силой магнитного притяжения, в результате чего он может свободно центрироваться в отверстии по потоку измерительного газа и отводится за пределы зоны для выхода рабочего газа, после чего в обрабатываемое отверстие подается сжатый воздух, защищающий шарик от загрязнений и очищающий обрабатываемую поверхность от продуктов обработки. Корпус I устройства выполнен в виде оправки, ориентируюИзобретение относится к контрольно-измерительной технике и может быть использовано при формообразовании отверстий диаметром 0,5-3,0 мм с точностью размера в пределах 0,1- 0,5 мкм.
Цель изобретения - повышение точности и производительности при активном контроле во время обработки отверстий многократйых поочередных из мерений и обработки отверстий с использованием сжатого воздуха как для измерения, так и для очистки отверстий и для защиты средств измерения от загрязнения.
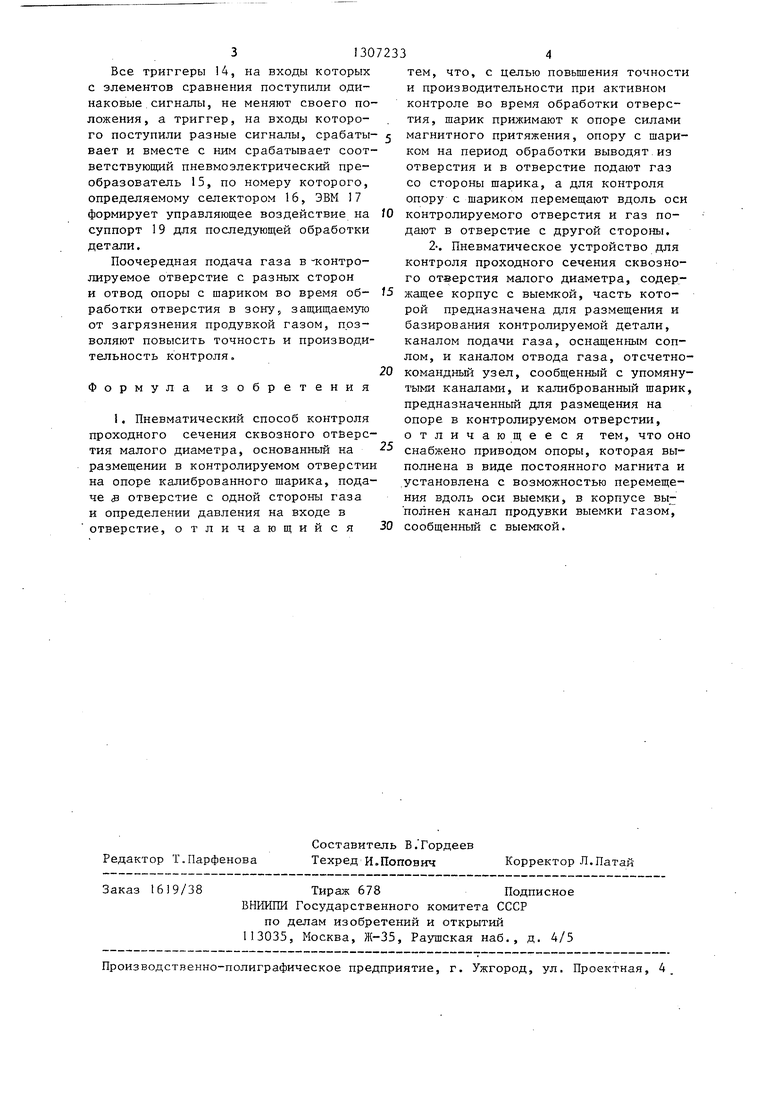
На чертеже изображена схема устройства.
Устройство содержит корпус 1 с выемкой 2 для размещения и базирования контролируемой детали 3, датчик 4, к которому подходят каналы 5 и 6 подачи и отвода газа соответственно. С упомянутыми каналами сообщен отсчет- но-командный узел 7. Б корпусе I на опоре 8 размещен калиброванный шарик 9. Опора 8 связана с приводом 10, вьтолнёна в виде постоянного магнита и установлена с возможностью перемещения вдоль оси 00 выемки в зоне А размещения контролируемой детали и в зоне Б за пределами зоны размещения контролируемой детали. Зона Б выемки выполнена с каналом 11 продувки.
Узел 7 состоит из отсчетного прибора 12 элементов 13 сравнения,триггеров 14, пневмоэлектрических преобразователей 15,. селектора 16 и ЭВМ 1 7.
7233
щей обрабатываемую деталь по оси шпинделя станка, опора 8 выполнена в виде постоянного магнита с большой напряженностью магнитного поля и снабжена приводом 10 возвратно-поступательного движения, а шарик выполнен из ферромагнитного материала. По давлению газа, которое зависит от зазора между щариком и контролируемым отверстием, определяют его проходное сечение. 2 с.п, ф-лы. 1 ил.
5
0
5
0
5
0
Обработка контролируемой детали проводится резцом 18, который закреплен на суппорте 19, управляемом ЭВМ 17. Корпус 1 закреплен в шпинделе 20. Канал 5 оснащен соплом 21, а датчик 4 - прокладкой 22. Привод 23 связан с датчиком 4.
