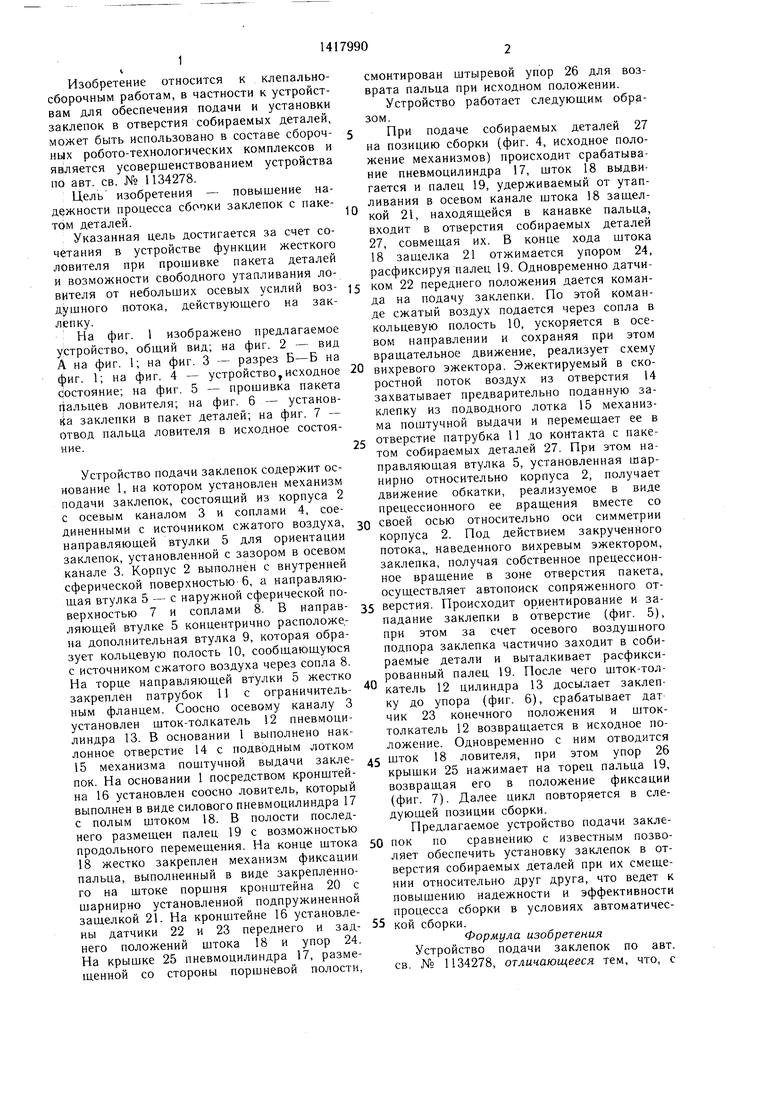
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для клепки тормозных колодок | 1984 |
|
SU1224083A1 |
| Автомат для сборки сердечников магнитопроводов | 1972 |
|
SU445931A1 |
| Устройство для установки пустотелых заклепок | 1985 |
|
SU1333468A1 |
| Устройство для клепки | 1985 |
|
SU1297980A1 |
| Автоматическое сверлильно-клепальное устройство | 1988 |
|
SU1602604A1 |
| Станок для сборки узлов | 1977 |
|
SU677801A1 |
| Автомат для сборки и сварки угловых швов деталей таврового сечения | 1971 |
|
SU381255A1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
| СТАНОК ДЛЯ СБОРКИ ГУСЕИИЧИОЙ ЦЕПИ | 1966 |
|
SU189670A1 |
| Полуавтоматический клепальный станок | 1977 |
|
SU685406A1 |
Изобретение относится к клепально- сборочным работам, в частности к устройствам для обеспечения подачи и установки заклепок в отверстия собираемых деталей. Цель - повышение надежности процесса сборки заклепок с пакетом