3 С .; г-1
I I
г .и г. /у .г . V .-Y:y 124ИЙЦ1. FETl: ap|b: ;vv;xX i;
Vi-Ю .26
I I
f.-Y:y i;
(Л
С
4; СО «
4
имеет,механизм 10 отбортопки сторон п зопого короба. Состоит он из каретки Д 2, размещенной на пуансоне 9 с нозможност7,ю перемещения вдоль ei o продольных риступоп, и двух роликов 48, установленных на каретке с разных сторон пуансона. Грани рабочей
поверхности выступов пуансона сходятся .под острым углом и взаимодействуют с канавками конических роликов 48. Станок позволяет изготавливать короба высокого качества из материала большой упругости и различной конфигурации . 1 3.п. ф-лы, 12 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления пазовых изоляционных коробов | 1985 |
|
SU1310960A1 |
| Станок для изолирования пазов магнитопровода электрической машины | 1980 |
|
SU896719A1 |
| Полуавтомат для укладки пазовойизОляции B МАгНиТОпРОВОд яКОРяэлЕКТРичЕСКОй МАшиНы | 1979 |
|
SU845230A1 |
| Устройство для изолирования пазов магнитопровода электрических машин | 1982 |
|
SU1050055A1 |
| Устройство для изготовления и укладки изоляции обмотки в пазы магнитопровода электрической машины | 1973 |
|
SU510965A1 |
| Устройство для установки клиньев в пазы якорей электрических машин | 1980 |
|
SU920969A1 |
| Устройство для изготовления пазовой изоляции | 1990 |
|
SU1778876A1 |
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |
| Роторная машина для обработки ленточного материала | 1989 |
|
SU1666250A1 |
| Станок для соединения витков бортового кольца из стальной ленты | 1981 |
|
SU1022771A1 |
Изобретение относится к электротехнике, а именно к технологическому оборудованию для изготовления электрических машин, и может быть использовано при изолировании пазов магнитопроводов. Целью изобретения является улучшение качества путем обеспечения заданной геометрической формы пазового короба и расширение технологических возможностей путем изготовления пазовых коробов различной конфигурации. Для этого станок имеет механизм 10 отбортовки сторон пазового короба. Состоит он из каретки 42, размещенной на пуансоне 9 с возможностью перемещения вдоль его продольных выступов, и двух роликов 48, установленных на каретке с разных сторон пуансона. Грани рабочей поверхности выступов пуансона сходятся под острым углом и взаимодействуют с канавками конических роликов 48. Станок позволяет изготавливать короба высокого качества из материала большой упругости и различной конфигурации. 1 з.п. ф-лы, 12 ил.
Изобретение относится к области электротехники, а именно к технологическому оборудованию для изготовления электрических машин, и может быть использовано при изолировании Пазов магнитопроводов,
Целью изобретения .чпппетсн улучшение качества пучч-м г Пч сиечеипя заданной геометрической формы пазового короба и расширение технологических возможностей путем изготовления пазовых коробов различной конфигурации и из различного материала.
