С (35
05 4
рии, а в месте перехода на параллельные потоки образуют последовательно чередующиеся группы,.содержащие количество кирпичей, соответствующее отношению 2:1:2, причем при садке с поворотом на 90° прямоугольную группу кирпичей симметрияно разделяют на две равные квадратные группы, разводят их в стороны за пределы общего потока, поворачивают все группы кирпичей на 90 , затем возвращают в таком виде прямоугольную группу в исходное положение. 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ садки керамических изделийНА ОбжигОВую ВАгОНЕТКу | 1979 |
|
SU816753A1 |
| Установка для садки керамических изделий на печные вагонетки | 1980 |
|
SU912515A1 |
| Способ формирования садки кирпича | 1989 |
|
SU1623864A1 |
| Автомат пакетной садки керамических изделий на обжиговую вагонетку | 1985 |
|
SU1273251A1 |
| Способ садки керамических изделий на печную вагонетку и средство для его осуществления | 1985 |
|
SU1320070A1 |
| Автомат для садки кирпича на печные вагонетки | 1987 |
|
SU1412974A1 |
| Устройство для укладки керамических изделий на печную вагонетку | 1979 |
|
SU919884A1 |
| Комплектователь слоя садки кирпича на печную вагонетку | 1982 |
|
SU1077796A1 |
| Способ формирования на поддоне прямоугольного пакета кирпичей по схеме "елочка | 1988 |
|
SU1713873A1 |
| Способ пакетирования керамических изделий на обжиговые вагонетки | 1981 |
|
SU1020248A1 |
Изобретение относится к области производства строительных материалов, в частности к комплектованию керамических изделий на обжиговую вагонетку в прямоугольные пакеты. Целью изобретения является повышение производительности. Поперек консольной сушильной вагонетки 1 при формовке комплектуют четное число изделий, которые после сталкивания с полок разводят в симметричные по отношению к групповому захвату расходящиеся непрерывные потоки с зазором под щеки захватов 11 и 12 по оси симмет52
