11368187
относится к области
м н в
переработки пластмасс и может быть использовано в технологических процессах, использующих экструзию поли- меров.
Целью изобретения является повышение качества изделий за счет повьше- ния точности регулирования давления расплава.
, На чертеже приведена блок-схема устройства.;
Устройство содержит датчики 1 и 2 давления расплава, блок 3 определения среднего, алгебраический сумматор 4, регулятор 5, блок 6 компенсации, блок 7 эталонной модели, блок 8 сравнения, лривод 9 экструдера 10 с фильтром 11 и датчик 12 скорости вращения шнека. Датчик 1 установлен после, а датчик 2 - до фильтра 11. Блок 3 определения среднего соединен входом с вторым датчиком 2 давления, а выходом - с вторым входом алгебраического суммамаксимальной точности регулирования, но с учетом ограничения, на устойчивость замкнутой системы по основному
g контуру.
С увеличением засоренности фильтра 11 по сигналу с выхода алгебраического сумматора 4 регулятор 5 вырабатывает задание на увеличение скорости
10 вращения шнека приводу 9. При этом растет длина зоны плавления, что равноценно увеличению коэффициента передачи экструдера 10 по каналу скорость вращения шнека - давление
15 расплава.
В результате сигналы давления с iвыхода блока 7 эталонной модели и выхода экструдера 10 становятся неравными и эта разность растет с за20 Ьоренностью фильтра 11 и соответственно с ростом скорости.вращения шнека. Полученный сигнал, пропорциональный указанной разности сигналов, с выхода блока 8 сравнения поступает
тора 4, первый вход которого соединен на вход блока 6 компенсации, который
максимальной точности регулирования, но с учетом ограничения, на устойчивость замкнутой системы по основному
контуру.
С увеличением засоренности фильтра 11 по сигналу с выхода алгебраического сумматора 4 регулятор 5 вырабатывает задание на увеличение скорости
вращения шнека приводу 9. При этом растет длина зоны плавления, что равноценно увеличению коэффициента передачи экструдера 10 по каналу скорость вращения шнека - давление
расплава.
В результате сигналы давления с iвыхода блока 7 эталонной модели и выхода экструдера 10 становятся неравными и эта разность растет с заЬоренностью фильтра 11 и соответственно с ростом скорости.вращения шнека. Полученный сигнал, пропорциональный указанной разности сигналов, с выхода блока 8 сравнения поступает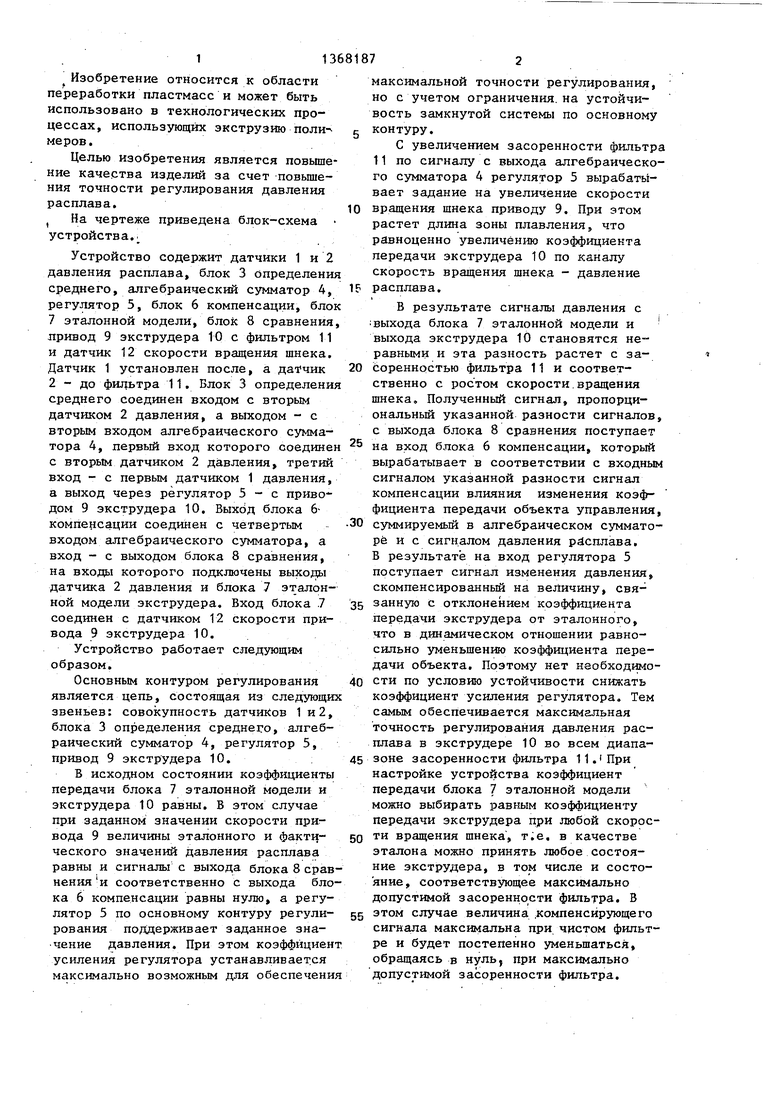
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления экструзионным процессом изготовления трубчатого изделия из пластмассы | 1976 |
|
SU674926A1 |
| Устройство автоматического регулирования давления расплава в экструдере | 1980 |
|
SU895699A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ РАСПЛАВА И ЗАЩИТЫ ЭЛЕКТРОДВИГАТЕЛЯ ЭКСТРУДЕРА ОТ ПЕРЕГРЕВАНИЯ | 2003 |
|
RU2239557C1 |
| Устройство для формования синтетических нитей | 1984 |
|
SU1224361A1 |
| Устройство для регулирования диаметра изоляции кабеля | 1988 |
|
SU1539731A2 |
| Система регулирования диаметра кабельных изделий | 1982 |
|
SU1118967A1 |
| Система регулирования диаметра жил на бумагомассных машинах | 1988 |
|
SU1667016A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ СЛЕДЯЩАЯ СИСТЕМА | 1996 |
|
RU2111521C1 |
| Управляемый электропривод постоянного тока | 1974 |
|
SU499554A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДОМ С ФРИКЦИОННОЙ НАГРУЗКОЙ | 1992 |
|
RU2079961C1 |
Изобретение относится к переработке пластмасс и может применяться в технологических процессах, использующих экструзию полимеров. Целью изобретения является повышение качества изделий за счет повьшения точности регулирования давления расплава. В устройство регулирования давления расплава на выходе из экструдера. которьй снабжен фильтром расплава а, дополнительно введен блок эталонной модели экструдера, причем параметры модели в процессе работы экструдера остаются постоянными (коэффициент передачи по тракту скорость шнека - . давление расплава). В реальном экст- рудере этот параметр изменяется, что не позволяет сохранять одинаковой точность регулирования давления во всем диапазоне изменения скорости шнека. Путем сравнения с эталонной моделью вырабатьшается сигнал коррекции, с помощью которого стабилизируется точность работы регулятора давления на высоком уровне во всем диапазоне работ1(1 экструдера по скорости шнека. Предлагаемое устройство- позволяет повысить качество экструдируе- мых изделий за счет повышения точности регулирования давления расплава в экструдере, которая обеспечивается инвариантностью коэффициента передачи экструдера по каналу скорость вращения шнека - давление расплава в экст РУДере. 1 з.п. ф-лы, 1 ил. с 9 сл со а X X) ч
