1
Изобретение относится к промьшше ности строительных материалов и может быть использовано при комплексной механизации и автоматизации производства глиняного кирпича и керамических камней методом пластического формования.
Известна установка для садки керамических изделий на обжиговые вагонетки, включакяцая разгрузчик сушильных вагонеток, систему конвейеров подачи изделий, сталкиватели, комплектующий стол и перекладчик изделий, причем установка снабжена рычагами для разворота изделий и дополнительными сталкивателями развернутых изделий 111.
Однако конструкция данной установки рассчитана на прямоугольную сад ку с комплектованием карты изделий с двух направлений и с pasBopotpM передатчика изделий на 180, что увеличивает цикл садки и снижает нроизводительность установки.
Наиболее близким по техническому решению к предлагаемому изобретешда является установка для садки керамических изделий на печные вагонетки, содержащая систему подающих конвейеров, толкатели с силовыми цилиндрами, комплектовочный стол и переносчик-укладчик слоя изделий, на траверсе которого закреплен групповой захват С23
10
Однако известная установка .не рассчитана на многопакетную садку керамических изделий на печную вагонетку, что существенно ограничивает ее производительность при квадратной
15 садке.
Цель изобретения - повышение производительности установки путем мне гопакетной квадратной садки керамических изделий.
20
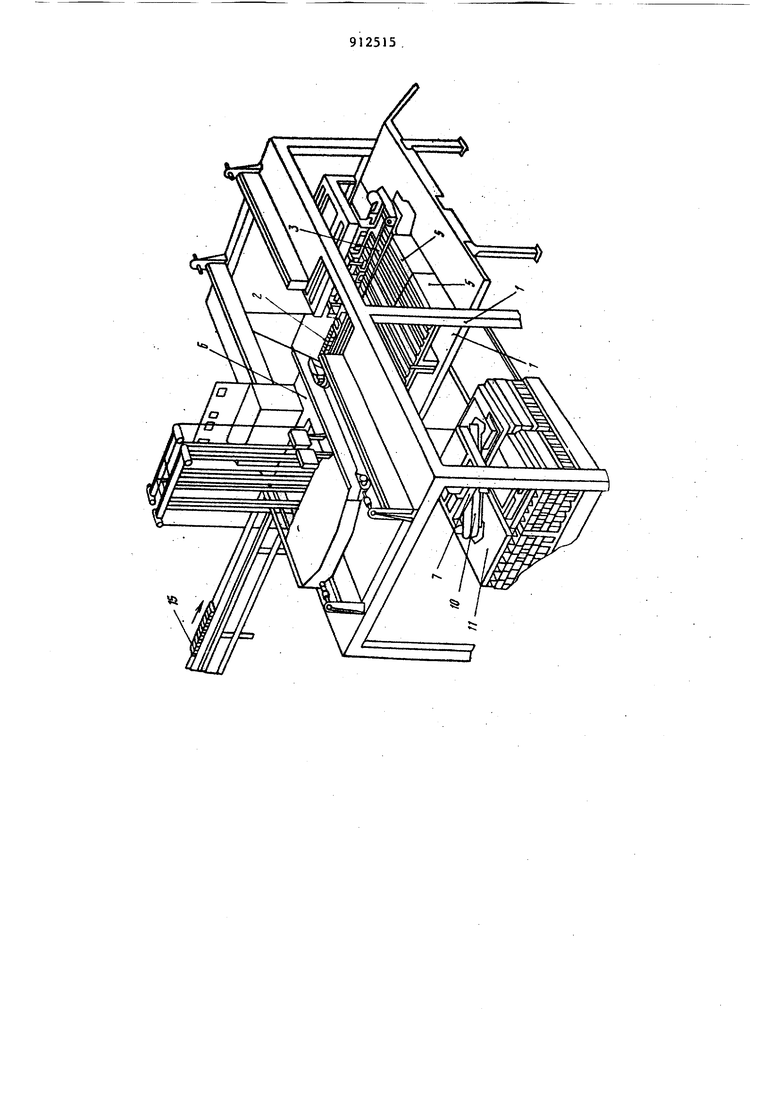
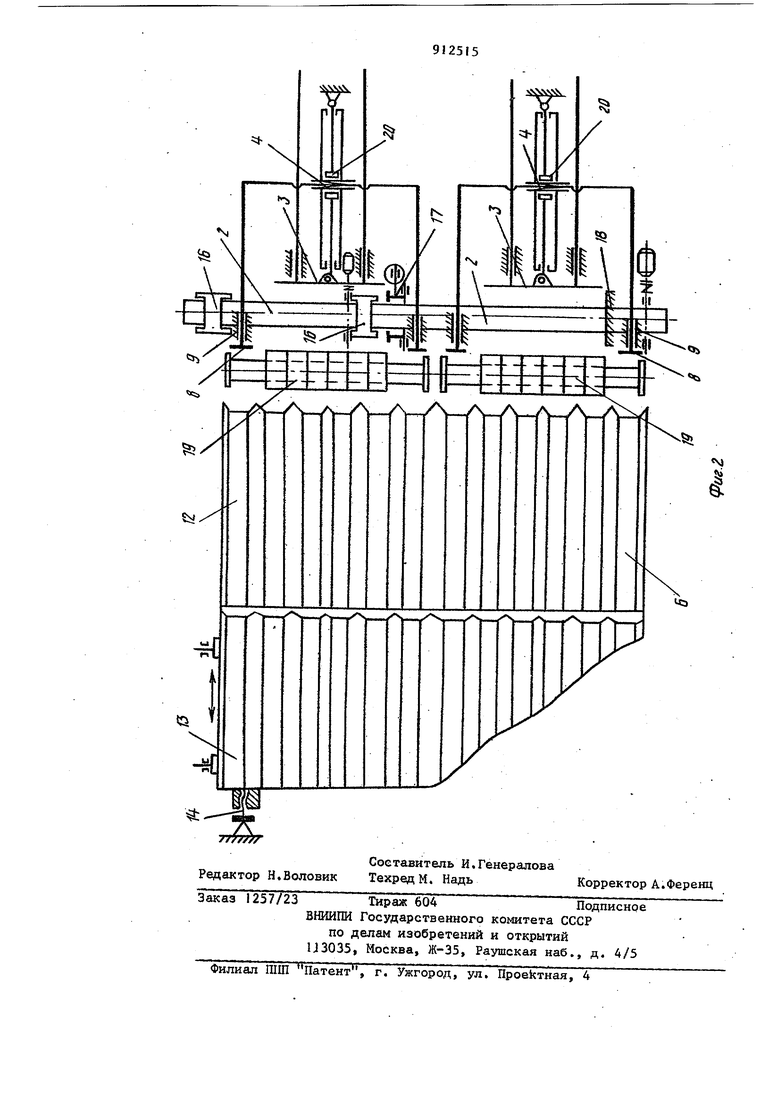
Поставленная цель достигается тем, что в установке для садки керамических изделий на лечные вагонетки, содержащей систему подакадих конвейеров, толкатели с силовыми цилиндрами, комллектовочный стол и переносчик-укладчик слоя изделий, на траверсе которого закреплен груп повой захват, толкатели снабжены дополнительными толкающими элементами, смонтированными в направляющих и жестко связанными с корпусом силового цилиндра, траверса переносчика-укладчика слоя изделий выполнена в виде равноплечей крестовины, на концах которой жестко закреплен групповой захват, а силовой цилиндр выполнен двухходовым, причем дополнительные толкающие зле менты расположены по обе стороны каждого толкателя, а траверса установлена с возможностью поворота на 90 Кроме того, комплектовочный стол выполнен в виде неподвижной и подвиж ной секции, причем подвижная секция снабжена ограничительными упорами. На фиг. 1 изображена установка, общий вид , на фиг.. 2 - вид комплектово ного стола в плане. Установка состоит из объемной рамы 1, на которой смонтированы система 2 подающих конвейеров, 1рлкатели 3 с силовЁши цилиндрами, например гидроцилиндрами 4, комплектовочный стол 5 и