ND СЛ
1
Изобретение относится к инструменту для прокатки различных металлических профилей на станах, в частности к прокатным валкам, износ которых, в основном, обусловлен электрохимическими факторами.
Цель изобретения - повышение срока службы анодной защиты.
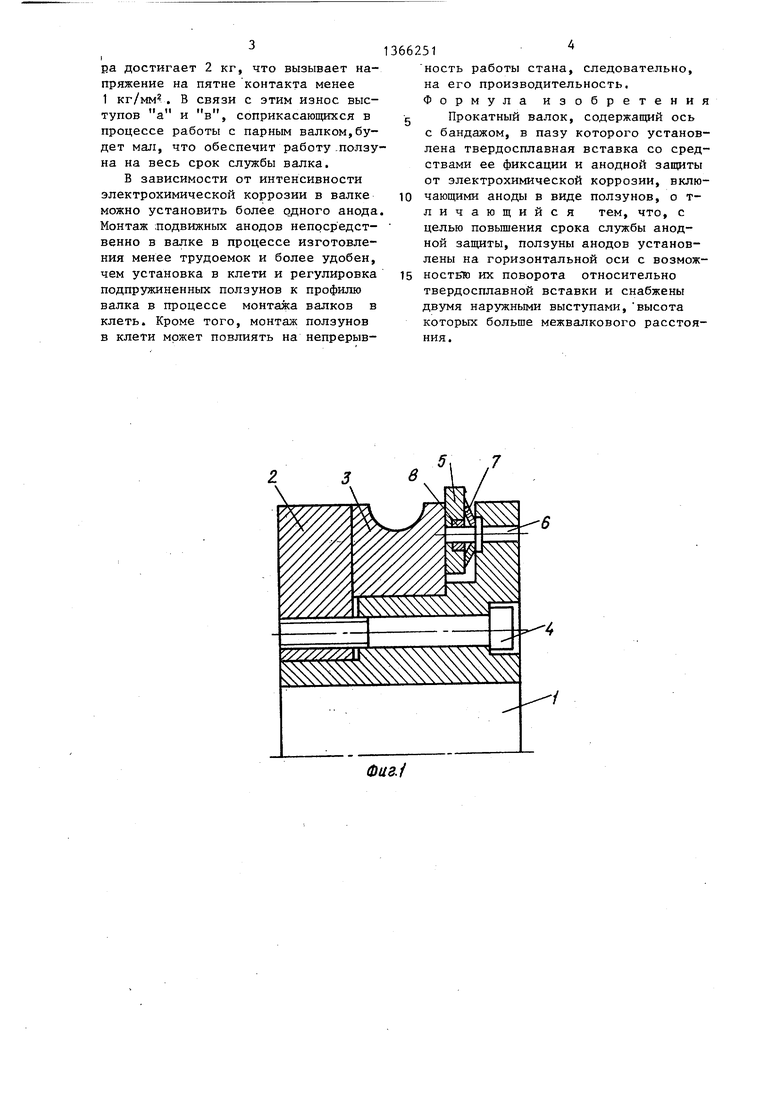
На фиг. 1 представлен прокатный валок, разрез; на фиг. 2 - комплект прокатных валков.
Прокатный валок содержит ось 1 с бандажом 2, в пазу которого размещены твердосплавная вставка 3 и средства анодной защиты.