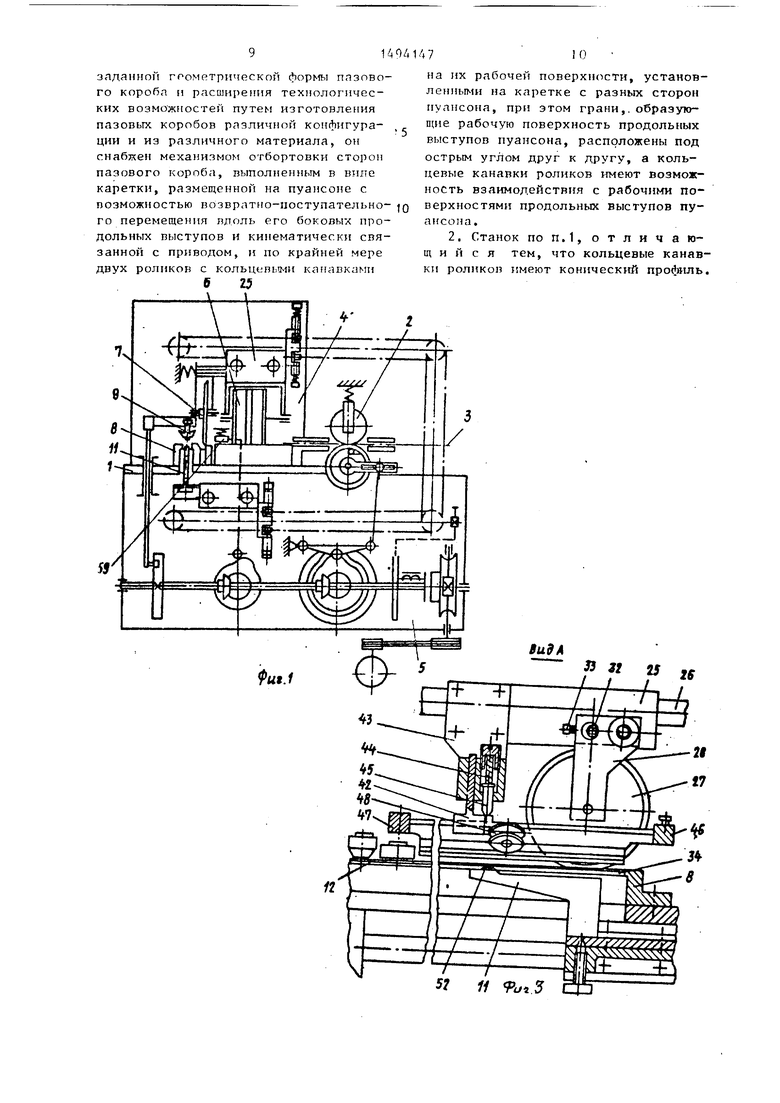
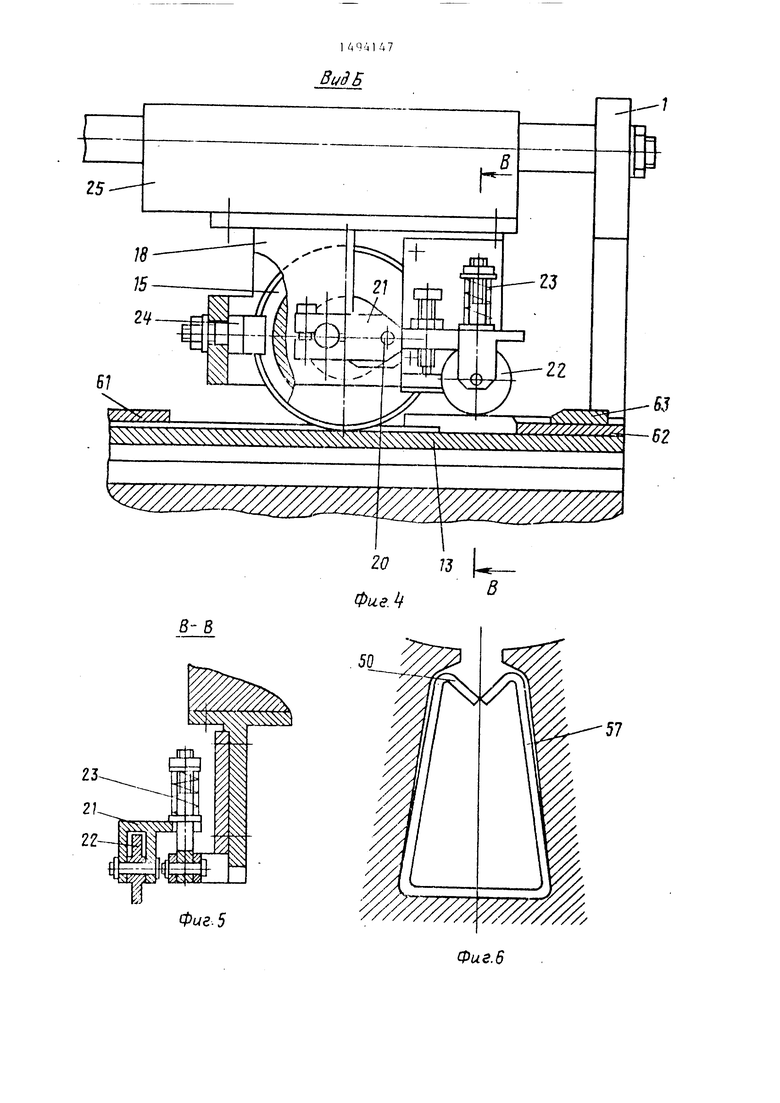
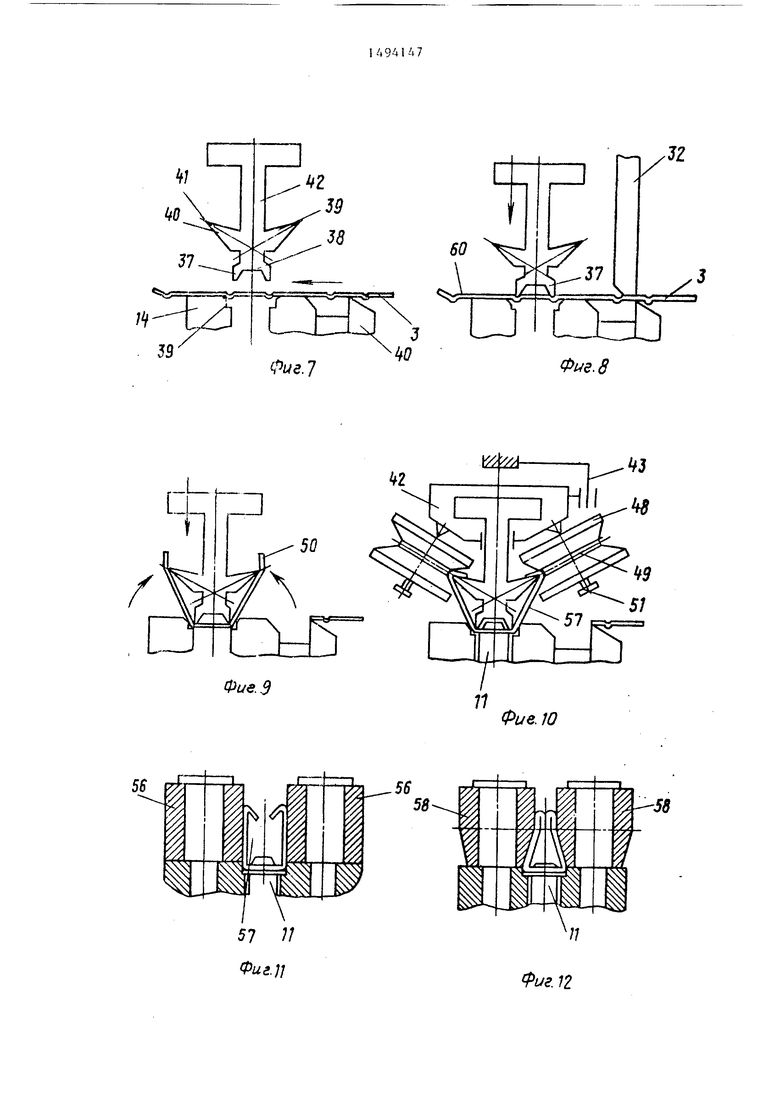
Па фиг.1 изображена кинематическая схема станка; на фиг.2 - обашй вид механизма формообразования станка; на фиг.З - вид Л на фиг.2; на фиг. 4 - вид Б на фиг. 2-, на фиг. 5 - сечешш В-В на фиг.4; на фиг.6 - ГОТОВЫ пазовьп короб с клапанпьп1, уложенный в паз магнитопровода; на фиг.7-12 - процесс формообразования короба.