переносчик-укладчик 6 слоя изделий с групповым захва том 7. При этом толкатели 3 снабжены дополнительными толкающими элементами 8, установленными в направлякяцих 9 и связанными в силовом отношении с корпусом двухходового гидроцш1ИНД ра 4, причем дополнительные толкагаци элементы 8 расположены с внешних сто рон основного толкателя 3, а переносчик 6 слоя изделий снабжен поворотной равноплечей крестообразной траверсой 10 с углом поворота на 90° на концах которой жестко закреплены головки 1I группового захвата 7. Ком плектовочный стол 5 выполнен в виде неподвижной секции 12 и подвижной секции 13, на которой установлены ог раничительные регулируе1 а 1ё упоры 14 Для группировки изделий 15 на подающих конвейерах 2 применены склизы 16, проходной упор 17 и неподвижный упор 18, а для раздвижки изделий палеты 19. Установка работает следующим образом. Керамические изделия 15 поступают на систему подающих конвейеров 2, где они сплачиваются в непрерывную строку за счет тормозящего эффекта склизов 16, выполняклцих вместе с конвейе рами .роль накопителя ряда (группы изделий). Ряды группируются в автоматическом режиме при помощи проходного упора 17 и неподвижного упора 18, нормирующих длину непрерывной строки, т.е. ряда изделий в карте. Далее по сигналу датчика (не показан) включаются основные толкатели 3 и сталкивают две строки на раздвижные палеты 19, которые затем раздвигают изделия на заданный шаг. После раздвияски изделий также по сигналу датчика вступают в работу дополнительные толкающие элементы 8. При этом срабатывает вторая часть двухходовых гидроцилиндров 4 за счет подачи рабочей жидкости под поршень 20, который остается на месте, а вся система основных толкателей 3 и дополнительных толкающих элементов 8 делает второй, совместный ход, сталкивая синхронно раздвинутые ряды изделий на неподвижную секцию 12 Koiviплектовочного стола 5. Затем толкатели возвращаются в исходное положение. Цикл работы системы подающих конвейеров и толкателей повторяется до полного набора карт в соответствии с заданным рисунком садки. По окончании комплектования карт изделий подвижная секция 13 комплектовочного стола 5 отодвигается на величину разрыва мееду пакетами, которая определяется ограничительными регулируемыми упорами 14, а положение последних определяется также величиной усадки изделий при сушке. Далее на слой изделий опускается групповой захват 7 переносчика 6 слоя и изделия перекладываются ,на пол печной вагонетки. Казщый последующий слой за счет поворотной крестообразной траверсы 10 укладывается относительно предьщущего слоя с поворотом на 90, чем достигается перевязка изделий и формирование заданной садки. При этом равноплечая крестообразная траверса обеспечивает точное совмещение центров как повернутых карт, так и уложенных без поворота, позволяя существенно