Твердосплавная вставка фиксируется болтом 4. Средства анодной защиты включают аноды, выполненные в виде
1366251 2
НИН вращения валков) одного валка приходит в соприкосновение с наружным диаметром парного валка и, вслед- с ствие того, что величина зазора S между валками меньше величины, на которую поднимаются выступы а или в ползуна, данный выступ погружается в паз. При дальнейшем вращении 10 валков парный валок набегает на второй выступ ползуна, возвращая его в исходное положение. Таким образом, за один оборот валка подвижный ползун совершает одно колебательное дви- 15 жение вокруг его оси. Этого достаточно для снятия окисной пленки и удаления других запр1тных пленок, образовавшихся в результате растворения ползуна на поверхности, соприкасаю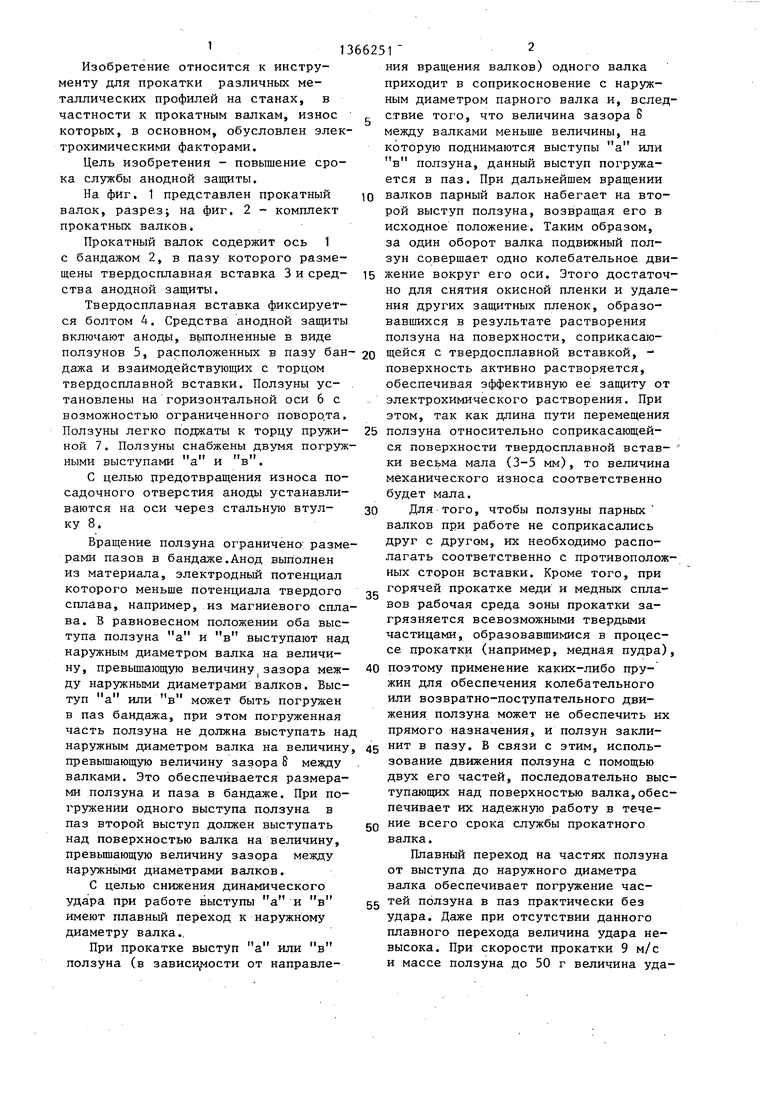
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНЫЙ ВАЛОК | 1993 |
|
RU2106920C1 |
| Прокатная клеть | 1987 |
|
SU1509148A1 |
| Система катодной защиты для прокатки металла | 2020 |
|
RU2754539C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1991 |
|
RU2044582C1 |
| Способ ремонта прокатных валков | 2023 |
|
RU2811313C1 |
| СПОСОБ СБОРКИ СОСТАВНОГО ПРОКАТНОГО ВАЛКА | 1996 |
|
RU2096102C1 |
| ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2218219C1 |
| Составной валок для ручьевой прокатки | 1986 |
|
SU1331598A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2006 |
|
RU2333054C1 |
| Прокатный валок | 1980 |
|
SU929257A1 |
Изобретение относится к области прокатного производства и может быть использовано в конструкции рабочих валков прокатной клети. Цель изобретения - повышение срока службы анодной защиты твердосплавной вставки валка от электрохимической коррозии. Согласно изобретению прокатный валок содержит анод, установленный с возможностью ограниченного поворота относительно вставки. Это позволяет снять окисную пЛенку, образовавшуюся в результате растворения анода на поверхности, соприкасающейся со вставкой. Анод вьтол- нен из материала, электродный потенциал которого меньше потенциала твердого сплава. Поворот анода происходит за счет взаимодействия второго прокатного валка с выступами анода, высота которых больше межвалкового зазора. 2 ил. (О (Л
ползунов 5, расположенных в пазу бан- 20 щейся с твердосплавной вставкой, - дажа и взаимодействующих с торцом твердосплавной вставки. Ползуны ус- . тановлены на горизонтальной оси 6 с возможностью ограниченного поворо.та. Ползуны легко поджаты к торцу пружиной 7. Ползуны снабжены двумя погружными выступами а и в.
