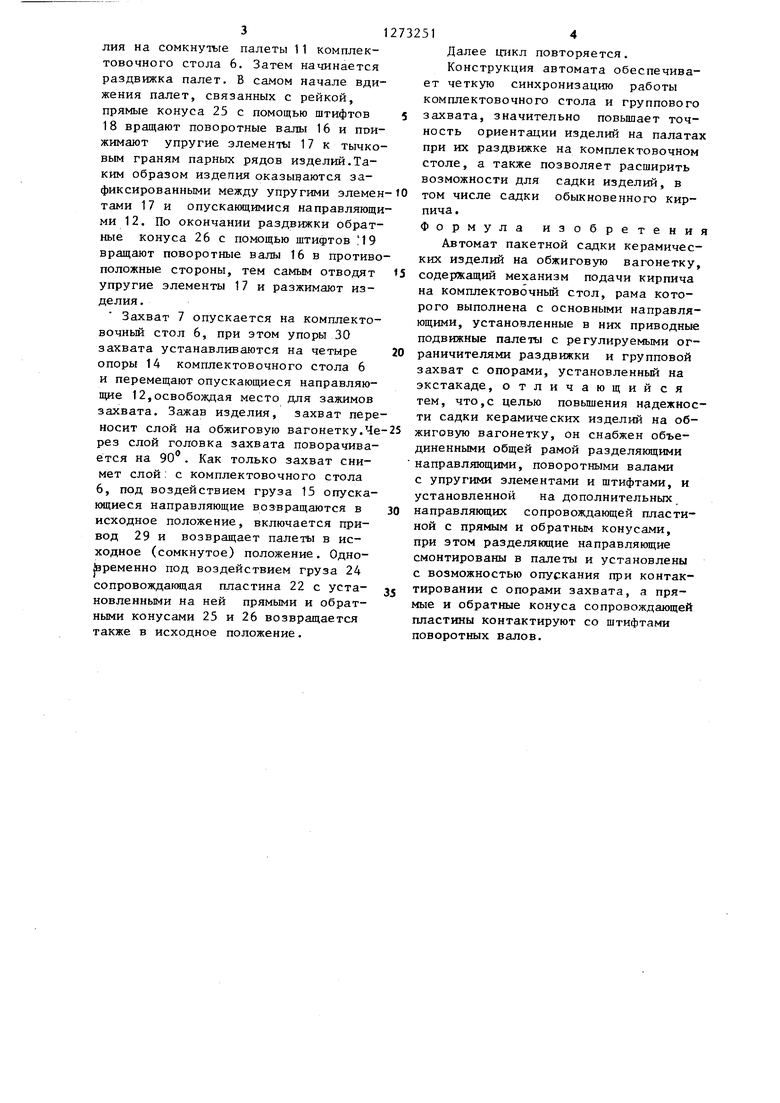
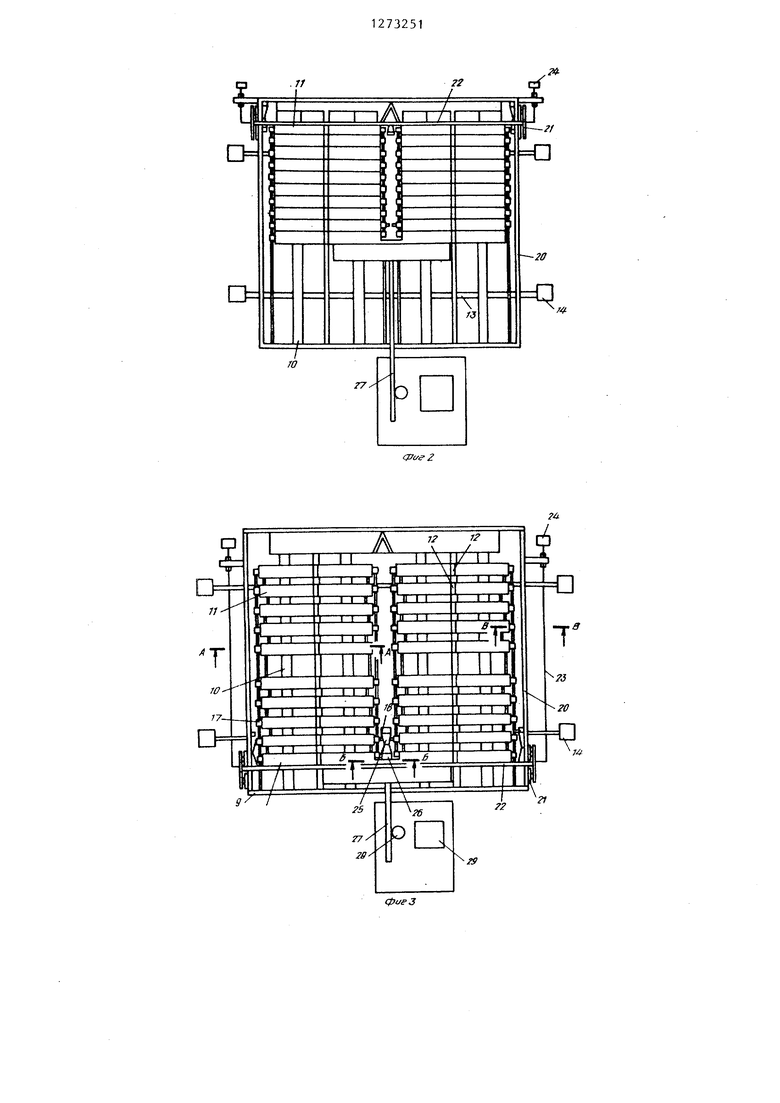
Изобретение относится к оборудованию для промьшшенности строительных материалов и может быть применено на керамических заводах в производстве кирпича, керамических камней и других подобных им изделий. Цель изобретения - повышение надежности садки керамических изделий на