Станок для изготовления пазовых изоляционных коробов содержит станину 1 (фиг.1-5), механизм 2 порционной подачи изоляционной ленты 3, механизм 4 формообразования пазового короба и привод 5.
Механизм 4 формообразования содержит устройство 6 для прокатки ио- лосы изоляционной ленты 3, механизм 7 отрезки ИЗОЛЯЦИ01И10Й ленты, матрицу 8, пуансон 9, механизм 10 отбор- товки (фиг.2), выталкиватель 11 и систему калибрукидих роликов 12 (фиг.З).
Устройство 6 прокатки ИЗОЛЯЦИО)lOro материала содержит-профильную прокатную плиту 13 (фиг.2) с выполненными на ее рабочей поверхности канавками 14, ролик 15, снабженный ребордами 16, расположенными симметрично канавк;.1М 14.
Ролик IS установлен с позможнос- тью вращения на iiaiipai JiHKTn;ei 17, 1чО5
0
5
0
5
0
5
0
5
торая п свою очередь установлена на стойке 18 посредством пальца 19. Отверстие в направляющей 17 под палец
19выполнено эксцентрично относительно ее геометрической оси, что позволяет менять зазор ме;кду роликом 15
и плитой 13 поворотом направляющей 17 вокруг сей пальца 19. С этой целью направляюпая 17 посредством штифта
20(фиг.4) шарнирно связана с рычагом 21, который снабжен роликом 22 и нагружен пружиной 23. Положение ролика 15 на направляющей 17 фиксируется вилкой 24.
Стойка 18 жестко связана с ползуном 25, установленным на направляющих 25 с возможностью возвра1но-по- ступательного перемещения.
Механизм 7 отрезки изоляционной ленты (фиг.1-3) содержит дисковый нож 27 и держатель 28, установленный на пальце 29 и нагруженный пружиной
30,регулируемой посредством гайки
в паз, выполненный в ползуне 25. I
Матрица 8 (фиг.2 и 3) имеет продольный паз 34, верхняя часть которого выполнена с фасками и предназначена как для формования короба, так и для его направления при выталкива- в сторону кассеты-накопителя (не показана), Hrf боковой стенке матрицы 8 закреплен плоский гильотинный нож 35, контактирующий с дисковым ножом 77. Между матрицей 8 и ножом 35 уста5l
иовлепп технологическая компеислцион иая прок. 36.
Пулиг.с 9 (фиг.1, 7) имеет нижнюю формующу часть 37, ндоль которой п 1пол11сь паз 38 с илклони :П И стенками, и бокопые продольные иьгступ, 39 и 40, выполненные в виде напрапляюр1и ребер со сходят,1:мися иод острым угло Гранями, образующими кромки для пере гиба изс ляпии.
Верхняя часть 41 пуансона 9 пы- полиена также я пид,е плоской папран- ляющпй прямоугольно о сечепиг, на которой устаноилена каретка 42 icxa отбортовки с вояможностьт йс.э- вратно-поступательного перемещения вдоль боковых ггродольт|;,гх выступов пуансона. Кпретка 42 mapHnptio связан с 43, акренлени1- м ил ползу ме 25, и нагру сен. ируугтию 44 посредством плунжера 4),
Пуансон 9 за1;реплсн на KpoHPiTei - нлх 46 и 47, связанных с приводом 5. ila каретке 42 с возможностью В1 Л- щения уст 1новлен1,1 ро1П1ки 48 (Л(г.10) на рабочей поверхности которых выполнены коничесргме канавки 49, предназ- яачени, для отборто . и прикатки клапанов 50 (Лиг. 9) вдоль боковых стенох пазового короба. Оси poJniKOB 51 распопо ены cп r eтpичнo относи- телт.по прртик -шы1011 оси пуансона под некоторым углом, величина которого В1лОлрается конструктивно в за- висимг)сти от размеров поперечного сечения пазового короба, при обязательном условии, что угол между отогнутыми клапанами и стенкоГ короба должен быть остр1,тм. Выталкива- толь 11 (фиг,1-3 и 10-12) имеет наконечник 52, профиль которого повторяет профиль Н1гдней рабочей части 37 пуансона 9. Кр 1талки1 атель 11 установлен на держатс ле S3, закреп- ленном на ползуне 54, которьй в свою очередь устан11в;и И на напра1 чяю111,их 55 с Ь озмс дностью возлратио-иосту- пательнотч) переме иения вдоль паза 34 мр.триды 8.
