со
05
00
О5
Изобретение относится к области изготовления пористых теплоизоляционных материалов, преимущественно
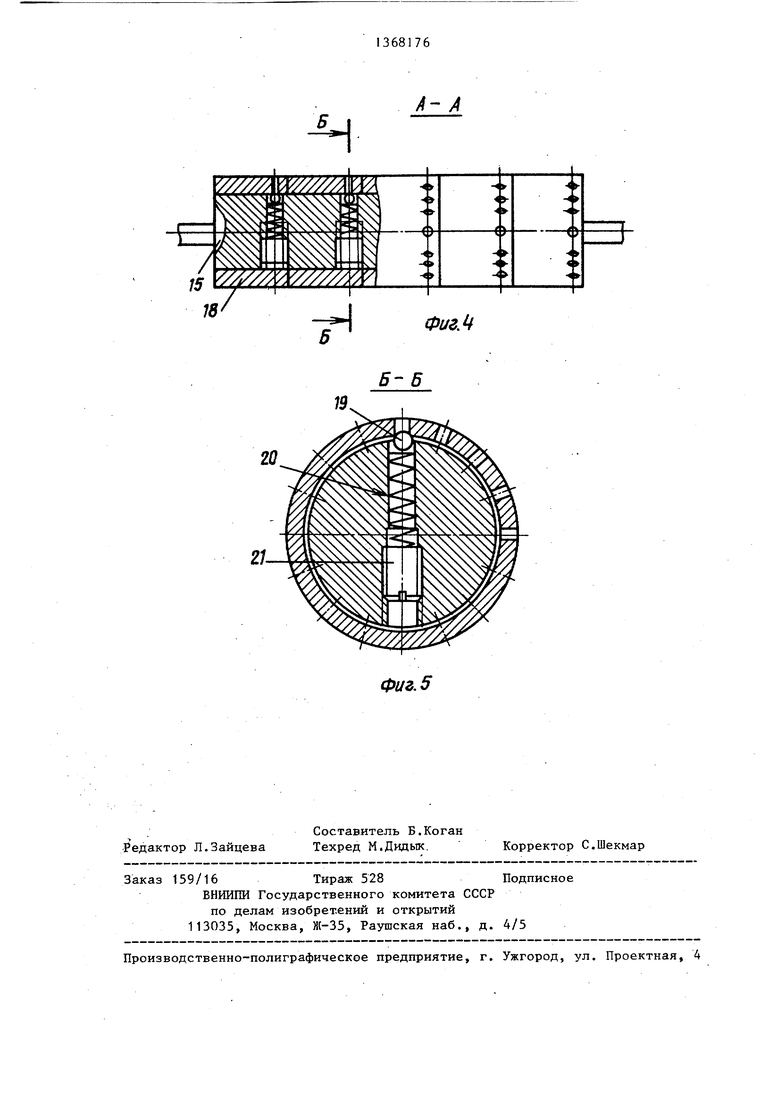
15 в отверстиях установлены шарики 19, прижимаемые к отверстиям втулок. 18 пружинами 20. Усилие пружин регу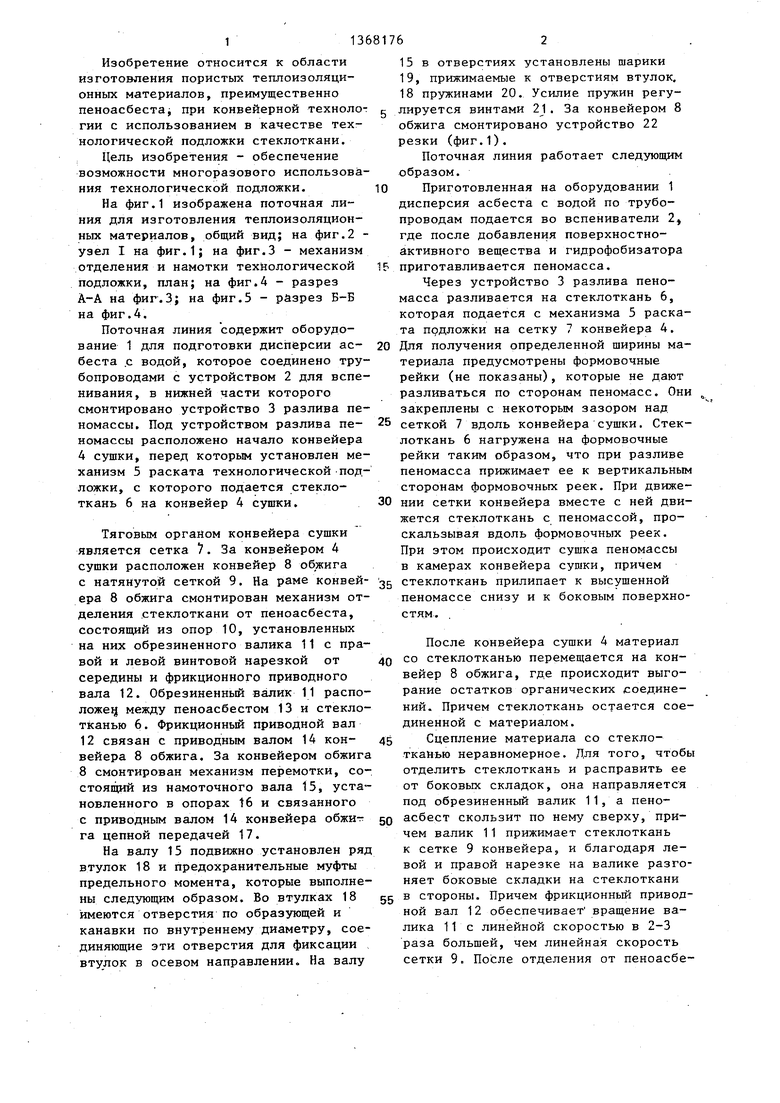

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления изоляционных изделий | 1980 |
|
SU1011611A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПЕНОМАТЕРИАЛОВ | 1996 |
|
RU2098728C1 |
| Конвейерная линия для производства пеноматериалов | 1983 |
|
SU1139720A1 |
| Защитное покрытие | 1990 |
|
SU1738095A3 |
| СПОСОБ ПРОИЗВОДСТВА ПЕНОМАТЕРИАЛОВ И КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2535548C1 |
| СПОСОБ СУШКИ ПЕНОМАТЕРИАЛОВ | 1996 |
|
RU2098392C1 |
| Способ термообработки тепло- и звукоизоляционных пеноасбовермикулитовых плит и устройство для его осуществления | 1988 |
|
SU1661174A1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ НЕГОРЮЧЕГО НЕТОКСИЧНОГО ТЕПЛОЗВУКОИЗОЛЯЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ТОНКОДИСПЕРСНОЙ МИНЕРАЛЬНОЙ ПЕНЫ | 2012 |
|
RU2502710C2 |
| Агрегат для производства кондитерских изделий формы апельсинно-лимонных долек | 1960 |
|
SU140320A1 |
| Устройство для сушки полых фарфоровых (фаянсовых) изделий | 1961 |
|
SU150423A1 |
Изобретение может быть использовано при производстве теплоизоляционных материалов, преимущественно пеноасбестовых. Цель - обеспечение возможности многоразового использования технологической подложки. Поточная линия содержит устройство отделения стеклоткани в виде обрезинен- ного валика с правой и левой нарезкой от середины установленного кинематически с приводным валом конвейера обжига. Линия содержит устройство перемотки, состоящее из вала, кинематически связанного с приводным валом конвейера обжига, и размещенных на нем подвижных втулок, связанных с ним через предохранительные шариковые муфты. 5 ил.