обжиговую вагонетку. На фиг. 1 изображена схема автома- О та; на фиг. 2 - то же, комплектовочный стол со сдвинутыми палетами (положение приема изделий); на фиг. 3 то же, комплектовочный стол; на фиг. 4 - то же, разрез А-А на фиг. 3; 15
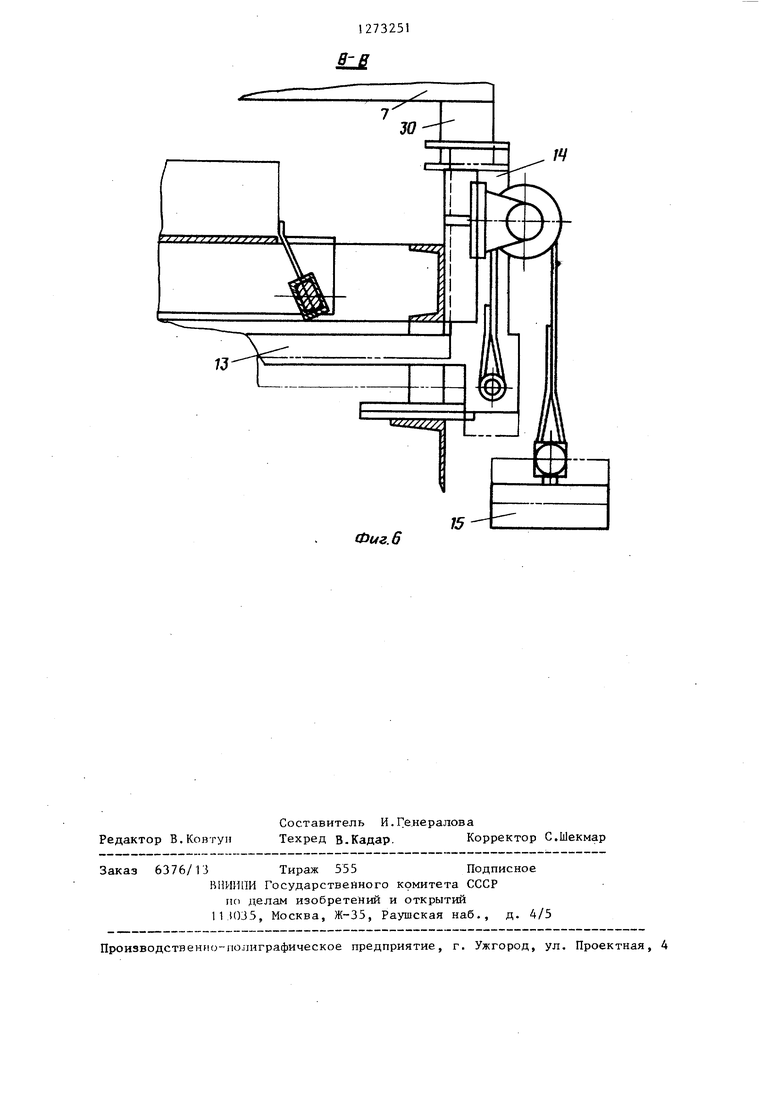
на фиг. 5 - то же, разрез Б-Б на фиг. 3; на фиг. 6 - то же, разрез В-В на фиг. 3.
