(54) ПРОКАТНЫЙ ВАЛОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1977 |
|
SU662170A1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| ПРОКАТНЫЙ ВАЛОК | 1999 |
|
RU2173228C1 |
| Составной валок для ручьевой прокатки | 1986 |
|
SU1331598A1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Прокатная клеть с многовалковым калибром | 1989 |
|
SU1755976A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2006 |
|
RU2333054C1 |
| ВАЛОК ТРУБОФОРМОВОЧНОГО СТАНА | 2002 |
|
RU2228811C1 |
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
| Прокатная клеть с многовалковым калибром | 1980 |
|
SU865442A1 |
1
Изобрет ение относится к оборудованию прокатного производства и может быть использовано на сортовых клетях «Дуб или в клетях с многовалковыми калибрами как горячей, так и холодной прокатки.
Известны цельноков нные и литые валки, которые изготовлены из износостойких легированных марок стали и чугуна.
Для увеличения твердости и износостойкости поверхности валки подвергают закалке с последующим отпуском 1.
Однако эти валки по стойкости и расходу на 1 т проката не удовлетворяют растущим требованиям прокатного производства.
Известны бандажированные валки бандаж которых выполнен из вольфрамомолибденовых сплавов, имеющих высокую твердость и стойкость к истиранию, а также бандажи, выполненные с использованием карбидов вольфрама и других элементов, обладающих особо высокой твердостью и износостойкостью 2.
Однако с увеличением твердости материала валков уменьщается их износ от истирания, но в то же время растет хрупкость. Такие материалы обладают низкой ударной
вязкостью, что приводит к разрушению и выкрашиванию валков от ударов, возникающих при прокатке, особенно при захвате переднего конца проката или выходе заднего конца, а следовательно и дополнительным затратам на перевалку валков и снижению производительности.
Наиболее близким по технической сущности к изобретению является составной прокатный валок, содержащий ось и армированный бандаж, включающий продольно-армированные и концентрические металлические элементы арматуры, заполненные материалом бандажа. При этом дешевый и износостойкий, но хрупкий материал защищен от разрущения арматурой 3.
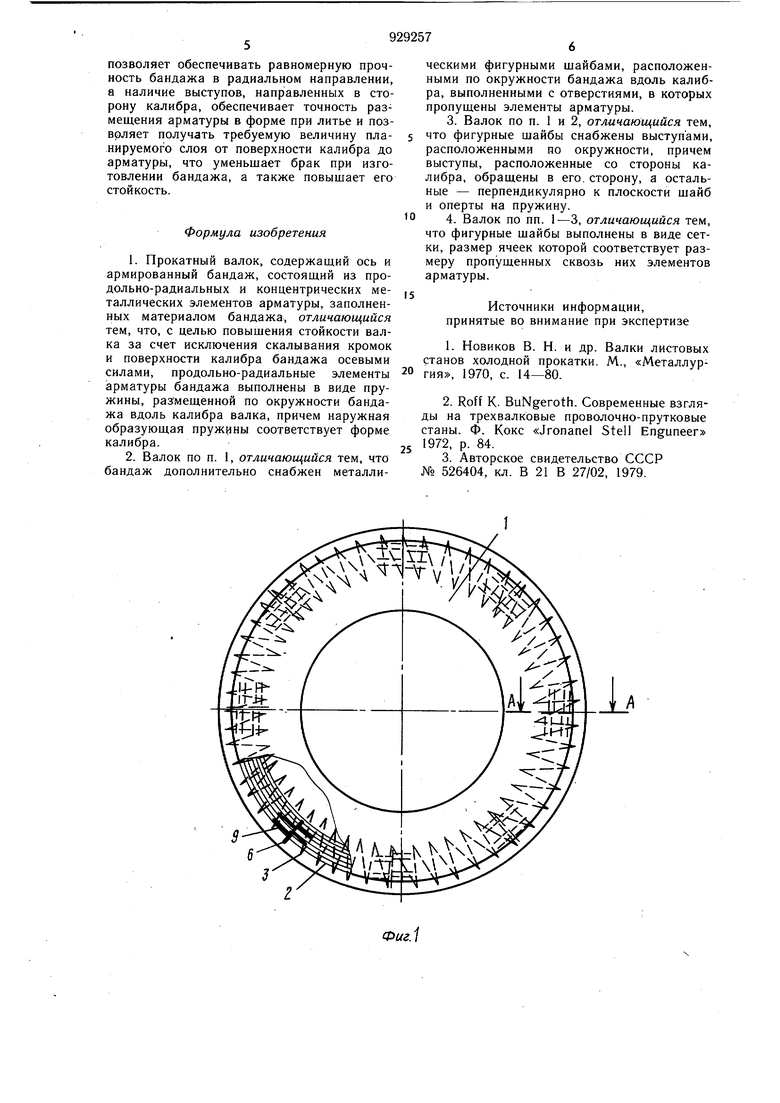
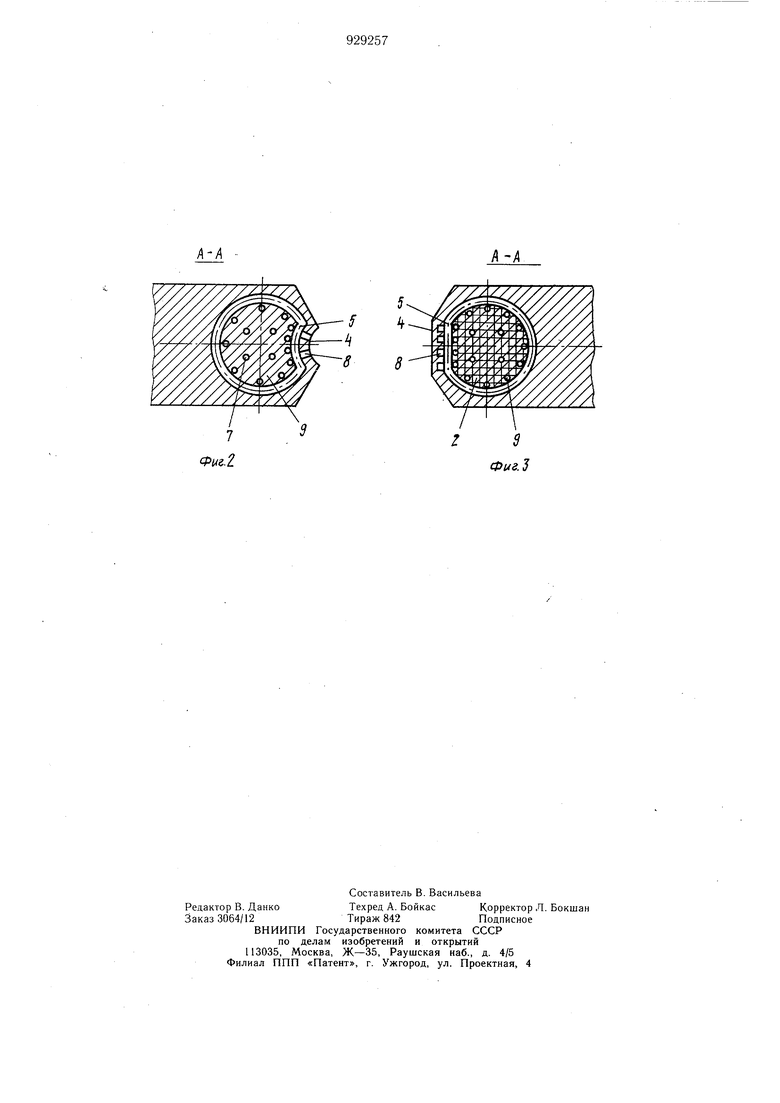
