11
Изобретение относится к механичекой обработке, в частности к устройствам для полировки облицовочных каменных плит.
Цель изобретения - улучшение качества обрабатываемых плиток, устранение брака и увеличение производительности за счет обеспечения полной очистки плит и достижения пре-
дельного блеска.
I
На чертеже показана схема конвейера.
Конвейер для полировки облицовочных каменных плит включает первый транспортер 1 с приводом 2, полировальное устройство 3 с линией сжатого воздуха 4 и системой для очистки поверхностей плиток 5, вьтолненной
в виде сопла 6, и приемник готовой продукции (не показан). Непосредственно после сопла 6 над первым транспортером 1 установлен блеско- мер 7, за ним с одной боковой стороны первого транспортера 1 - толкатель 8 брака, а с другой боковой стороны - дополнительный транспортер 9 с движением, обратным движению транспортера 1. Блескомер 7 связан с толкателем 8 брака через последовательно установленные усилитель 10, пороговый элемент 11, реле 12 времени, датчик 13 скорости, блок 14 управления, а усилитель 10 связан с приво- дом 2 транспортера 1 через схему импульсно-фазового управления 15 и тиристорный усилитель 16. Толкатель 8 брака вьтолнен из металлического стержня с плоским основанием 17, проходящим через электромагнитный соленоид 18.
Конвейер работает следующим образом.
Облицовочные каменные плиты 5 ук- ладьшаются на первый транспортер 1 и перемещаются. Полировальное устройство 3 осуществляет полировку лице- вой поверхности плит 5, после чего поверхность плит очищают при помощи струи сжатого воздуха, подаваемого через сопло 6 из линии сжатого воздуха 4. Затем плиты 5, перемещаясь по первому транспортеру 1, лицевой поверхностью контактируют с блес- комером 7. При недостаточной полиров ке поверхности плит 5 сигнал из бле- скомера 7 поступает на усилитель 10, затем через системы импульсно-фазо
U
ю
15
25