деталей. Устройство содержит смонтированный на основании 1 посредством кронштейна 16 ловитель, выполненный в виде пневмоцилиндра 17 с полым штоком 18, в полости которого подвижно размещен палец 19. На конце штока 18 закреплен механизм фиксации пальца 19. На крышке 25 пневмоцилиндра 17, размешенной со стороны его поршневой полости, смонтирован штыревой упор 26. При подаче деталей 27 на позицию сборки происходит срабатывание пневмоцилиндра 17, шток 18 выдвигается и палец 19, находящийся в : эфиксированном состоянии, входит в отверстия собираемых деталей. В конце хода штока 18 защелка расфиксирует палец. Подаваемая заклепка входит в отверстие деталей и выталкивает из него расфиксированный палец 19. 7 ил. 5S (Л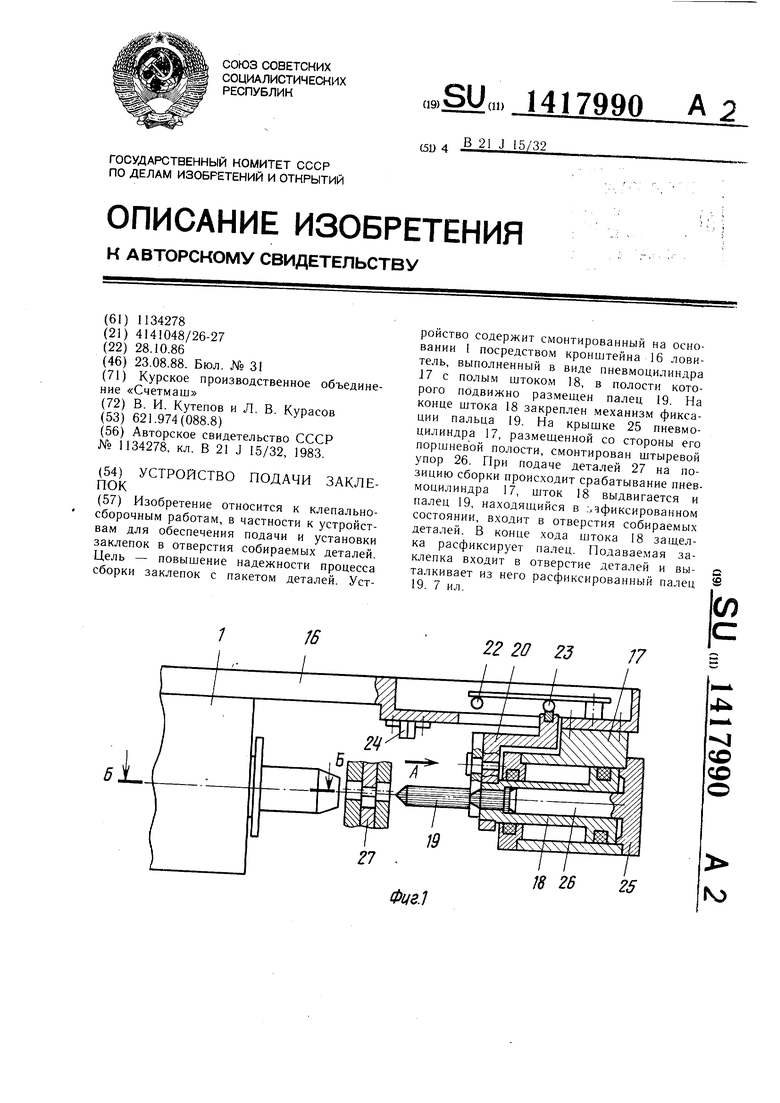
/4 15
/J
VU2. 5
Вид А
Фие.2
Б-Б
2
863
11
/// У 7/ /77 ///// У / / ZJ
VU2A
U2.6
ViLZ.l
| Устройство подачи заклепок | 1983 |
|
SU1134278A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