Автомат пакетной садки керамических изделий на обжиговую вагонетку содержит механизм подачи кирпича на комплектовочный стол, состоящий из трлкателя 1 подачи сушильных вагонеток, разгружателя 2 сушильных вагонеток со сталкивателем 3, стол-накопитель 4 с группирователем 5,ком1шектовочный стол 6 и групповой захват 7 на эстакаде 8.
Разгружатель 2 сушильных вагонеток выполнен в виде рамной конструкции с клетью для подъема и опускания одновременно двух сушильных вагонеток.
Сталкиватель 3 кирпича, KOTOJUIM снабжен разгружатель 2, предназначен 35 для поочередного сталкивания кирпича с полок сушильных вагонеток на столнакопитель 4 и расположен с ним на одном уровне. Стол-накопитель оборудован группи- 40 рователем 5 кирпича для сплачивания и выравнивания рядов с образованием зазоров между ними. Комплектовочный стол 6 сострит из рамы 9, в которой на направляющих 10 смонтировано четыре ряда палет 11, разделенных опускающимися направляющими 12, объединенными общей рамой 13 с установленными на ней упорами 14, и связанной с помощью каната с грузом 15 возврата в исходное положение. По торцовым сторонам палет смонтировано четыре поворотных вала 16, оборудованных упругими элементами 17, штифтами 18 и 19. В раме 9 установлены направлякнцие 20, по которым на роликах 21 перемещается сопровождающая пластина 22, соединен
ная канатом 23 с грузом 24 позврата сопровождающей пластины в исходное положение. На сопровожл,ающей пластине 22 жестко установлены прямой 25 и обратный 26 конусы. Последние палаты 11 жестко соединены с рейкой 27, которая с помощью зубчатого колеса 28 и привода 29 раздвигает палеты 11. Комплектовочный стол жестко смонвагонетку в четыре пакета. Для обеспечения заданного зазора между рядами изделий палеты Т1 снабжены ограничителями раздвижки (не показаны).
Сопровождающая пластина 22, упругие элементы 17 и опускающиеся направляющие 12 обеспечивают устойчивое положение керамических изделий любой толщины во время раздвижки палет.
При заполнёнии комплектовочного стола 6 изделиями в необходимом количестве раздвижка палет 11 обеспечивается с помощью привода 29. Одьювременно начинает движение сопровождающая пластина 22, обеспечивая с помощью установленного на ней прямого конуса 25 во взаимодействии со штифтами 18 поворотных валов 16 их разтирован на экстакаде 8,а групповой захват 7 может занимать поочередно позиции над комплектовочным столом 6 и над обжиговой вагонеткой, осуществляя захват, перенос и садку керамических изделий на обжиговую ворот и зажим изделий упругими элементами 17, тем самым поддерживая изделия на палетах. Для разжима изделий перед их съемом с комплектовочного стола 6 служат обратные конуса 26 во взаимодействии со штифтами 19 поворотных валов 16. Групповой захват 7 предназначен для съема кирпича с комплектовочного стола 6 и для четкой ориентации относитвльно комплектовочного стола снабжен упорами 30. Автомат пакетной садки керамических изделий на обжиговую вагонетку работает следукяцим образом. Сушильные вагонетки с изделиями толкателем 1 подаются на разгружатель 2, в котором сталкивателем 3 изделия с полок сушильных вагонеток сталкиваются на стол-накопитель 4. Группирователь 5 сплачивает изделия, создавая четыре парных ряда с необходимыми зазорами. Следующим движением сталкиватель 3 перемещает изде3ЛИЯ на сомкнутые палеты 11 комплектовочного стола 6. Затем начинается раздвижка палет. В самом начале вди жения палет, связанных с рейкой, прямые конуса 25 с помощью штифтов 18 вращают поворотные валы 16 и поижимают упругие элементы 17 к тычко вым граням парных рядов изделий,Таким образом издепия оказываются зафиксированными между упругими элемен тами 17 и опускающимися направляющи ми 12, По окончании раздвижки обратные конуса 26 с помощью штифтов 19 вращают поворотные валы 16 в противо положные стороны, тем самым отводят упругие элементы 17 и разжимают изделия. Захват 7 опускается на комплектовочньй стол 6, при этом упоры 30 захвата устанавливаются на четыре опоры 14 комплектовочного стола 6 и перемещают опускающиеся направляющие 12,освобождая место для зажимов захвата. Зажав изделия, захват пере носит слой на обжиговую вагонетку.