Однако для сортовых валков с калибрами и узких валков (бандажей) для клетей с многовалковыми калибрами известная армировка неприемлема, так как она не обеспечивает защиты кромки и поверхности калибра от сколов, вызванных действием осевых сил и выкращиваний, что снижает стойкость валков и требует повыщенного расхода арматуры. Кроме того, в случае отдельной армировки калибра существенно усложняется технология изготовления валка. Цель изобретения - повышение стойкости валка за счет исключения скалывания кромок и поверхности калибра бандажа осевыми силами. Указанная цель достигается тем, что в прокатном валке, включающем ось и армированный бандаж, содержащий продольнорадиальные и концентрические металлические элементы арматуры, заполненные материалом бандажа, продольно-радиальные элементы арматуры бандажа выполнены в виде , размещенной по окружности бандажа вдоль калибра валка, причем наружная образующая пружины выполнена соответственно форме калибра. Кроме того, бандаж дополнительно снабжен металлическими фигурными шайбами, расположенными по окружности бандажа вдоль калибра, выполненными с отверстиями в которых пропущены элементы арматуры, шайбы снабжены выступами, расположенными по окружности, причем выступы, расположенные со стороны калибра, обращены в его сторону, а остальные - перпендикулярно плоскости шайб и оперты на пружину. Шайбы могут быть выполнены в виде сетки, размер ячеек которой соответствует размеру пропущенных сквозь них элементов арматуры. На фиг. 1 изображен валок с частичным вырывом, общий вид; на фиг. 2 - разрез А-А на фиг. I (валок с калибром, поперечное сечение); на фиг. 3 - разрез А-А на фиг. 1 (валок с калибром под круг, поперечное сечение). Валок 1 содержит ось и армированный бандаж, который включает концентрическую составляющую 2 арматуры, расположенную внутри пружины 3, свернутой по окружности бандажа вдоль 4 валка 1. Наружная образующая 5 пружины выполнена по форме, соответствующей форме калибра 4. Для точной фиксации концентрической составляющей 2 арматуры внутри пружины 3 установлены фигурные шайбы 6 с отверстиями 7, в которые пропущены концентрические составляющие арматуры. Причем отверстия 7 выполнены в фигурных шайбах 6 соответствующими расположению и поперечному сечению концентрических составляющих арматуры. Фигурные шайбы 6 имеют на внещней кромке, обращенной к калибру, выступы 8, соответствующие по величине припуску к планируемому слою материала бандажа от верха калибра 4 до наружной образующей 5 пружины. Выступы 8, упираясь в форму для отливки бандажа (не показана) при его изготовлении, удерживают арматуру бандажа, фиксируя ее относительно стенок формы. Для опоры фигурных шайб 6 на пружину 3 и фиксации в осевом положении на боковых кромках фигурных шайб б выполнены выступы 9 в виде «усов, загнутых перпендикулярно плоскости фигурной шайбы 6. Предлагаемая конструкция арматуры бандажа изготавливается следующим образом. На стержень, имеющий в сечении требуемую форму и размеры, навивается проволока, и таким образом изготавливается цилиндрическая пружина 3 необходимой длины. Пружине 3 с одной стороны, которая будет наружной стороной, придается форма, соответствующая форме калибра 4, например методом прессования. Из сетки с ячейками, равными в свет.