1
Изобретение относится к производству строительных материалов, в частности к комплектованию керамических изделий на обжиговых вагонетках в прямоугольные пакеты.
Цель изобретения - повышение производительности.
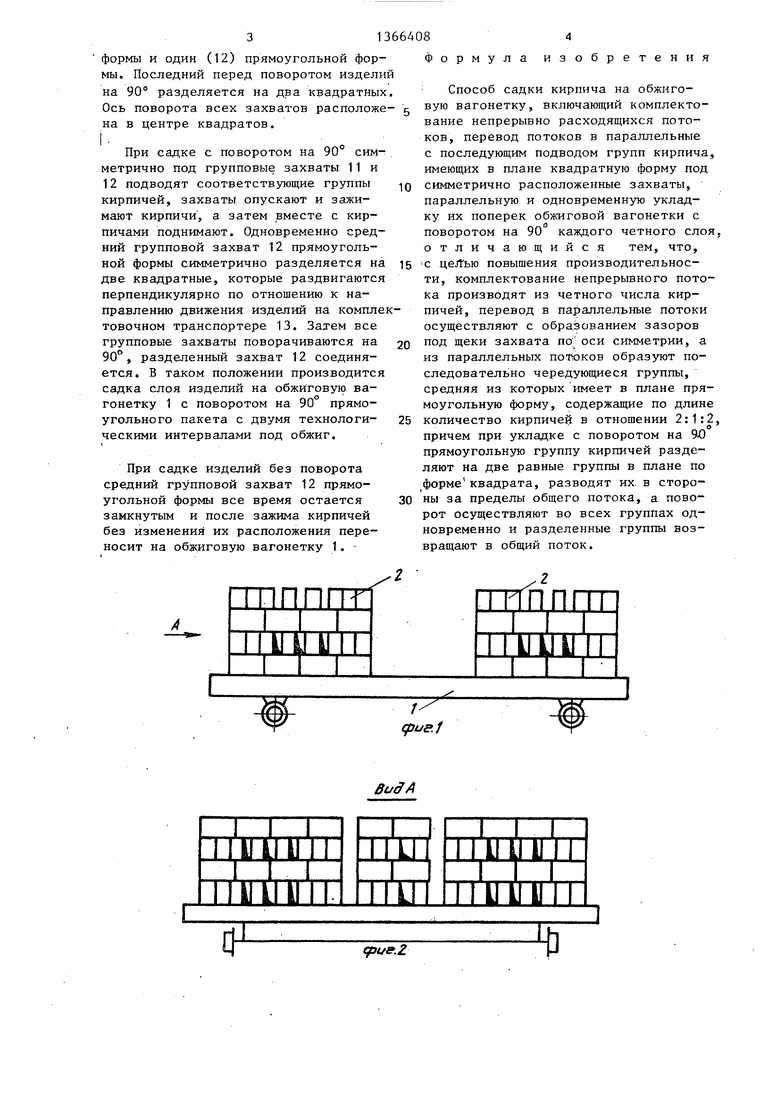
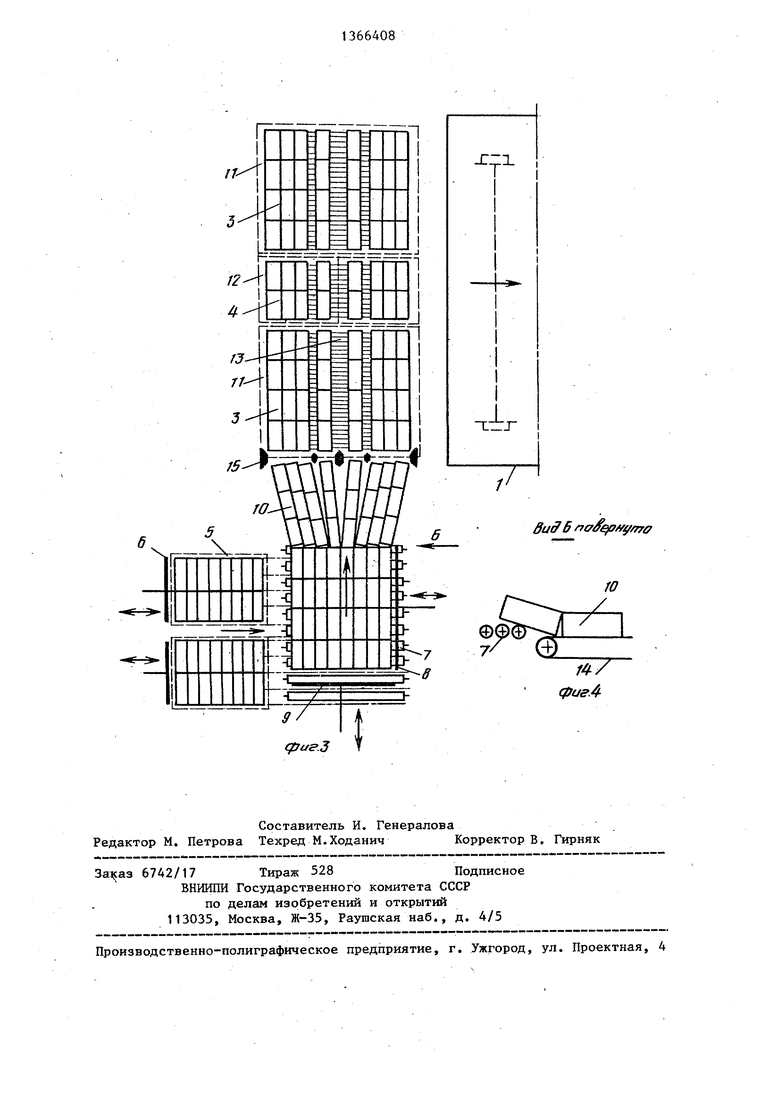
На фиг. 1 схематически изображена садка кирпичей в прямоугольные пакеты размером в плане 10x4 кирпича на обжиговую вагонетку; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - технологическая схема разгрузки сушильных вагонеток и садка кирпича на обжиговые вагонетки; на фиг. 4 - вид Б на фиг. 3; на фиг. 5 - схема переноса кирпичей на обжиговую вагонетку
с поворотом на 90°. I
Способ осуществляется следующим
образом.
Производят садку кирпичей на обжиговую вагонетку 1 прямоугольными пакетами 2 длиной в десять кирпичей с двумя технологическими интервалами и шириной в четыре кирпича, расположенными длинной стороной пакета поперек вагонетки. Укладываемьй в пакет слой содержит 80 штук модульных кирпичей, занимающий две квадратные площади 3 по 32 кирпича и одну прямоугольную площадь 4 по 16 кирпичей, ширина которой равна половине стороны квадрата. Из сушильной вагонетки 5, каждая полка которой укомплектована кирпичами, расположенными в четыре ряда по восемь изделий в каждом, кирпичи сталкивают толкателем 6 и подают на пост 7 комплектования непрерывного потока, снабжённого взаимно перпендикулярными действующими подвижными упорами 8 и 9. В этом месте сначала посредством упора 8 кирпичи прижимаю один к другому по постельным граням.