Че рез слой головка захвата поворачивается на 90, Как только захват снимет слой. с комплектовочного стола 6, под воздействием груза 15 опускающиеся направляющие возвращаются в исходное положение, включается привод 29 и возвращает палеты в исходное (сомкнутое) положение. Одновременно под воздействием груза 24 сопровождарощая пластина 22 с установленными на ней прямыми и обратными конусами 25 и 26 возвращается также в исходное положение, 514 Далее 1гикл повторяется. Конструкция автомата обеспечивает четкую синхронизацию работы комплектовочного стола и группового захвата, значительно повышает точность ориентации изделий на палатах при их раздвижке на комплектовочном столе, а также позволяет расщирить возможности для садки изделий, в том числе садки обыкновенного кирпича . Формула изобретения Автомат пакетной садки керамических изделий на обжиговую вагонетку, содержащий механизм подачи кирпича на комплектовочньй стол, рама которого выполнена с основными направляющими, установленные в них приводные подвижные палеты с регулируемыми ограничителями раздвижки и групповой захват с опорами, установленный на экстакаде, отличающийся тем, что,с целью повышения надежности садки керамических изделий на обжиговую вагонетку, он снабжен объединенными общей рамой разделяющими направляющими, поворотными валами с упругими элементами и штифтами, и установленной на дополнительных направляющих сопровождающей пластиной с прямым и обратным конусами, при этом разделяющие направляющие смонтированы в палеты и установлены с возможностью опускания при контактировании с опорами захвата, а прямые и обратные конуса сопровождающей пластины контактируют со штифтами поворотных валов.
.7/
Д4
г
1 // I / II Г
//
№
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат пакетной садки кирпича на печную вагонетку | 1980 |
|
SU944937A1 |
| Установка для садки керамических изделий на обжиговые вагонетки | 1977 |
|
SU710806A1 |
| Автомат для садки кирпича на печные вагонетки | 1987 |
|
SU1412974A1 |
| Установка для садки керамических изделий на печные вагонетки | 1980 |
|
SU912515A1 |
| Автомат для садки кирпича на печные вагонетки | 1978 |
|
SU742142A1 |
| Установка для садки керамических изделий на печные вагонетки | 1983 |
|
SU1098799A1 |
| Комплектователь слоя садки кирпича на обжиговую вагонетку | 1983 |
|
SU1140965A1 |
| Автомат пакетной садки керамических изделий на обжиговую вагонетку | 1988 |
|
SU1588554A1 |
| Установка для садки керамических изделий на печные вагонетки | 1983 |
|
SU1098800A1 |
| Комплектователь слоя садки керамических изделий на обжиговые вагонетки | 1984 |
|
SU1197855A1 |
Изобретение относится к производству кирпича. Целью изобретения является повышение надежности садки керамических изделий на обжиговую вагонетку. Сушильная вагонетка с изделиями толкателем 1 подается в разгружатель 2, в котором сталкивателем 3 изделия с полок сушильной вагонетки сталкиваются на стол-накопитель 4. Группирователь 5 сплачивает изделия попарно. Следующим движением толкатель 1 перемещает изделия на комплектовочный стол 6. На столе происходит раздвижка кирпичей. Захват 7 берет кирпич со стола и переносит на печную вагонетку. Перевязка слоев кирпича осуществляется (Л за счет поворота захвата на 90 6 ил. SD СО 1C ел
0
Я
/«
О
г
B:
J4
iTT Фиг. 6
| Автомат для садки кирпича на печные вагонетки | 1978 |
|
SU742142A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Автомат пакетной садки кирпича на печную вагонетку | 1980 |
|
SU944937A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