сократить цикл садки при хорошей устойчивости пакетов.
Применение данной установки повышает производительность за счет сокращения общего цикла садки. Этот В1Ыигрыш определяется рациональной схемой комплектования карт с одного направления и рациональной перевязкой слоев в пакетах за счет поворотной равноплечей крестообразной траверсы с квадратными в плане головками группового захвата.
Формула изобретения
. Установка для садки керамических изделий на печные вагонетки, содержащая систему подающих конвейеров, толкатели с силовыми цилиндрами, комплектовочный стол и переносчик-укладчик слоя изделий, на траверсе которого закреплен групповой захват, отличающаяся тем, что, с целью повышения производительности путем обеспечения многопакетной квадратной садки, толкатели снабжены дополнительными толкающими элементами, смонтированными в направляющих и жестко связанными с корпусом силового цилиндра, траверса переносчика-укладчика слоя изделий выполнена в виде равноплечей крестовины,, на концах которой . жестко закреплен групповой захват, а силовой цилиндр выполнен двухходовым, причем дополнительные толкакхцие элементы расположены по обе стороны каждого толкателя, а траверса установлена с возможностью поворота на .
2 Установка по п. 1, отличающаяся тем, что, с целью обеспечения заданного разрыва меяцу пакетами, комплектовочный стол выполнен в виде неЬодвижной и подвижной секций, причем подвижная секция снабжена ограничительными упорами.
Источники иыформаири, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 375193, кл. В 28 В 13/00, 1969.
2.Авторское свидетельство СССР № 363594, кл. В 28 В 13/00, 1968. s.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплектователь слоя садки кирпича на печную вагонетку | 1982 |
|
SU1077796A1 |
| Установка для садки керамических изделий на печные вагонетки | 1983 |
|
SU1098799A1 |
| Способ садки кирпича на обжиговые вагонетки и установка для его осуществления | 1983 |
|
SU1143598A1 |
| Автомат пакетной садки кирпича на печную вагонетку | 1980 |
|
SU944937A1 |
| Установка для многопакетнойСАдКи КЕРАМичЕСКиХ издЕлий НАпЕчНую ВАгОНЕТКу | 1979 |
|
SU799953A1 |
| Установка для пакетирования керамических изделий | 1982 |
|
SU1027042A1 |
| Установка для съема кирпича с полочной вагонетки и укладки его на печную вагонетку | 1978 |
|
SU753648A1 |
| Автомат для садки кирпича на печные вагонетки | 1978 |
|
SU766864A1 |
| Автомат для садки кирпича на печные вагонетки | 1978 |
|
SU742142A1 |
| Линия формования кирпича полусухого прессования | 1990 |
|
SU1756162A1 |