у диаметру концентрической составляющей арматуры, вырубаются фигурные шайбы 6,. соответствующие по форме внутреннему контуру пружины 3, с выступами 8 и 9 в виде отдельных удлиненных проволочек, которые загибают перпендикулярно плоскости шайб 6 по внутреннему контуру пружины 3. Концентрические составляющие (стержни) 2 вставляют в соответствующие отверстия 7 фигурных шайб 6 до заполнения по чертежу и предварительно сгибают по радиусу, но не до смыкания, а с разрывом. Вставляют набор фигурных шайб 6 с концентрической составляющей арматуры Внутрь пружины 3. Сгибают пружину 3 с набором фигурных щайб 6 и арматурой до смыкания концов и связывают проволокой концы пружины 3. Выравнивают равномерно по окружности пружины 3 фигурные шайбы 6, а концы концентрической составляющей арматуры скрепляют (например сгибом, сваркой) и при необходимости распределяют стыки по окружности. Направленные в сторону калибра 4 выступы 8 разгибают. Собранный каркас помещают в форму и заполняют материалом с наполнителем и последующим спеканием и пропиткой. Полученный бандаж подвергают механической обработке и щлифовке. Нарезают калибр в соответствии с требованием калибровки валка. Армированием бандажа в виде пружины, свернутой по окружности, охватывающей калибр валка с выполнением наружной стороны пружины соответственно форме кзлибра экономит расход арматуры, так как армируется только наиболее нагруженная часть бандажа, и, одновременно, такое размещение арматуры повышает стойкость бандажа за счет снижения вероятности выкрашивания поверхности калибра и сколов его кромок. При этом схема армирования наиболее целесообразно связывает материал бандажа, что позволяет исполцзовать такой высокоизносоустойчивый, дешевый, но хрупкий материал, как белый чугун, для получения бандажей с верхним керамическим слоем по методу центробежного литья. Выполнение концентрических составляющих с их фиксацией фигурными шайбами
позволяет обеспечивать равномерную прочность бандажа в радиальном направлении, а наличие выступов, направленных в сторону калибра, обеспечивает точность размещения арматуры в форме при литье и позврляет получать требуемую величину планируемого слоя от поверхности калибра до арматуры, что уменьшает брак при изготовлении бандажа, а также повышает его стойкость.
Формула изобретения
0
5
Источники информации, принятые во внимание при экспертизе