С целью предотвращения износа посадочного отверстия аноды устанавливаются на оси через стальную втулку 8.
Вращение ползуна ограничено; размерами пазов в бандаже.Анод выполнен из материала, электродный потенциал которого меньше потенциала твердого
30
поверхность активно растворяется, обеспечивая эффективную ее защиту о электрохимического растворения. При этом, так как длина пути перемещени 25 ползуна относительно соприкасающейся поверхности твердосплавной встав ки весьма мала (3-5 мм), то величин механического износа соответственно будет мала.
Для того, чтобы ползуны парных валков при работе не соприкасались друг с другом, их необходимо располагать соответственно с противополо ных сторон вставки. Кроме того, при горячей прокатке меди и медных спла вов рабочая среда зоны прокатки загрязняется всевозможными твердыми частицами, образовавшимися в процес се прокатки (например, медная пудра
35
сплава, например, из магниевого сплава. В равновесном положении оба выступа ползуна а и в выступают над наружным диаметром валка на величину, превышающую величину зазора между наружными диаметрами валков. Выступ а или в может быть погружен в паз бандажа, при этом погрз енная часть ползуна не должна выступать на наружным диаметром валка на величину превышающую величину зазора 8 между валками. Это обеспечивается размерами ползуна и паза в бандаже. При погружении одного выступа ползуна в паз второй выступ должен выступать над поверхностью валка на величину, превьш1ающую величину зазора между наружными диаметрами валков.
С целью снижения динамического удара при работе выступы а и имеют Плавный переход к наружному диаметру валка..
При прокатке выступ а или ползуна (в зависи ости от направле в
в
щейся с твердосплавной вставкой, -
0
поверхность активно растворяется, обеспечивая эффективную ее защиту от электрохимического растворения. При этом, так как длина пути перемещения 5 ползуна относительно соприкасающейся поверхности твердосплавной встав- ки весьма мала (3-5 мм), то величина механического износа соответственно будет мала.
Для того, чтобы ползуны парных валков при работе не соприкасались друг с другом, их необходимо располагать соответственно с противоположных сторон вставки. Кроме того, при горячей прокатке меди и медных сплавов рабочая среда зоны прокатки загрязняется всевозможными твердыми частицами, образовавшимися в процессе прокатки (например, медная пудра),
поэтому применение каких-либо пружин для обеспечения колебательного или возвратно-поступательного движения ползуна может не обеспечить их прямого назначения, и ползун заклинит в пазу. В связи с этим, использование движения ползуна с помощью двух его частей, последовательно выступающих над поверхностью валка,обеспечивает их надежную работу в течение всего срока службы прокатного валка.
Плавный переход на частях ползуна от выступа до наружного диаметра валка обеспечивает погружение частей ползуна в паз практически без удара. Даже при отсутствии данного плавного перехода величина удара невысока. При скорости прокатки 9м/с и массе ползуна до 50 г величина уда5
0
5
0
5
pa достигает 2 кг, что вызывает напряжение на пятне контакта менее 1 кг/мм. В связи с этим износ выступов а и в, соприкасающихся в процессе работы с парным валком,будет мал, что обеспечит работу ,ползуна на весь срок службы валка.
В зависимости от интенсивности электрохимической коррозии в валке можно установить более одного анода Монтаж .подвижных анодов непосредственно в валке в процессе изготовления менее трудоемок и более удобен, чем установка в клети и регулировка подпружиненных ползунов к профилю валка в процессе монтажа валков в клеть. Кроме того, монтаж ползунов в клети может повлиять на непрерыв366251
ность работы стана, следовательно, на его производительность. Формула изобретения 5 Прокатный валок, содержащий ось с бандажом, в пазу которого установлена твердосплавная вставка со средствами ее фиксации и анодной защиты от электрохимической коррозии, вклю10 чающими аноды в виде ползунов, о т- личающийся тем, что, с целью повьшения срока службы анодной защиты, ползуны анодов установлены на горизонтальной оси с возмож15 HocTg их поворота относительно твердосплавной вставки и снабжены двумя наружными выступами, высота которых больше межвалкового расстояния.
| ГАЗОДИНАМИЧЕСКОЕ ОКНО (ШЛЮЗ) ГАЗОВОГО ЛАЗЕРА | 1999 |
|
RU2169975C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