20 вого управления 15 и тиристорный усилитель 16 - на привод 2 для регулирования (уменьшения) скорости первого транспортера 1. Одновременно с усилителя 10 сигнал проходит на пороговьш элемент 11 и реле 12 времени, которое подготавливает цепь и включает толкатель брака в то время, когда поступит сигнал с датчики скорости 13 через блок 14 управления, предназначенньй для регулирования выдержки реле 12 времени в зависимости от скоростр первого транспортера 1. .
При достижении определенной выдержки времени срабатывает толкатель 8 брака, который передвигает забракованную плиту 5 на дополнительный транспортер 9 с обратным движением, затем при помощи промежуточного реле (не показано) толкатель брака отключается. Забракованная плита 5 с дополнительного транспортера 9 возвращается на первый транспортер 1 для повторной обработки.
Формула изобретения
Конвейер для полировки облицовочных каменных плит, содержащий первьй транспортер, предназначенный для перемещения плит, привод транспортера с системой управления приводом, полировальное устройство и блескомер, отличающийся тем, что, с целью повьппения качества обработки, конвейер снабжен вторым транспортером, предназначенным для возврата
бракованных плит на первый транспортер для повторной обработки, толкателем брака, вьтолненньм в виде металлического стержня с плоским основанием, проходящего через электромагнитный соленоид, который связан с блескомером через введенные последо- в ательно соединенные реле времени, пороговой элемент и усилитель, который параллельно подключен к системе управления приводом первого транспортера, выполненной в виде соединенных последовательно схемы импульсно-фазового управления и тиристорио- го усилителя, а первый транспортер дополнительно снабжен датчиком скорости перемещения, соединенным через введенный блок управления с вторым входом реле времени.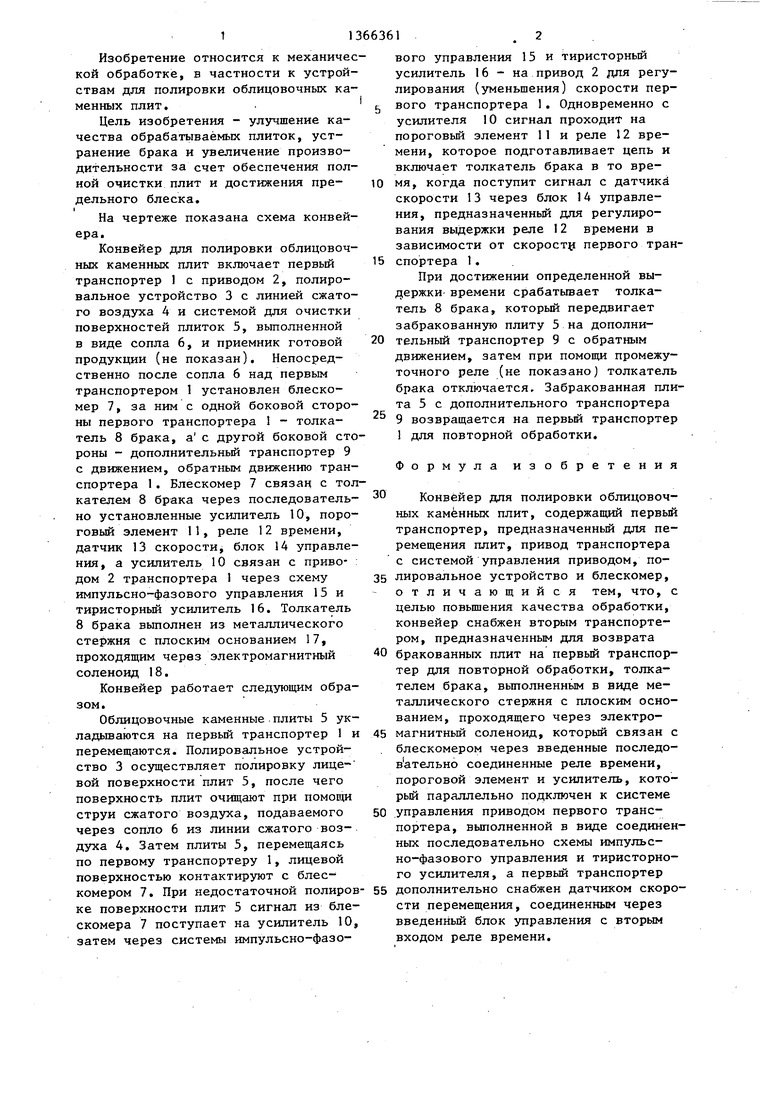
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для получения облицовочных камней | 1986 |
|
SU1384393A1 |
| Поточная линия для получения декоративно-облицовочных плит | 1989 |
|
SU1678637A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТОК ИЗ ПРИРОДНОГО КАМНЯ | 1993 |
|
RU2046711C1 |
| Поточная линия для изготовления строительных изделий | 1989 |
|
SU1742075A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОЙ ПЛИТКИ ИЗ ПРИРОДНОГО КАМНЯ | 1993 |
