Известные приборы для дополнительной наладки станка в зависимости от отклонения контролируемого размера обрабатываемой на станке детали, выполненные в виде датчика и механизма дополнительной наладки станка, не обеспечивают во многих случаях необходимой точности, так как импульс на дополнительную наладку выдается датчиком от одного (нехарактерного) промера контролируемого размера.
В предлагаемом приборе, с целью повышения точности, дополнительная наладка станка осуществляется от усредненного значения размеров обрабатываемой детали. Для этого в приборе для измерения детали применен поплавковый микрометр с подвижным коммутатором, . для усреднения величины контролируемого размера детали прибор снабжен счетно-решающим устройсгвом, приводимым в действие щарпком коммутатора и управляющим работой механизма дополнительной наладки станка. Счетно-рещающее устройство может быть выполнено в виде качающегося на горизонтальной оси вертикального приводного транспортера с ячейками для приема щариков из коммутатора, включающего при отклонении из равновесия контакты электромагнитного привода механизма дополнительной наладки станка.
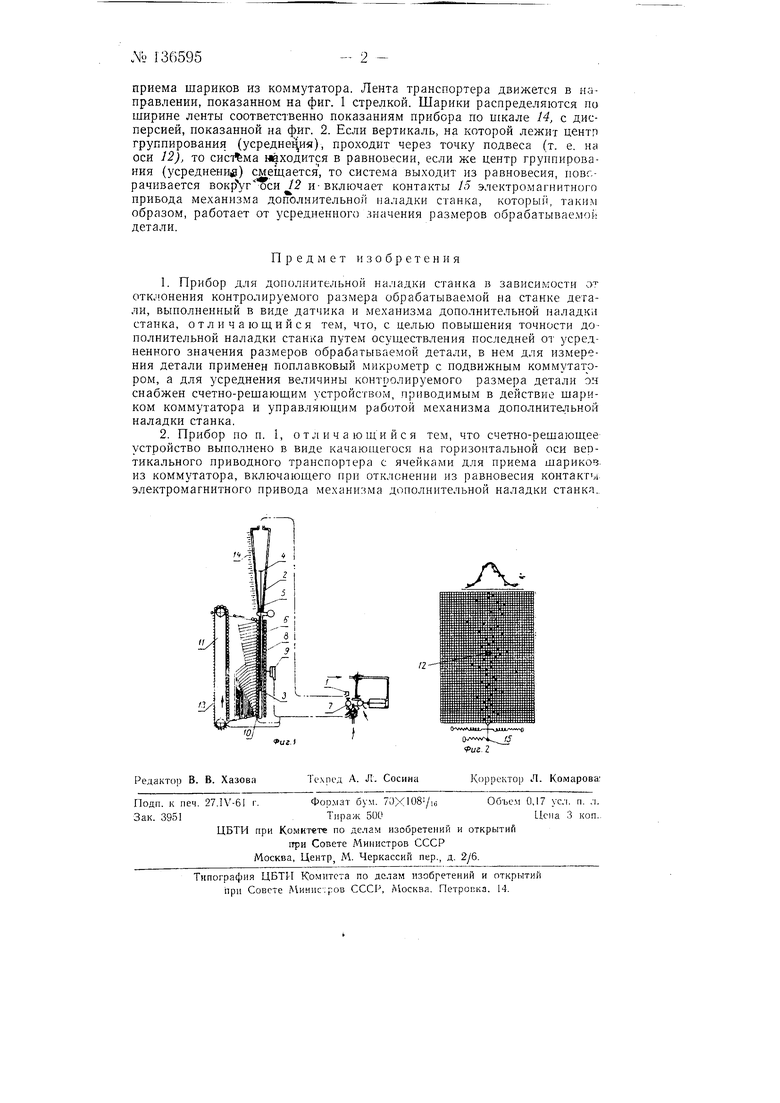
На фиг. 1 изображена принципиальная схема прибора; на фиг. 2 - распределение щариков по щирине ленты приводного транспортера счетно-рещающего устройства.
