Изобретение относится к технологии изготовления изоляционных пазовы гильз и может быть использовано в электромашиностроении для изготовления, например, пазовых гильз погружных электродвигателей.
Целью изобретения является улучшение качества путем исключения повреждений гильзы и расширение технологических возможностей за счет использования различных изоляционньпс материалов.
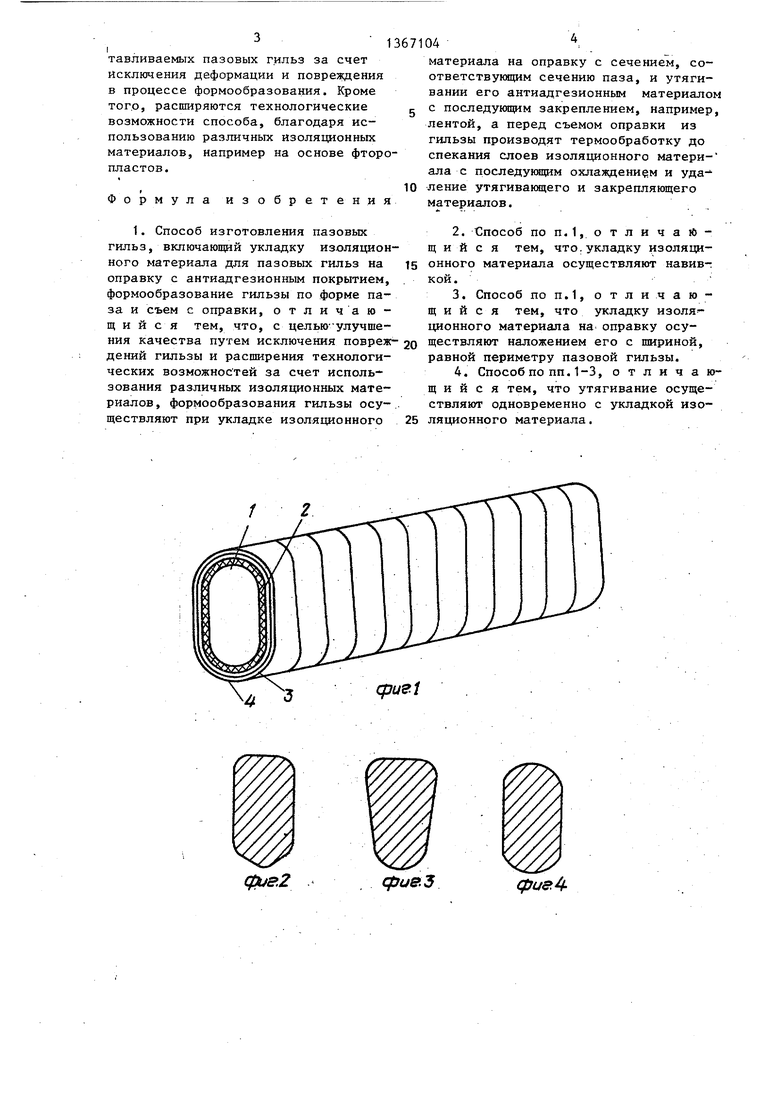
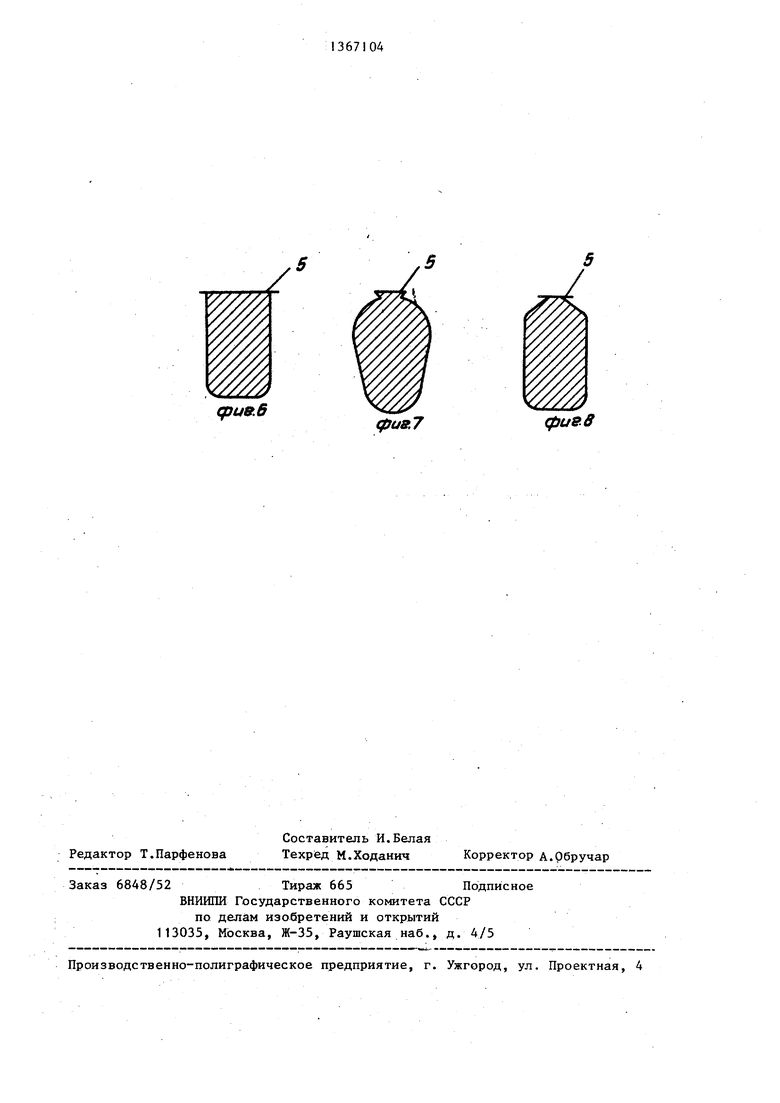
На фиг.1 изображена пазовая гильза, изготовленная в виде трубки; на фиг.2-4 - формы сечения оправок для пазовых гильз в виде трубок; на фиг.5 - пазовая гильза, изготовленная в виде короба; на фиг.6-8 - форм сечения оправок для коробов.
По предлагаемому способу пазовые гильзы изготавливают в виде трубок или коробов различных сечений.
Дпя изготовления пазовой гильзы в виде трубки производят навивку на оправку 1 ИЗОЛЯ1ЩОННОГО материала 2, например, вполнахлеста. Количество слоев определяется толщиной гильзы. В этом случае форма сечения оправки строго соответствует сечению изолируемого паза статора. На оправку 1 перед навивкой изоляционного матери- ада наносят антйадгезионнов покрытие После навивки на оправку изоляцирн- ного материала 2 его утягивают слоем антиадгезирнного материала 3 и накла дывают закрепляющий материал 4 для получения заданной формы. Материалы 2-4 накладывают с натяжением, обеспечивающим прилегание слоев и учитывающим требования, предъявляемые к прочностным характеристикам изготавливаемой гильзы.