|
RU2097181C1 |
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПРИРОДНОГО ИЛИ ИСКУССТВЕННОГО КАМНЯ | 1999 |
|
RU2150383C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТКИ | 1996 |
|
RU2103166C1 |
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПРИРОДНОГО КАМНЯ | 2001 |
|
RU2191112C1 |
| МНОГОШПИНДЕЛЬНЫЙ РОТОРНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИТОК | 1996 |
|
RU2112644C1 |
| СПОСОБ ДЕКОРАТИВНОЙ ОБРАБОТКИ ОБЛИЦОВОЧНОЙ ПЛИТКИ ИЗ ИЗВЕСТНЯКА-РАКУШЕЧНИКА | 1992 |
|
RU2097206C1 |
Изобретение относится к технике механической обработки и может быть использовано для полировки каменных облицовочных плит. Целью изобретения является улучшение качества обрабатываемых плит, устранение брака и увеличение производительности за счет обеспечения полной очистки плит и f достижение предельного блеска. Конвейер для полировки облицовочных плит включает транспортер 1 с приводом 2, полировальное устройство 3 с линией сжатого воздуха 4 и системой для очистки поверхностей плит 5, бле- скомер 7 и приемник готовой продукции. С одной боковой стороны транспортера 1 расположен дополнительный транспортер 9 с движением, обратным движению транспортера, а с другой боковой стороны транспортера установлен толкатель брака 8, выполненный из металлического стержня с плоским основанием 17, проходящего через электромагнитный соленоид 18, при этом блескомер 7 связан с толкателем брака через последовательно установленные усилитель 10, пороговое устройство 11 и реле времени 12, причем последний связан с приводом транспортера через датчик 13, блок управления 14, а усилитель 10 связан с приводом 2 транспортера 1 через схему импульсно-фазового управления 15 и тиристорный усилитель 16, причем система для очистки поверхностей плиток выполнена в виде сопла 6 и подключена к линии сжатого воздуха, преимущественно горячего. 1 ил. $ СО о Од со Од 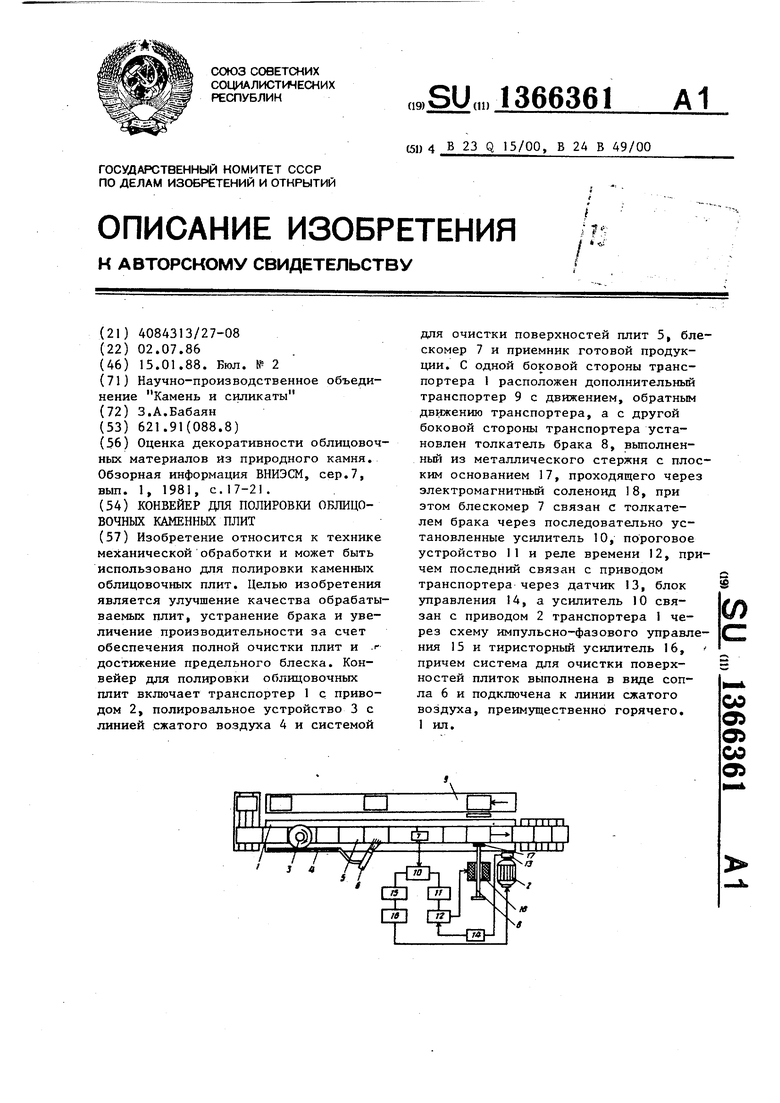
| Оценка декоративности облицовочных материалов из природного камня | |||
| Обзорная информация ВНИЭСМ, сер.7, вып | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