с вторым датчиком 2 давления, третий вход - с первым датчиком 1 давления, а выход через регулятор 5 - с приво дом 9 экструдера 10. Выход блока 6- компенсации соединен с четвертым входом алгебраического сумматора, а вход - с выходом блока 8 сравнения, на входы которого подключены выходы датчика 2 давления и блока 7 эталонной модели экструдера. Вход блока .7 соединен с датчиком 12 скорости привода 9 экструдера 10.
Устройство работает следующим образом.
Основным контуром регулирования является цепь, состоящая из следующи звеньев: совокупность датчиков 1 и 2, блока 3 определения среднего, алгебраический сумматор 4, регулятор 5, привод 9 экструдера 10. :
В исходном состоянии коэффициенты передачи блока 7 эталонной модели и экструдера 10 равны. В этом случае при заданном значении скорости привода 9 величины эталонного и факт11- ческого значений давления расплава равны и сигналы с выхода блока 8 сравнения и соответственно с выхода блока 6 компенсации равны нулю, а регулятор 5 по основному контуру регулирования поддерживает заданное зна- чение давления. При этом коэффициен усиления регулятора устанавливается максимально возможным для обеспечени
вырабатывает в соответствии с входным сигналом указанной разности сигнал компенсации влияния изменения коэффициента передачи объекта управления, суммируемый в алгебраическом сумматоре и с сигналом давления расплава. В результате на вход регулятора 5 поступает сигнал изменения давления, скомпенсированный на величину, связанную с отклонением коэффициента передачи экструдера от эталонного, что в динамическом отношении равносильно уменьшению коэффициента передачи объекта. Поэтому нет необходимости по условию устойчивости снижать коэффициент усиления регулятора. Тем самым обесг1ечивается максимальная точность регулирования давления расплава в экструдере 10 во всем диапазоне засоренности фильтра 11. При настройке устройства коэффициент передачи блока 7 эталонной модели можно выбирать равным коэффициенту передачи экструдера при любой скорости вращения шнека, т.е. в качестве эталона можно принять любое состояние экструдера, в том числе и состояние, соответствующее максимально допустимой засоренности фильтра. В
этом случае величина .компенсирующего сигнала максимальна при чистом фильтре и будет постепенно уменьшаться, обращаясь в нуль, при максимально допустимой засоренности фильтра.
313681
Применение предлагаемого устройства позволит повысить качество экструдируемых изделий за счет повышения точности регулирования давления расплава в экструдере, которая обеспечивается инвариантностью коэффициента передачи экструдера по каналу скорость вращения шнека - давление расплава в экструдере.
10
Формула изобретения
0
s 0 5
874
первый вход которого соединен с вто- рым датчиком давления, третий вход - с первый датчиком давления, в выход сумматора через регулятор соединен с приводом экструдера, отличающееся -тем, что, с целью повышения качества изделий за счет повышения точности регулирования давления, оно снабжено блоком эталонной модели экструдера, блоком сравнения и блоком ,компенсации, при этом вход блока эталонной модели соединен с выходом привода экструдера, а выход - с neiSSbiM входом блока сравнения, вторым входом подключенного к второму датчику давления, а выходом - к входу блока компенсации, выход которого соединён с четвертым входом алгебраического сумматора,
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Солесос | 1922 |
|
SU29A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Устройство автоматического регулирования давления расплава в экструдере | 1980 |
|
SU895699A1 |
| Солесос | 1922 |
|
SU29A1 |
