Изобретение относится к технологии изготовления изоляционных пазовых коробов электрических машин и может быть использовано в электротехнической промышленности. Известен способ изготовления Изоляционных пазовых коробов электрических машин из заготовки листового материала, включающий формообразование короба посредством вертикального пуансона и раздвижной матрицы tl Недостаток известного способа ограниченные технологические возможности -его применения, в частности невозможность изготовления коробов из изоляционных материалов, обладающих большой упругостью, например из полиамидной пленки. Цель изобретения - расширение тех нологических возможностей. Поставленная цель достигается тем что перед операцией формообразования заготовку складывают в петлю, зажимают концы петли раздвижной матрицей а формообразование производят пуансоном путем сплющивания петли до получения высоты ее, равной 2-6 толщинам материала заготовки. На фиг. 1-4 показана последовательность изготовления изоляционны пазовых коробов электрических машин; на фиг. 5 - изготовленный короб. Способ изготовления изоляционных пазовых коробов электрических машин осуществляют следующим образом. Заготовку 1 листового материгша выгибают в виде арки раздвижной матрицей 2, затем заготовку склгщывают в петлю с помощью пуансона 3 и раздвижной матрицы 2 и концы петли зажимают в матрице, после чего пуансоном сплющивают петлю до получения высоты ее cf, равной 2-6 толщинам материала заготовки, что обеспечивает после извлечения материала заданный профиль короба (фиг. 5). Изобретение позволяет расширить технологические возможности способа изготовления пазовых изоляционных коробов электрических машин. Формула изобретения Способ изготовления изоляционных пазовых коробов электрических машин из заготовки листового материала, включающий формообразование короба посредством вертикального пуансона и раздвижной матрицы, отличаю щ и и с я тем, что, с целью расаииреНИН технологических возможностей, перед операцией формообразования заготовку складывают в петлю, зажимают концы петли раздвижной матрицей, а формообразование производят пуансоном путем сплкицивания петли до полуматериала заготовки.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 557458, кл. Н 02 К 15/10, 1973. чения высоты ее, равной 2-6 толщинам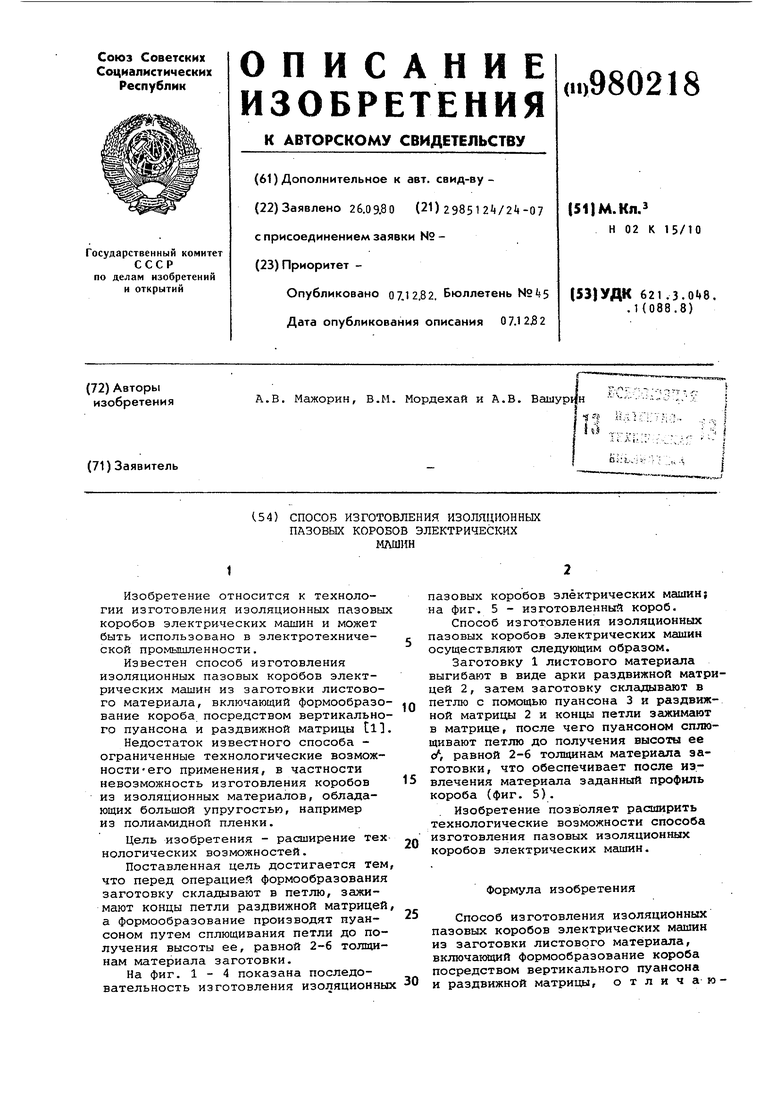
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления двойных изоляционных пазовых коробов электрических машин | 1982 |
|
SU1130964A1 |
| Станок для изготовления пазовых изоляционных коробов | 1987 |
|
SU1494147A1 |
| Способ изготовления многослойных пазовых коробов электрической машины | 1986 |
|
SU1436206A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2551036C1 |
| СПОСОБ ГЛУБОКОЙ ИМПУЛЬСНОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2001 |
|
RU2242318C2 |
| Штамп для раздачи полых заготовок | 1980 |
|
SU927382A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2012 |
|
RU2493928C1 |
| Способ сверхпластичной формовки деталей из тонкостенных заготовок | 1990 |
|
SU1785467A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЗОВЫХ ИЗОЛЯЦИОННЫХ ГИЛЬЗ | 1992 |
|
RU2037252C1 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
/гг
Фаг. f
Фиг. 2
0w.S
. -
Г1
V
Фие.