Сформированную по форме паза гильвысота отбортовки соответствует толщине пазовой гильзы, а угол ее наклона зависит от формы получаемого короба, выбирается из условий неповреждения утягивающего материала и составляет 30-90 .
В изоляционный материал 2 укладывают оправку 1, при этом одну сторону изоляционного материала располагают по линии отбортовки 5, соответствующей одной из сторон щели паза, а другую сторону изоляционного мате - риала фиксируют отбортовкой, соответствующей второй стороне щели паза. В процессе вьшолнения пазового короба укладку изоляционного материала 2 и его утяжку на оправке производят одновременно путем навивки ленточного антиадгезионного материала 3 впритык по всей длине.
Пример. Изготавливают пазовую гильзу в виде трубки, например, для погружного электродвигателя ПЭД 32103БВ5. Гильза для паза указанного электродвигателя имеет размеры 40 х X 4605 мм без учета допусков и толщину 0,3 мм. В качестве изоляционного материала используют пленку полиимидно-фторопластовую ПМФ-С-352
60/40 мкм шириной 20 мм в 2 слоя, ла- коткань фторопластовую Ф-4Д-М-1-006 шириной 20 мм в 2 слоя.
В качестве антиадгезионного и утягивающего материала используют слой пленки Ф-4ЭО-0,05 х 20 впритык, а в качестве закрепляющего материала используют ленту ЛЭС 0,1 X 20 впритык.