а затем - по тычковым граням между собой и к общему потоку изделий. Дальше образовывают расходящиеся потоки
10, расположенные симметрично по отношению к групповым захватам 11 и 12, и передают изделия на комплектовочный транспортер 13. В месте перехода на расходящиеся потоки 10 кирпичей
кантуют на угол, который после поворота изделия обеспечивает контакт переднего по ходу движения ребра нижней ложковой грани кирпича с транспортным механизмом.14 раходящихся потоков. Такого вида контакт кирпича с веерообразным транспортным механизмом
14 создает наиболее оптимальные условия для переориентации кирпича на расходящиеся потоки даже в том случае, если его нижняя грань неровная, причем благодаря большой скорости транспортного механизма 14 по отношению к скорости поста 7 комплектации непрерывного потока между кирпичами
образуются минимальные интервалы, определяемые неточностью кирпича по длине.
. В месте перехода на комплектовоч- ный транспортер 13 расходящийся поток изделий выравнивают с помощью стационарных направляющих 15 и переводят на параллельный. Одновременно образуют последовательно чередующиеся группы, содержащие соответственно 32, 16 и 32 кирпичей, занимающие квадратные и прямоугольные площади с интервалами между группами, определяемыми технологическими требования- ми обжига.
По мере накопления комплектовочного транспортера 13 над ним подводят два групповых захвата (11) квадратной
31366А084
и один (12) прямоугольной фор- Формула изобретения мы. Последний перед поворотом изделий
на 90° разделяется на два квадратных . Способ садки кирпича на обжиго- Ось поворота всех захватов расположе- g вагонетку, включающий комплекто- на в центре квадратов.
вание непрерывно расходящихся потоков, перевод потоков в параллельные с последующим подводом групп кирпича имеющих в плане квадратную форму под симметрично расположенные захваты, параллельную и одновременную укладку их поперек обжиговой вагонетки с поворотом на 90° каждого четного слоЯ
При садке с поворотом на 90° симметрично под групповые захваты 11 и 12 подводят соответствующие группы кирпичей, захваты опускают и зажимают кирпичи, а затем вместе с кирпичами поднимают. Одновременно средний групповой захват 12 прямоугольной формы симметрично разделяется на 15 С цеЛ ью повышения производительносдве квадратные, которые раздвигаются перпендикулярно по отношению к направлению движения изделий на комплектовочном транспортере 13. Затем все групповые захваты поворачиваются на 90°, разделенный захват 12 соединяется. В таком положении производится садка слоя изделий на обжиговую вагонетку 1 с поворотом на 90 прямоти, комплектование непрерывного потока производят из четного числа кирпичей, перевод в параллельные потоки осуществляют с образованием зазоров 20 под щеки захвата по; оси симметрии, а из параллельных образуют последовательно чередующиеся группы, средняя из которых имеет в плане прямоугольную форму, содержащие по длине
угольного пакета с двумя технологи- 25 количество кирпичей в отношении 2:1:2,
причем при укладке с поворотом на 9-0 прямоугольную группу кирпичей разделяют на две равные группы в плане по форме квадрата, разводят их. в сторо- 30 ны за пределы общего потока, а поворот осуществляют во всех группах одновременно и разделенные группы возвращают в общий поток.
ческими интервалами под обжиг.
При садке изделий без поворота средний групповой захват 12 прямоугольной формы все время остается замкнутым и после зажима кирпичей без изменения их расположения переносит на обжиговую вагонетку 1. Способ садки кирпича на обжиго- вагонетку, включающий комплекто-
вание непрерывно расходящихся потоков, перевод потоков в параллельные с последующим подводом групп кирпича, имеющих в плане квадратную форму под симметрично расположенные захваты, параллельную и одновременную укладку их поперек обжиговой вагонетки с поворотом на 90° каждого четного слоЯ}
отличающийся
тем, что.
ти, комплектование непрерывного потока производят из четного числа кирпичей, перевод в параллельные потоки осуществляют с образованием зазоров под щеки захвата по; оси симметрии, а из параллельных образуют последовательно чередующиеся группы, средняя из которых имеет в плане прямоугольную форму, содержащие по длине
количество кирпичей в отношении 2:1:2
причем при укладке с поворотом на 9-0 прямоугольную группу кирпичей разделяют на две равные группы в плане по форме квадрата, разводят их. в сторо- ны за пределы общего потока, а поворот осуществляют во всех группах одновременно и разделенные группы возвращают в общий поток.
.
Buff А
(fiuf.Z
,
-tl.
duff б frcf/ y/n ff
W
| Роговой М.И | |||
| Оборудование для комплексной механизации производства стеновой керамики | |||
| М.: Машиностроение, 1964, с | |||
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| Способ садки керамических изделийНА ОбжигОВую ВАгОНЕТКу | 1979 |
|
SU816753A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
