Изобретение относится к способам механизированного пакетирования кирпича, керамических камней и других подобных им изделий с зазорами на обжиговые вагонетки в промышленности строительных материалов.
Известна установка для садки керамических изделий на обжиговые вагонетки, в которой используется спосой, включающий периодическое образование во взаимно перпендикулярных направлениях рядов с поперечными зазорами между изделиями, поочередное комплектование из этих рядов двух смежных слоев изделий по высоте пакета на опорной поверхности с перпендикулярным взаимным расположением в слоях изделий по длине, поочередный съем с опорной поверхност и поворот скомплектованных слоев изделий на 180® вокруг вертикальной оси с расположением их в одной горизонтальной плоскости, одновременный перенос слоев изделий и укладку их в разные пакеты на обжиговой ва гонетке 1..
Данный способ сложен, так как для образования пакета с перпендикулярным взаиморасположением изделий смежных слоев по его высоте требуется многократное образование во взаимно перпендикулярных направлениях рядов с поперечными зазорами между изделиями и поворот скомплектованных слоев на 180. Кроме, того, способ не обеспечивает идентичного расположения слоев изделий в разных пакетах на обжиговой ва1гонетке, что усложняет процесс обжига изделий и разгрузку сэбжиговых вагонеток после этого процесса.
Наиболее близким к предлагаемому является способ пакетирования керамических изделий на обжиговые вагонетки, включакяций периодическое образование рядов с поперечными зазорами между изделиями, комплектовани на опорных поверхностях из этих рядов двух смежных слоев изделий по высоте пакета, одновременный перено обоих слоев изделий, установленных один над другим с перпендикулярным расположением изделий смежных слоев И укладку их в пакеты на обжиговую .вагонетку 23.
Однако ряды комплектуют с параллельным расположением на них изделий по длине, затем осуществляют поворот одного из слоев на в горизонтальной плоскости и располагают его симметрично относительно другого.
Недостатком известного способа ,является зависимость процесса комплектования двух смежных слоев издеЛИЙ по высоте пакета на опорных поверхностях от пррядка образования рядов с поперечными зазорами между
изделиями, а также от операций поворота одного из слоев изделий на 90 и установки его над другим слоем, что приводит к увеличению цикла формирования пакетов на обжиговой вагонетке.
Цель изобретения - сокращение . цикла формирования пакетов на обжиговой вагонетке.
Поставленная цель достигается тем, что в способе пакетирования керамических изделий на обжиговые вагонетки, включающем периодическое образование рядов с поперечными зазорами между изделиями, комплектование на опорных поверхностях из этих рядов двух смежных слоев изделий по высоте пакета, одновременный перенос обоих слоев изделий, установленных один над другим с перпендикулярньв 4 расположением изделий смежных слоев и укладку их в пакеты на обжиговую вагонетку, образование рядов производят на разных уровнях по взаимно перпендикулярным направлениям и отдельно для каждого из двух комплектующих смежных слоев, а оба слоя изделий комплектуют с перпендикулярным расположением изделий смежных слоев по длине на двух опорных поверхностях, расположенных симметрично один над другим.
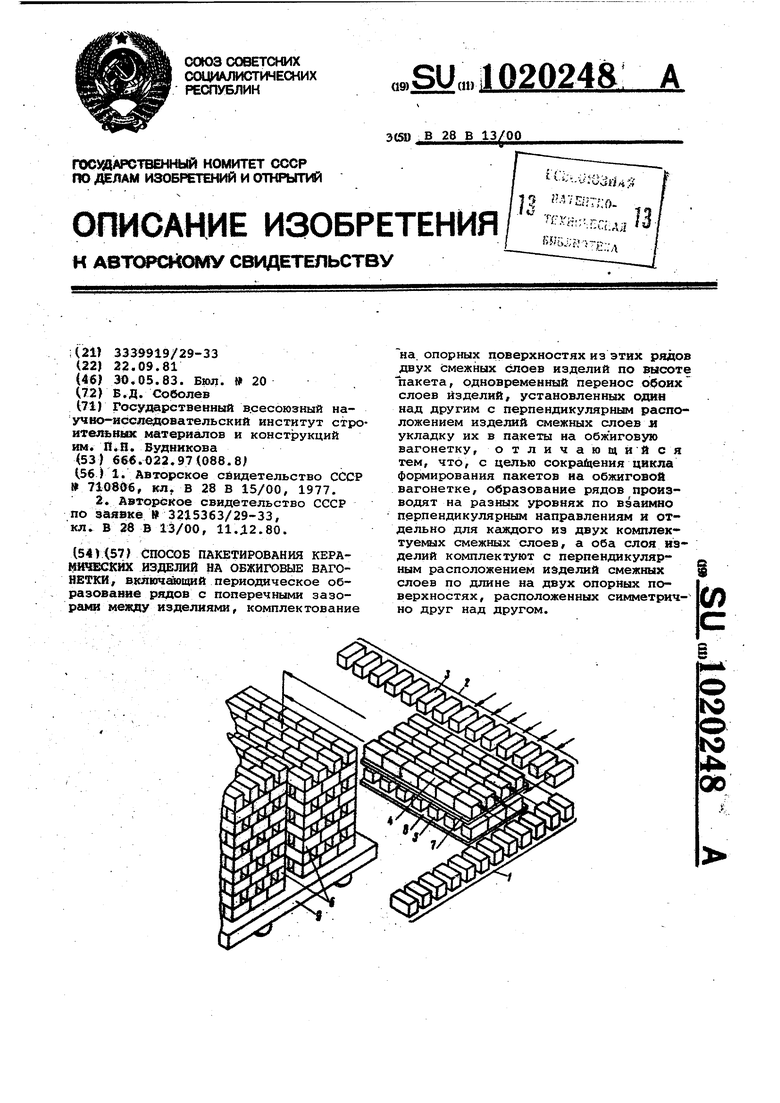
На чертеже схематически показан порядок выполнения операций при формировании пакетов керамических изделий прямоугольной на обжиговые вагонетки.