В процессе изготовления гильзы на оправку 1 наносят антиадгезионную пасту КПД и наматывают изоляционный материал 2, состоящий из 2 cftoeB пленки, вполнахлеста и 2 слоев лако- ткани вполнахлеста. Изоляционный ма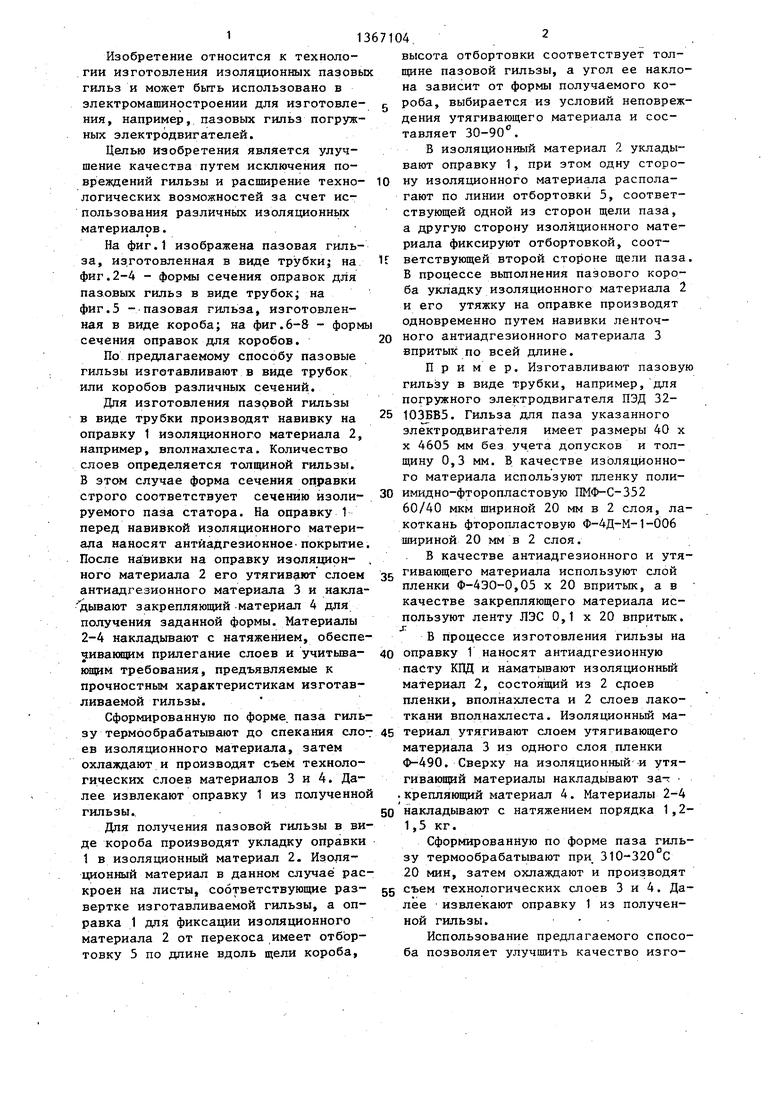
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЗОВЫХ ИЗОЛЯЦИОННЫХ ГИЛЬЗ | 1992 |
|
RU2037252C1 |
| Станок для изготовления пазовых изоляционных коробов | 1987 |
|
SU1494147A1 |
| Способ изготовления электрических машин | 1982 |
|
SU1072190A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖНОГО КОЛЬЦА КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ (ВАРИАНТЫ) | 2007 |
|
RU2330361C1 |
| Станок для изготовления пазовых изоляционных коробов | 1985 |
|
SU1310960A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| Станок для изолирования пазов магнитопровода электрических машин | 1977 |
|
SU736281A1 |
| Устройство для манжетообразования пазовой изоляции статоров электрических машин | 1990 |
|
SU1791916A1 |
| Устройство для изолирования пазов магнитопроводов электрических машин | 1984 |
|
SU1334296A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
Изобретение относится к технологии изготовления изоляционных пазовых гильз и может быть использовано в электромашиностроении для изготовления, например, пазовых гильз погружных электродвигателей. Целью f изобретения является улучшение каче- ства путем исключения повреждений гильзы и расширение технологических возможностей за счет использования различных изоляционных материалов. Дпя этого формообразование пазовой гильзы ведут путем укладки (навивки) изоляционного материала 2 на оправку 1, сечение которой соответствует сечению паза и которая покрыта антиадгезионной пастой. Затем осуществляют утягивание и закрепление изоляционного материала технологическими лентами 3 и 4, после чего полученную сборку термообрабатывают до спекания слоев изоляционного материала. Далее удаляют утягивающий и закрепляющий материалы и снимают гильзу с оправки. Кроме того, пазовую гильзу можно изготавливать из полос изоляционного материала, соответствующих развертке пазового короба, а утягивание можно осуществлять одновременно с навивкой изоляционного материала. 3 з.п. ф-лы, 8 ил. I (Л со О5 cpuaS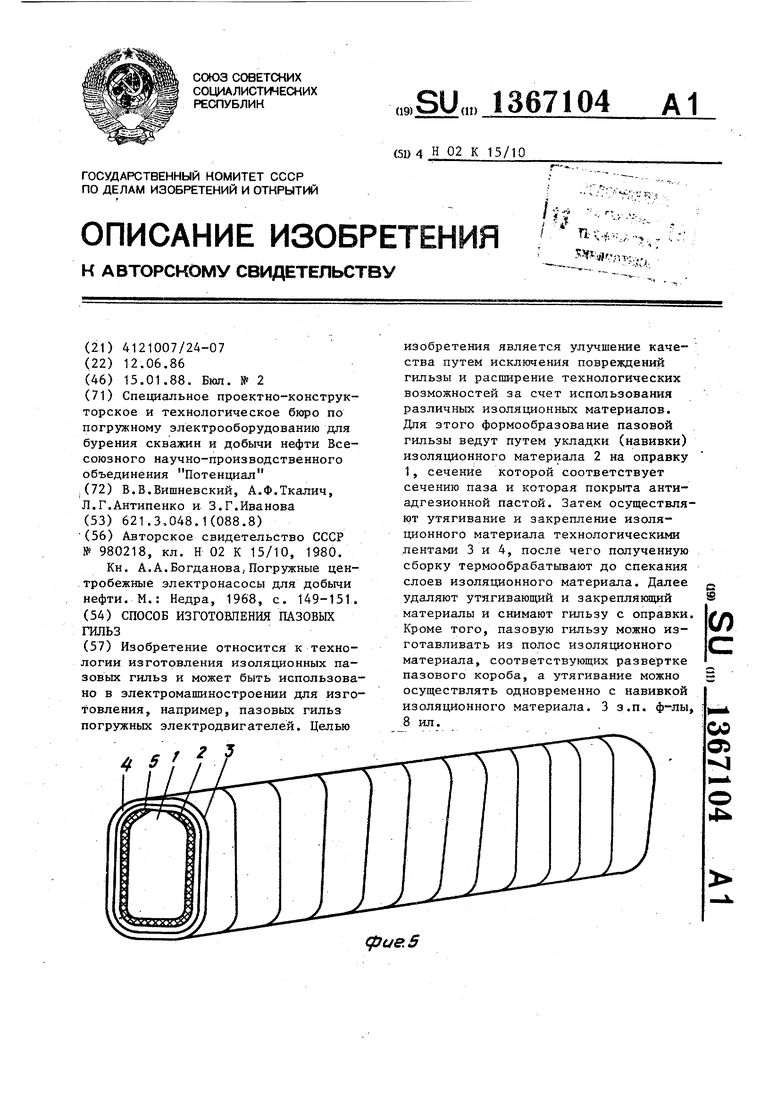