пеноасбеста при конвейерной техноло- g лируется винтами 21. За конвейером 8
обжига смонтировано устройство 22 резки (фиг.1).
Поточная линия работает следующим образом.
10 Приготовленная на оборудовании 1 дисперсия асбеста с водой по трубопроводам подается во вспениватели 2, где после добавления поверхностно- активного вещества и гидрофобизатора 15 приготавливается пеномасса.
Через устройство 3 разлива пеномасса разливается на стеклоткань 6, которая подается с механизма 5 раскагии с использованием в качестве технологической подложки стеклоткани.
Цель изобретения - обеспечение возможности многоразового использования технологической подложки.
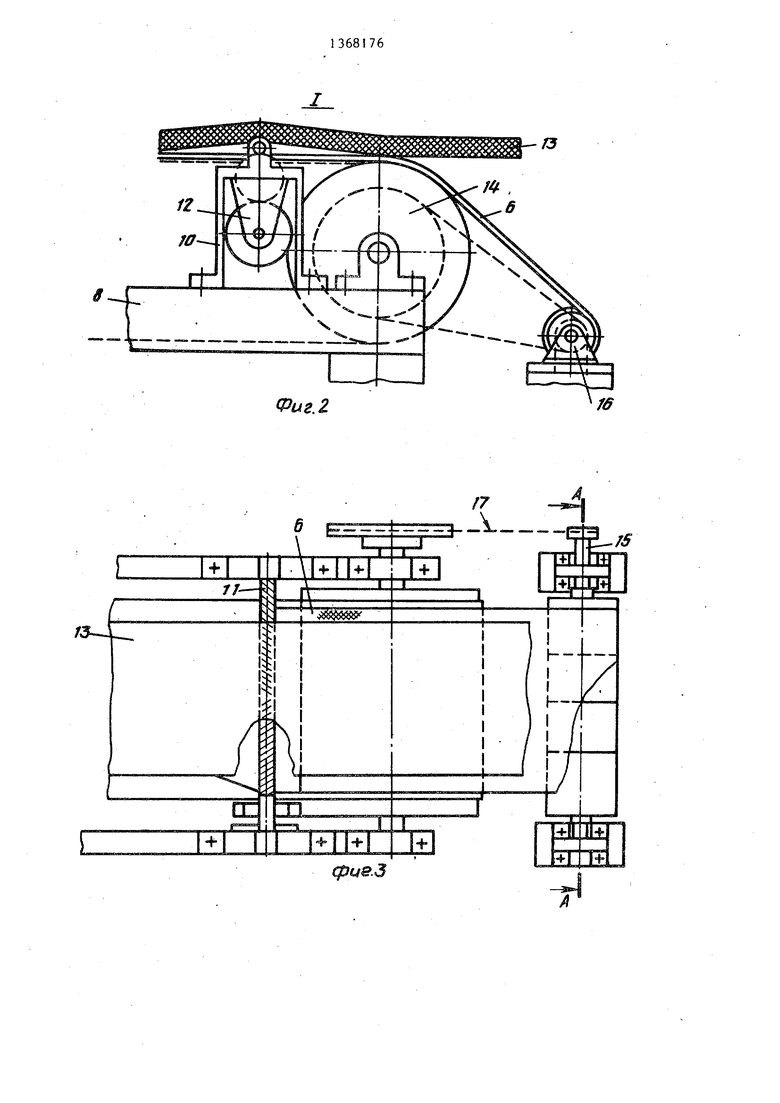
На фиг.1 изображена поточная линия для изготовления теплоизоляционных материалов, общий вид; на фиг.2 - узел I на фиг.1; на фиг.З - механизм отделения и намотки техйологической подложки, план; на фиг.4 - разрез А-А на фиг.3; на фиг.З - разрез Б-Б на фиг.4.