Комплект ка.чибрующих роликов 12 Е да(И(ом примере представляет собой две пары роликов. Первая пара - цилиндрические ролики 5ft (фиг.11 и 12) - П11едназиачена дпя Г ырав и{вания бок( Вь;х стенот: i V (.f, 10 и 1 1 ; ii.i uin ii o кгфоПл 1 лвстречу друг пь угу. 1 |Торая - гюлики 58, рабо 7
чая noBepXHcK TJ KOTOJIMX содержит 1.ц линдрическун1 (верхнюю) и ;oiui- ческую (иикиюю) части, предназначен дпя дополнительной подгибки и прикатки клаплноп 50 короба. Эта пара ро- ликоп Рмлолняет также Функцию направляющей при 3aTaJiKinj.nHnn готового короба в кассету или изолируег-гьп паз магнитопровода (не показан). Голики 56 п 58 попарно расположены на продолжении матри1И-1 8 вдоль осевой-линии ее продольного паза 34 с возможностью регулировки расстояния между ними в зависимости от ишрины дна пазового короба и толщины изоляционного материала.
Механизм 4 формообразования пазового короба содержит также зажимно устройство 59 (фиг.1 и 2) для фиксации полосы 3 итоляциониого материала i-.o избежание ее смещения п процессе прокатки (аигования) дорожек и отрезки от нее заготовки 60 (фиг.8). Кром Tiu o, механизм 7 содержит щелевые на рлвляюиие 61 и 62 для направления полосы изоляционного материала в зону формообразования. На каждой нз этих направляющих установлен плоский кулачок 63, контактирующий периодически с роликом 22.
Все механизмы и устройства станка кинематически связан, собой (фиг.1) и приво,чятся в движение от привода 5.
Станок для изготс1вленил пазовых изоляционных коробов работает сле- дуюгцим образом.
Изоляционная лента 3 с отогнутыми по ее краям манжетами подается с помощью устройства 2 в зону, формообразования пазового KiipoOa на величину, ратжук) 1111фи 1е заготовки пазового Kojio6a. При этом д.ругие исполни ель- ные устройства находятся в следующем СОСТОЯ1П1И. Ползун 25 и связанные с ним устройство 6 прокатки, механизм 7 отрезки и механизм 10 отбортовки находятся в переднем крайнем поло- же1П1И (по направлению перемещения ко - роба) в состоянии выстоя, пуансон 9 поднят до , зажим 59 oTnyrte). Тодкатель 1 1 coBepiiiacT возвратный ход.
По окончании пикла подачи материала срабатывае злж(м 59, привод1тмый в движение от куллч :гчи-)го механизма привода 5, и надежно фиксирует полосу
материала в зоне формообразопанил, rJpicKHMan ее к прокатной доске 13. Одновременно опускается пуансон 9 до положения, при котором отрезаемая заготопка 60 (фиг.8) окажется зажатой между верхней плоскостью матрицы н нижней рабочей частью 37 пуансона 9. Затем ползун 25 вместе со связанными с ним меха}1измами п.еремещают по направляющим 26. (прямой ход). При этом KOHTaKTnpyramin с плитой 13 ролик 15 ребордами 16, сориентированными относительно канавок 14, наносит поперек полосы материала бо- роздки (зиги), обеспечивающие возможность четкого перегиба материала вдоль этих зигов. Одновременно нож 27, перемещаясь вдоль кромки ножа 35, отрезает заголовку 60. Вслед за этим производят дал1,11е11111ее перемещение пуансона 9 в паз 34 матрицы 8 на глубину, пример 1о, равную двойной толщине материала пазовой изоляции, TUij, чтобы поднимающиеся в результат этого воздействия на материал боковы стенки 57 короба каснулись кромок боковых направляющих ребер 39 и 40 пуансона 9. В момент выстоя пуансона 9 ползун 7.5 совершает возвратный ход.
