сл
с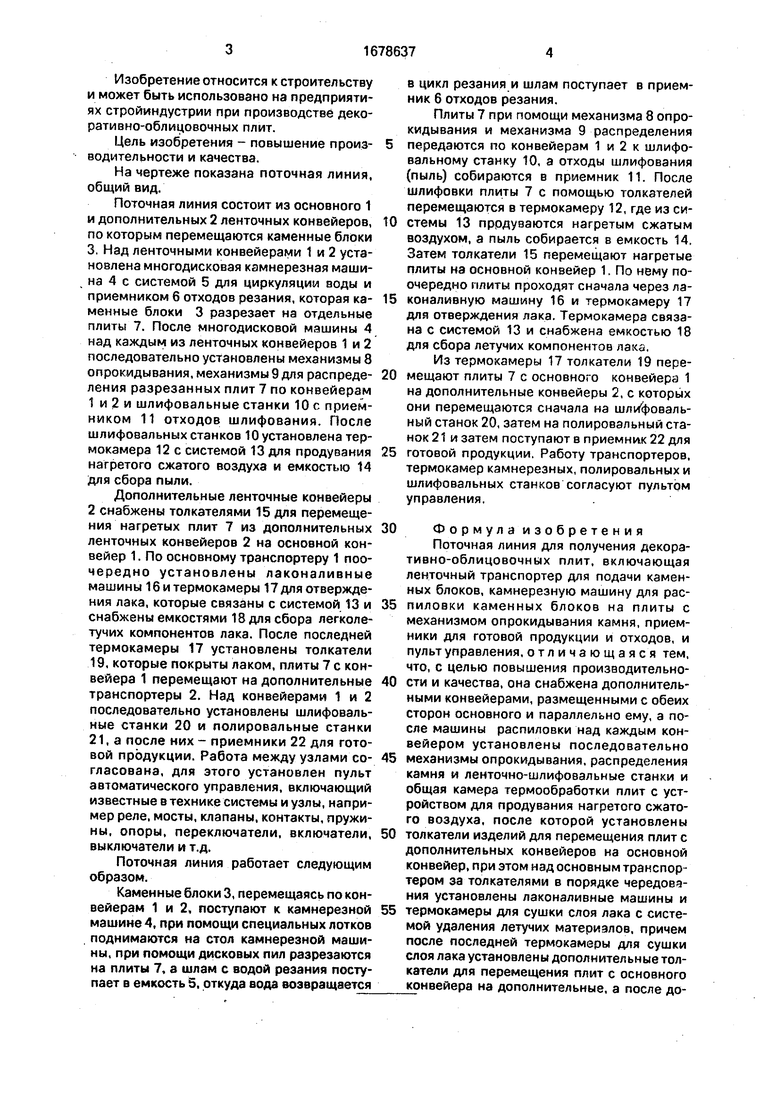
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления строительных изделий | 1989 |
|
SU1742075A1 |
| Шлифовально-полировальный станок для обработки камня | 1983 |
|
SU1138297A1 |
| Многодисковый распиловочный станокдля ОбРАбОТКи КАМНя | 1978 |
|
SU814770A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОЙ ПЛИТКИ ИЗ ПРИРОДНОГО КАМНЯ | 1993 |
|
RU2097181C1 |
| Технологическая линия для изготовления теплоизоляционных материалов | 1990 |
|
SU1787792A1 |
| Конвейер для полировки облицовочных каменных плит | 1986 |
|
SU1366361A1 |
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПРИРОДНОГО КАМНЯ | 2001 |
|
RU2191112C1 |
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПРИРОДНОГО ИЛИ ИСКУССТВЕННОГО КАМНЯ | 1999 |
|
RU2150383C1 |
| асЕСОЮЗНАЯ | 1973 |
|
SU386785A1 |
| Автоматическая линия для обработки сферических поверхностей, например экранов электронно-лучевых трубок | 1959 |
|
SU124829A2 |
Изобретение относится к строительству, может быть использовано на предприятиях стройиндустрии при производстве декоративно-облицовочных плит и позволяет повысить производительность и качество. Это достигается тем, что из термокамеры 17 толкатели 19 перемещают плиты 7 с основного конвейера 1 на дополнительные конвейеры 2, с которых они перемещаются сначала на шлифовальный станок 20, затем на полировальный станок 21 и далее в при-, емник 28 для готовой продукции. 1 ил.
о
VI 00
с
CJ
VI
Изобретение относится к строительству и может быть использовано на предприятиях стройиндустрии при производстве декоративно-облицовочных плит.
Цель изобретения - повышение производительности и качества.
На чертеже показана поточная линия, общий вид.
