1128003
Изобретение относится к металлургии, конкретнее к деформационно-термической обработке инструментальных сталей, и мож ет быть использовано на машиностроительных заводах и пред- 5 приятиях, использующих штампы для горячего деформирования.
Целью изобретения является повышение стойкости штампов, получаемых деформацией в пересекающихся направлениях.
to
В таблице приведены примеры осу- ш;ествления способа.
Способ включает нагрев заготовок под горячую деформацию до рекомендуемых температур, ковку в пересекающихся направлениях с перепутыванием .волокна, охлаждение в масле для закалки на мартенсит, последующий смяг чающий изотермический отжиг при температуре АСэ + (20 - ), а затем при Ас,- (100 - 120)°С для завершения распада аустенит-перлита, механическую обработку и окончательную
1140 1140
1070 1070
Общая длительность отпуска 2 ч. На каждый вариант испытывалось 15 матриц
Составитель С. Деркачева Редактор К. Волощук Техред Л..0лейник Корректор М. Шароши
Заказ 7024/25
Тираж 552
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
термообработку - закалку с температур, превышающих на 80--100°С, рекомендуемые, и отпуск двухкратный с выдержкой по 1 ч при температурах, обеспечивающих получение твердости 50-54 HRC,.
Формула изобретения
to
15
20
25
Способ обработки штампов для горячего деформирования, преимущественно получаемых деформацией в разных направлениях, включающий закалку с деформационного нагрева, ступенчатый изотермический отжиг с выдержкой вначале при температуре выше Асз на 20-30 С, а затем ниже Ас, на 100-120°С для распада аустенита на ферритно- перлитную смесь, охлаждение, нагрев под окончательную закалку, закалку и отпуск на твердость 50-54 HRC, о т- личающийся тем, что, с целью повышения стойкости штампов, нагрев под окончательную закалку проводят до температуры на 80-100 С выше принятой, а отпуск - двукратный.
4500 3500
2840 2683
Подписное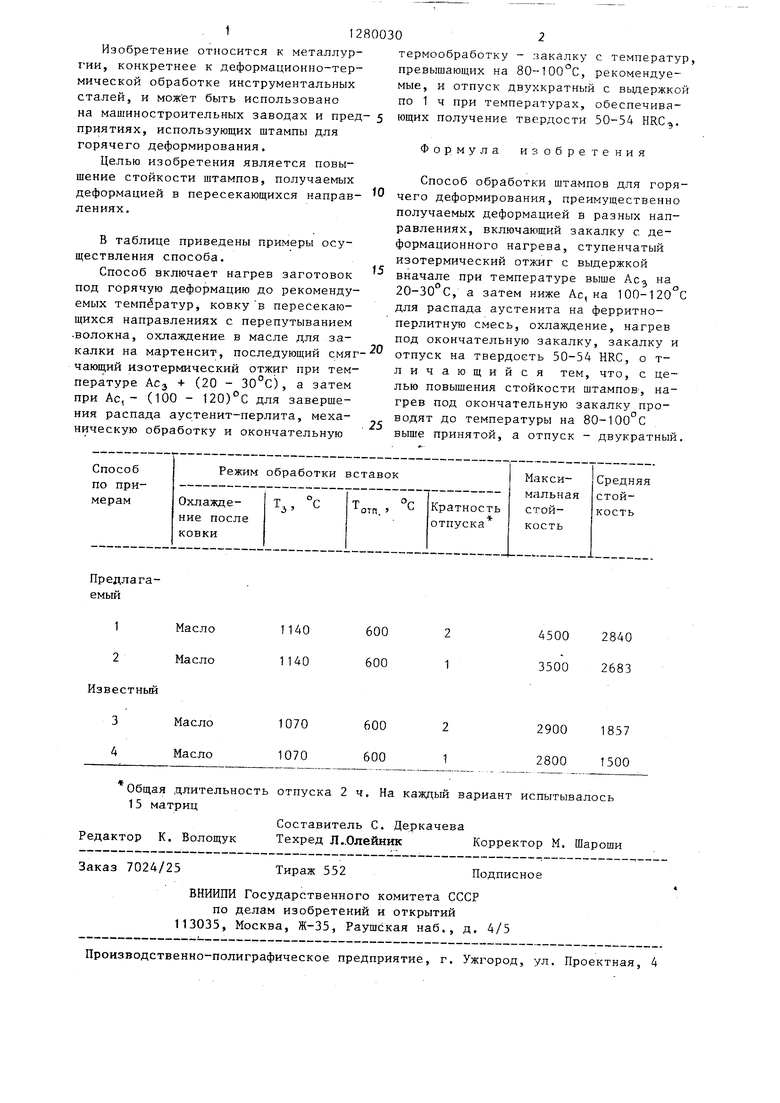
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1991 |
|
RU2010868C1 |
| Способ обработки штамповых сталей | 1977 |
|
SU771173A1 |
| Способ изготовления рессорных листов | 1987 |
|
SU1514807A1 |
| Способ термической обработки заготовок | 1985 |
|
SU1301856A1 |
| ВЫСОКОПРОЧНАЯ СТОЙКАЯ ПРИ ДИНАМИЧЕСКОМ ВОЗДЕЙСТВИИ СТАЛЬ И СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НЕЕ | 2011 |
|
RU2456368C1 |
| Способ термической обработки поковок из конструкционно-легированной стали марки 4340 (варианты) | 2024 |
|
RU2837323C1 |
| Способ термической обработки заготовок из легированных конструкционных сталей | 1979 |
|
SU881133A1 |
| Способ изготовления изделий из чугуна | 1988 |
|
SU1640179A1 |
| СПОСОБ ОБРАБОТКИ СТАЛЕЙ | 2000 |
|
RU2181776C2 |
| Способ термической обработки чугунных валков | 1987 |
|
SU1560579A1 |
Изобретение относится к деформационно-термической обработке инструментальных сталей, применяемых для штампов горячего деформирования. Целью изобретения является повышение стойкости штампов, получаемых деформацией в пересекающихся направления. Заготовки нагревают под деформацию до рекомендуемых температур, проводят ковку в пересекающихся направлениях, охлаждение в масле для закалки на мартенсит. Далее проводят изотермический отжиг при температуре Ас, 20-30°С, а затем при Ас, - (100- -120)°С для завершения распада аусте- нита на ферритно-перлитную смесь. Затем механическая обработка и окончательная термообработка - закалка с температур, превьш1ающих на 80-100 С принятые, и двукратный отпуск с выдержкой по одному часу при температуре, обеспечивающей твердость 50- 54 HRC. 1 табл. (Л
| Авторское свидетельство СССР № 985986, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ обработки штампов для горячего деформирования | 1984 |
|
SU1203116A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