Поточная линия содержит оборудование 1 для подготовки дисперсии асбеста с водой, которое соединено трубопроводами с устройством 2 для вспенивания, в нижней части которого смонтировано устройство 3 разлива пе- номассы. Под устройством разлива пе- номассы расположено начало конвейера 4 сущки, перед которым установлен механизм 5 раската технологической подложки, с которого подается стеклоткань 6 на конвейер 4 сушки.
20
25
30
та пддложки на сетку 7 конвейера 4. Для получения определенной ширины материала предусмотрены формовочные рейки (не показаны), которые не дают разливаться по сторонам пеномасс. Они закреплены с некоторым зазором над. сеткой 7 вдоль конвейера сушки. Стеклоткань 6 нагружена на формовочные рейки таким образом, что при разливе пеномасса прижимает ее к вертикальным сторонам формовочных реек. При движении сетки конвейера вместе с ней движется стеклоткань с пеномассой, проскальзывая вдоль формовочных реек. При этом происходит сушка пеномассы в камерах конвейера сушки, причем стеклоткань прилипает к высушенной пеномассе снизу и к боковым поверхностям.
Тяговым оргайом конвейера сущки является сетка 7. За конвейером 4 сущки расположен конвейер 8 обжига с натянутой сеткой 9. На раме конвей- ера 8 обжига смонтирован механизм отделения стеклоткани от пеноасбеста, состоящий из опор 10, установленных на них обрезиненного валика 11 с правой и левой винтовой нарезкой от середины и фрикционного приводного вала 12. Обрезиненный валик 11 распо- ложец между пеноасбестом 13 и стеклотканью 6. Фрикционный приводной вал 12 связан с приводным валом 14 кон- вейера 8 обжига. За конвейером обжига 8 смонтирован механизм перемотки, состоящий из намоточного вала 15, установленного в опорах 16 и связанного с приводным валом 14 конвейера обжи- га цепной передачей 17.
На валу 15 подвижно установлен ряд втулок 18 и предохранительные муфты предельного момента, которые выполнены следующим образом. Во втулках 18 имеются отверстия по образующей и канавки по внутреннему диаметру, соединяющие эти отверстия для фиксации , втулок в осевом направлении. На валу
0
5
0
g 0 5 0
5
та пддложки на сетку 7 конвейера 4. Для получения определенной ширины материала предусмотрены формовочные рейки (не показаны), которые не дают разливаться по сторонам пеномасс. Они закреплены с некоторым зазором над. сеткой 7 вдоль конвейера сушки. Стеклоткань 6 нагружена на формовочные рейки таким образом, что при разливе пеномасса прижимает ее к вертикальным сторонам формовочных реек. При движении сетки конвейера вместе с ней движется стеклоткань с пеномассой, проскальзывая вдоль формовочных реек. При этом происходит сушка пеномассы в камерах конвейера сушки, причем стеклоткань прилипает к высушенной пеномассе снизу и к боковым поверхностям.
После конвейера сушки 4 материал со стеклотканью перемещается на конвейер 8 обжига, где происходит выгорание остатков органических соединений. Причем стеклоткань остается соединенной с материалом.
Сцепление материала со стеклотканью неравномерное. Для того, чтобы отделить стеклоткань и расправить ее от боковых складок, она направляется под Обрезиненный валик 11, а пено- асбест скользит по нему сверху, причем валик 11 прижимает стеклоткань к сетке 9 конвейера, и благодаря левой и правой нарезке на валике разгоняет боковые складки на стеклоткани в стороны. Причем фрикционный приводной вал 12 обеспечивает вращение валика 11 с линейной скоростью в 2-3 раза большей, чем линейная скорость сетки 9. После отделения от пеноасбеZ
0t/./
Фиг. 2
/3
-Ч
/f-X
Фиг.
Б-Б
Фиг. 5
| Валковый гранулятор | 1984 |
|
SU1219378A1 |
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
| Поточная линия для изготовления изоляционных изделий | 1980 |
|
SU1011611A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| . | |||