Поточная линия состоит из основного 1 и дополнительных 2 ленточных конвейеров, по которым перемещаются каменные блоки 3. Над ленточными конвейерами 1 и 2 установлена многодисковая камнерезная машина 4 с системой 5 для циркуляции воды и приемником 6 отходов резания, которая каменные блоки 3 разрезает на отдельные плиты 7. После многодисковой машины 4 над каждым из ленточных конвейеров 1 и 2 последовательно установлены механизмы 8 опрокидывания, механизмы 9 для распределения разрезанных плит 7 по конвейерам
1и 2 и шлифовальные станки 10с приемником 11 отходов шлифования. После шлифовальных станков 10 установлена термокамера 12с системой 13 для продувания нагретого сжатого воздуха и емкостью 14 для сбора пыли.
Дополнительные ленточные конвейеры
2снабжены толкателями 15 для перемещения нагретых плит 7 из дополнительных ленточных конвейеров 2 на основной конвейер 1. По основному транспортеру 1 поо- чередно установлены лаконаливные машины 16 и термокамеры 17 для отверждения лака, которые связаны с системой 13 и снабжены емкостями 18 для сбора легколетучих компонентов лака. После последней термокамеры 17 установлены толкатели 19, которые покрыты лаком, плиты 7 с конвейера 1 перемещают на дополнительные транспортеры 2. Над конвейерами 1 и 2 последовательно установлены шлифовальные станки 20 и полировальные станки 21, а после них - приемники 22 для готовой продукции. Работа между узлами согласована, для этого установлен пульт автоматического управления, включающий известные в технике системы и узлы, например реле, мосты, клапаны, контакты, пружины, опоры, переключатели, включатели, выключатели и т.д.
Поточная линия работает следующим образом.
Каменные блоки 3, перемещаясь по конвейерам 1 и 2, поступают к камнерезной машине 4, при помощи специальных лотков поднимаются на стол камнерезной машины, при помощи дисковых пил разрезаются на плиты 7, а шлам с водой резания поступает в емкость 5, откуда вода возвращается
в цикл резания и шлам поступает в приемник 6 отходов резания.
Плиты 7 при помощи механизма 8 опрокидывания и механизма 9 распределения
передаются по конвейерам 1 и 2 к шлифовальному станку 10, а отходы шлифования (пыль) собираются в приемник 11. После шлифовки плиты 7 с помощью толкателей перемещаются в термокамеру 12, где из си0 стемы 13 пррдуваются нагретым сжатым воздухом, а пыль собирается в емкость 14, Затем толкатели 15 перемещают нагретые плиты на основной конвейер 1. По нему поочередно плиты проходят сначала через ла5 коналивную машину 16 и термокамеру 17 для отверждения лака. Термокамера связана с системой 13 и снабжена емкостью 18 для сбора летучих компонентов лака.
Из термокамеры 17 толкатели 19 пере0 мещают плиты 7 с основного конвейера 1 на дополнительные конвейеры 2, с которых они перемещаются сначала на шлифовальный станок 20, затем на полировальный станок 21 и затем поступают в приемник 22 для
5 готовой продукции. Работу транспортеров, термокамер камнерезных, полировальных и шлифовальных станков согласуют пультом управления.
0 Формула изобретения
Поточная линия для получения декоративно-облицовочных плит, включающая ленточный транспортер для подачи каменных блоков, камнерезную машину для рас5 пиловки каменных блоков на плиты с механизмом опрокидывания камня, приемники для готовой продукции и отходов, и пульт управления, отличающаяся тем, что, с целью повышения производительно0 сти и качества, она снабжена дополнительными конвейерами, размещенными с обеих сторон основного и параллельно ему, а после машины распиловки над каждым конвейером установлены последовательно
5 механизмы опрокидывания, распределения камня и ленточно-шлифовальные станки и общая камера термообработки плит с устройством для продувания нагретого сжатого воздуха, после которой установлены
0 толкатели изделий для перемещения плит с дополнительных конвейеров на основной конвейер, при этом над основным транспортером за толкателями в порядке чередования установлены лаконаливные машины и
55 термокамеры для сушки слоя лака с системой удаления летучих материалов, причем после последней термокамеры для сушки слоя лака установлены дополнительные толкатели для перемещения плит с основного конвейера на дополнительные, а после до516786376
полнительных толкателей над каждым изновлены с зазором на участке лаконаливконвейеров установлены дополнительныеных машин и термокамер для сушки слоя
ленточно-шлифовальные станки и полиро-лака, а средство для продувания нагретого
вальные станки, при этом дополнительныесжатого «оздуха связано с термокамерами
конвейеры выполнены секционными и уста-5 для сушки слоя лака.
| Установка для получения облицовочных камней | 1986 |
|
SU1384393A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