зу термообрабатывают до спекания ело- 45 териал утягивают слоем утягивающего ев изоляционного материала, затем материала 3 из одного слоя пленки охлаждают и производят съем техноло- Ф-490. Сверху на изоляционный -и утягивающий материалы накладывают за-г .крепляющий материал 4. Материалы 2-4
гических слоев материалов 3 и 4. Далее извлекают оправку 1 из полученной
гильзы.
Для получения пазовой гильзы в виде короба производят укладку оправки 1 в изоляционный материал 2. Изоляционный материал в данном случае раскроен на листьа, соответствующие раз- вертке изготавливаемой гильзы, а оправка 1 для фиксации изоляционного материала 2 от перекоса имеет отбор- товку 5 по длине вдоль щели короба.
накладывают с натяжением порядка 1,2- 1,5 кг.
Сформированную по форме паза гильзу термообрабатывают при. 310-320 С 20 мин, затем охлаждают и производят съем технологических слоев 3 и 4. Далее извлекают оправку 1 из полученной гильзы.
Использование предлагаемого способа позволяет улучшить качество изго 13671
тавливаемых пазовых гильз за счет Исключения деформации и повреждения в процессе формообразования. Кроме тог.о, расширяются технологические g возможности способа, благодаря использованию различных изоляционных материалов, например на основе фторопластов.
10
Формула изобретения
Cf3ua2
04V
материала на оправку с сечением, со- ответствукящм сечению паза, и утяги- вании его антиадгезионным материалом с последующим закреплением, например, лентой, а перед съемом оправки из гильзы производят термообработку до спекания слоев изоляционного матери- ала с последующим охлаждением и уда- ление утягиванщего и закрепляющего материалов.
qjue-i
фие.5
фиеЛ
/
qfju&6
fJU8.7
фи9.в
| Способ изготовления изоляционных пазовых коробов электрических машин | 1980 |
|
SU980218A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кн | |||
| А.А.Богданова,Погружные цен- тробежные электронасосы для добычи нефти | |||
| М.: Недра, 1968, с | |||
| Подъемник для выгрузки и нагрузки барж сплавными бревнами, дровами и т.п. | 1919 |
|
SU149A1 |