Способ измерения при токарной обработке сквозного отверстия контролируемой детали 3 реализуется следующим образом.
Шарик 9 прижимают к опоре 8 силами магнитного притяжения, и с помощью привода О опору 8 с шариком 9 выводят в зону Б. Контролируемую деталь 1 устанавливают в выемку 2, сжатый газ подают в канал 11 и при вращающемся шпинделе резцом 18 обрабатывают отверстие контролируемой детали. Затем подачу газа в канал 11 прекращают, отводят суппорт 19 и с помощью привода 23 к свободному торцу контролируемой детали подводят датчик 4. Через сопло 21 в датчик 4 и затем в отверстие контролируемой детали 3 подают газ стабилизированного давления, а приводом 10 перемещают опору 8 с шариком 9.
При этом в датчике 4 и его канале 6 создается измерительное давление, зависящее от проходного сечения контролируемого отверстия, которое фиксируется прибором 12 и поступает на входы элементов 13 сравнения, настроенные на определенные уровни. Все элементы 13 сравнения, настройка которых равна или ниже измерительного давления, срабатывают.
Все триггеры 14, на входы которых с элементов сравнения поступили одинаковые сигналы, не меняют своего положения, а триггер, на входы которого поступили разные сигналы, срабаты- вает и вместе с ним срабатывает соответствующий пневмоэлектрический преобразователь 15, по номеру которого, определяемому селектором 16, ЭВМ 17 формирует управляющее воздействие на суппорт 19 для последующей обработки детали.
Поочередная подача газа в -контролируемое отверстие с разных сторон и отвод опоры с шариком во время об- работки отверстия в зону, защищаемую от загрязнения продувкой газом, позволяют повысить точность и производительность контроля.
Формула изобретения
I. Пневматический способ контроля проходного сечения сквозного отйерс- тия малого диаметра, основанньй на размещении в контролируемом отверстии на опоре калиброванного шарика, подаче отверстие с одной стороны газа и определении давления на входе в отверстие, отличающийся
Редактор Т.Парфенова
Составитель В.Гордеев Техред И,Попович
Заказ 16)9/38
Тираж 678Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Л(-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
0
5
0
5
0
тем, что, с целью повышения точности и производительности при активном контроле во время обработки отверстия, шарик прижимают к опоре силами магнитного притяжения, опору с шариком на период обработки выводят из отверстия и в отверстие подают газ со стороны шарика, а для контроля опору с шариком перемещают вдоль оси контролируемого отверстия и газ подают в отверстие с другой стороны.
2-. Пневматическое устройство для контроля проходного сечения сквозного отверстия малого диаметра, содержащее корпус с выемкой, часть которой предназначена для размещения и базирования контролируемой детали, каналом подачи газа, оснащенным соплом, и каналом отвода газа, отсчетно- командный узел, сообщенный с упомянутыми каналами, и калиброванный шарик, предназначенный для размещения на опоре в контролируемом отверстии, отличающееся тем, что оно снабжено приводом опоры, которая выполнена в виде постоянного магнита и .установлена с возможностью перемещения вдоль оси выемки, в корпусе выполнен канал продувки выемки газом, сообщенный с выемкой.
Корректор Л.Патай
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматический способ контроля проходного сечения и устройство для его осуществления | 1987 |
|
SU1682772A1 |
| Пневматическое устройство для активного контроля размеров отверстий | 1986 |
|
SU1490474A1 |
| Пневматическое устройство для активного контроля размеров отверстий | 1986 |
|
SU1335808A1 |
| МОБИЛЬНЫЙ РАСТОЧНО-НАПЛАВОЧНЫЙ КОМПЛЕКС | 2009 |
|
RU2421303C2 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Аэростатический измеритель линейных перемещений | 2024 |
|
RU2829305C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ ТЕЛА ВРАЩЕНИЯ И ЕГО ПОВЕДЕНИЯ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2227268C2 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ИНСТРУМЕНТА ДЛЯ НАНЕСЕНИЯ ИСКУССТВЕННЫХ ДЕФЕКТОВ НА СТАНДАРТНЫЕ ОБРАЗЦЫ ПРЕДПРИЯТИЯ (СОП)-ЛИСТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2563914C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ДОВОДКИ | 2007 |
|
RU2361703C1 |
Изобретение относится к контрольно-измерительной технике и может использоваться при формообразовании. отверстий диаметром 0,5-3,0 мм. Цель изобретения - повьшение точности и производительности при активном контроле во время обработки отверстия. Для этого калиброванный шарик 9, вводимый в обрабатываемое отверстие, продуваемое при контроле потоком газа, удерживается на жесткой опоре 8 :i ;№ fT3Kf; IPVjsTj ,2 t ;з (Л С.
| Высоцкий А.В | |||
| и др | |||
| Пневматические измерения линейных размеров | |||
| М.: Машгиз, 1963, с | |||
| Прибор для определения всасывающей силы почвы | 1921 |
|
SU138A1 |
| Автоматизация пневматического контроля размеров в машиностроении | |||
| М.; Машиностроение, 1964, с | |||
| Способ модулирования для радиотелефона | 1921 |
|
SU251A1 |