Прибор для дополнительной наладки монтируется на станке в зоне резания или на выходе из нее. Датчик / прибора передает импульс измерения в поплавковый микрометр 2 с подвижным коммутатором, имеющим щарик 3, поплавок 4 и нить 5. Шарик 3 плавает в трубке 5 и будучи связан с поплавком 4 нитью 5 точно дублирует его ход. При каждом измерении детали 7 планка 8, действуя от пневматического цилиндра 9, нажимает на трубку 6 и через нее и щарик 3 ком.мутат ра выводит о,ин шарик из столбика 10. Выведенные (в процессе измерения) шарики из столбика 10 по сепаратору поступают в счетно-решающее устпойство 11, выполненное в виде качающегося на горизонтальной оси 12 вертикального приводного транспортера с ячейками 13 д,1я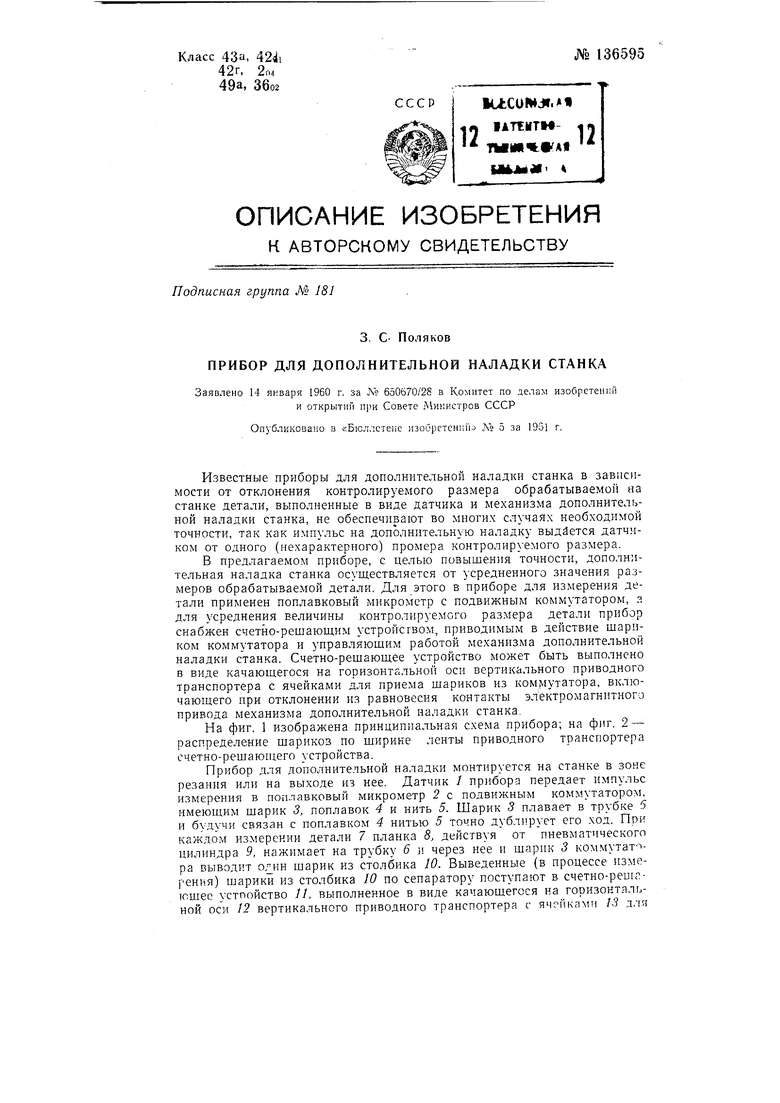
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сортировки деталей | 1959 |
|
SU129084A1 |
| Устройство с цифровым программным управлением для промышленного оборудования | 1960 |
|
SU147431A1 |
| Центробежная пусковая муфта | 1973 |
|
SU473868A2 |
| АВТОМАТИЧЕСКИЙ КОМПЛЕКС ДЛЯ КОНТРОЛЯ ХИМИЧЕСКОГО СОСТАВА И КОЛИЧЕСТВА ДВИЖУЩИХСЯ МЕТАЛЛСОДЕРЖАЩИХ СМЕСЕЙ | 2008 |
|
RU2373527C1 |
| Самопишущее устройство к пневматическим микрометрам | 1951 |
|
SU94735A1 |
| Транспортная система для несинхронных автоматических линий | 1982 |
|
SU1060420A1 |
| Установка для контроля твердости материалов | 1977 |
|
SU742756A1 |
| Аппарат для счета и упаковки монет | 1933 |
|
SU42349A1 |
| ПОПЛАВКОВЫЙ ДИФМАНОМЕТР | 1992 |
|
RU2006018C1 |
| Пневматический способ контроля проходного сечения и устройство для его осуществления | 1986 |
|
SU1307233A1 |