Способ осуществляют следующим об,разом.
По двум взаимно перпендикулярным |направлениям и на разных уровнях по высоте периодически образуют известными способами ряды 1 и 2 с поперечными зазорами между изделиями 3 отдельно для каждого из двух комплектующих смежных слоев 4 и 5 изделий по высоте пакета 6. Затем комплектуют из рядов 1 и 2 на опорных поверхностях 7 и 8, расположенных симметрично один над другим, два смежных слоя 4 и 5 изделий по высоте прямоугольного пакета. При этом изделия 3 из ряда 1 подают на опорную поверхность 7, расположенную на одном уровне по высоте с этим рядом, а изделия из ряда 2 на опорную поверхность 8, расположенную на одном уровне по высоте с рядом 2.
Таким образом на двух опорных поверхностях 7 -и 8 комплектуются два смежных слоя изделий с перпендикулярным расположением изделий смежных по длине и с необходимыми поперечными зазорами между изделиями 3. Оба скомплектованных слоя 4 и 5 изделий переносят одновременно к обжиговой вагонетке 9, где производят jtx одновременную укладку в пакет б. Перенос обоих слоев 4 и 5 изделий :осуществляют, удерживая каждый из слоев, а их укладку производят сна-, чала в один из пакетов б до его полного образования. После этого обжиговую вагонетку 9 передвигают по ходу ее движения и очередные слои 4 и 5 изделий уклгцдывают в следуюисйй пакет 6.
Использование предлагаемого пйзволяет значительно сократить
цикл формирования пакетов на обжиговой вагонетке за счет.независимос:ти процесса комплектования двух
смежных слоев изделий по высоте пакета от порядка образования рядов с поперечными, зазорами между издели1ями и исключения ряда операций Спо,соб применим для пакетов,как прямоугольной, так и квадратной фор«1ы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пакетирования керамических изделий на обжиговые вагонетки | 1980 |
|
SU946958A1 |
| Способ укладки кирпича-сырца на сушильные вагонетки | 1989 |
|
SU1715630A1 |
| Способ садки керамических изделийНА ОбжигОВую ВАгОНЕТКу | 1979 |
|
SU816753A1 |
| Способ садки кирпича на обжиговую вагонетку | 1986 |
|
SU1366408A1 |
| Установка для перегрузки керамических изделий с сушильной вагонетки на обжиговую | 1990 |
|
SU1742068A1 |
| Способ садки керамических изделий на печную вагонетку и средство для его осуществления | 1985 |
|
SU1320070A1 |
| Способ формирования на поддоне прямоугольного пакета кирпичей по схеме "елочка | 1988 |
|
SU1713873A1 |
| Установка для перегрузки керамических изделий с сушильной вагонетки на обжиговую | 1981 |
|
SU994267A1 |
| КОМПЛЕКТОВЩИК КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2035302C1 |
| Установка для укладки кирпича напЕчНыЕ ВАгОНЕТКи | 1978 |
|
SU804452A1 |
СПОСОБ ПАКЕТИРОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ НА ОБЖИГОВЫЕ ВАГОНЕТКИ, екяючгаощий периодическое образование рядов с поперечными зазорами между изделиями, комплектование на. опорных поверхностях из этих рЯЕДов двух смежных слоев изделий по высоте пакета, одновременный перенос Ь0оих слоев изделий, установленных один над другим с перпендикулярным расположением изделий смежных слоев я укладку их в пакеты на обжиговую вагонетку, отличающийся тем, что, с целью сокрай ения цикла формирования пакетов на обжиговой вагонетке, образование рядов производят на разных уровнях по взаимно перпендикулярным направлениям и отдельно для каждого К9 двух комплектуемых смежных слоев, а оба слоя изделий комплектуют с перпендикулярным расположением изделий смежных слоев по длине на двух опорных по(Л верхностях, расположенных симметрично друг над другом.