При этом ролики 48 с кареткой 42, двигаясь вдоль кромок направляющих ребер 39 и 40 пуансона 9, подгибают кромки боковых стенок пазового короб навстречу друг другу.
Одновременно ролик 15 устройства производит повторную прокатку полосы материала л местах последующего пе-, региба изоляции при формовании ко- роба. В процессе перемещения ползуна 25 установленный на рычаге 21 ролик 22 дважды контактирует с кулачками 63, установленными на направ.пяю- щих 61 и 62. Это обеспечивает чение зазора между роликом 15 и плитой 13 при переходе его через края полосы материала, 1 меющие двойную толщину из-за наличия манжет, что предотвращает возможность просечки материала в этих местах ребордами 16 ролика 15.
По заверщении ползуном 25 возвратного хода пуансон 9 выводят вверх из паза 34 матррщы 8 до уровня,- когда кромки нижней части 37 пуансона 9 окажутся примерно на уровне верхней плоскости матрицы 8. Яатем с помощью ползуна 54, связанного с приводом 5, перемещают толкатель 11, наконечник 52 которого скользит вдоль паза 38 пуансона 9, перемещая готовы пазовый короб вдоль паза 34 матрицы 8, При этом пазовый короб, перемещаясь вдоль пуансона 9, снова встречает на своем пути ролики 48 от бортовочного устройства 10, в результате чего происходит повторная прокатка материала в местах отгиба клапанов, что улучшает качество формования короба.
За пределами пуансона 9 пазовый короб встречает вначале цилиндрические ролики 56, -под воздействием которых боковые стенки 57 короба вы- рав1П1ваются, поворачиваясь навстречу друг другу, а затем - ролики 58, которые калибруют пазовый короб перед заталкиванием его в кассету или паз статора и окончательно дофор- мовывают клапаны 50.
После укладки короба в кассету ил паз статора пуансон 9 перемещается в верхнее крайнее положение и цикл повторяется .
На данном станке можно изготавливать короба как с манжетами, так и без манжет а также обьтные короба с незамкнутым контуром без клапанов. В этом случае каретка 10 может быть снята.
Использование изобретения позволит улучшить качество формования пазовых коробов путем обеспечения их заданных геометрических размеров из материала любой степени упругости и расширить технологические возможности станка, сделать его более универсальным.
Формула изобретения
91
заданной ггометрической формы пазово го короба и расширения технологических возможностей путем изготовления пазовых коробов различной конфигурации и из различного материала, он снабжен механизмом отбортовки сторон пазового короба, выполненным в каретки, размещенной на пуансоне с возможностью возвратно-поступательного перемещения вдоль его боковых продольных выступов и кинематически свя занной с приводом, и по крайней мере двух роликов с кольцепь ми канавками
6 25
О/и А 710
на их рабочей поверхности, установ- ле(И1ьгми на каретке с разных сторон пуансона, при этом грани,, образующие рабочую поверхность продольных выступов пуансона, расположены под острым углом друг к другу, а кольцевые канавки роликов имеют возможность взаимодействия с рабочими по- JO верхностями продольных выступов пуансона.
26
Jicz
S 11 Put3 CD
ВидБ
В-В
фиг- 5
Ш
0 62
20 Фие.
13 U В
Фиг. 6
Фиг. 7
Фие.9
Фие.8
Фие. Ю
| Станок для изготовления пазовых изоляционных коробов | 1985 |
|
SU1310960A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Механический грохот | 1922 |
|
SU41A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
