() УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ДАВЛЕНИЯ РАСПЛАВА В ЭКСТРУДЕРЕ
I
Изобретение относится к области автоматизации процессов переработки пластмасс и может быть использовано в производстве изделий из пластмасс методом экструзии.
Известно устройство для автоматического регулирования давления расплава в экструдере, содержащее датчик давления расплава в экструдере, соединенный через регулятор с приводом экструдера ГП.
Известное устройство обладает ограниченными возможностями в отношении повышения точности регулирования давления в экструдере.
Наиболее близким из известных устройств является устройство автоматического регулирования давления расплава в экструдере, содержащее датчик давления, установленный после фильтра, соединенный через регулятор с входом привода экструдера 2.
Известное устройство обладает ограниченными возможностями в отношении
повышения точности регулирования давления в экструдере из-за изменения гидравлического сопротивления фильтра. .
Целью-изобретения является повышение точности регулирования давления в экструдере.
Указанная цель достигается тем, что известное устройство автоматического регулирования давления расплава в экструдере содержащее первый датчик давления, установленный после фильтра, регулятор, выход которого соединен с входом привода экструдера, снабжено вторым датчиком давления, установленным до фильтра, блоком определения среднего и алгебраического сумматора, причем выход второго датчика давления соединен последовательно через блок определения среднего и алгебраический сумматор с входом регулятора, а выходы первого и второго датчиков давления соединены с входами алгебраического сумматора.
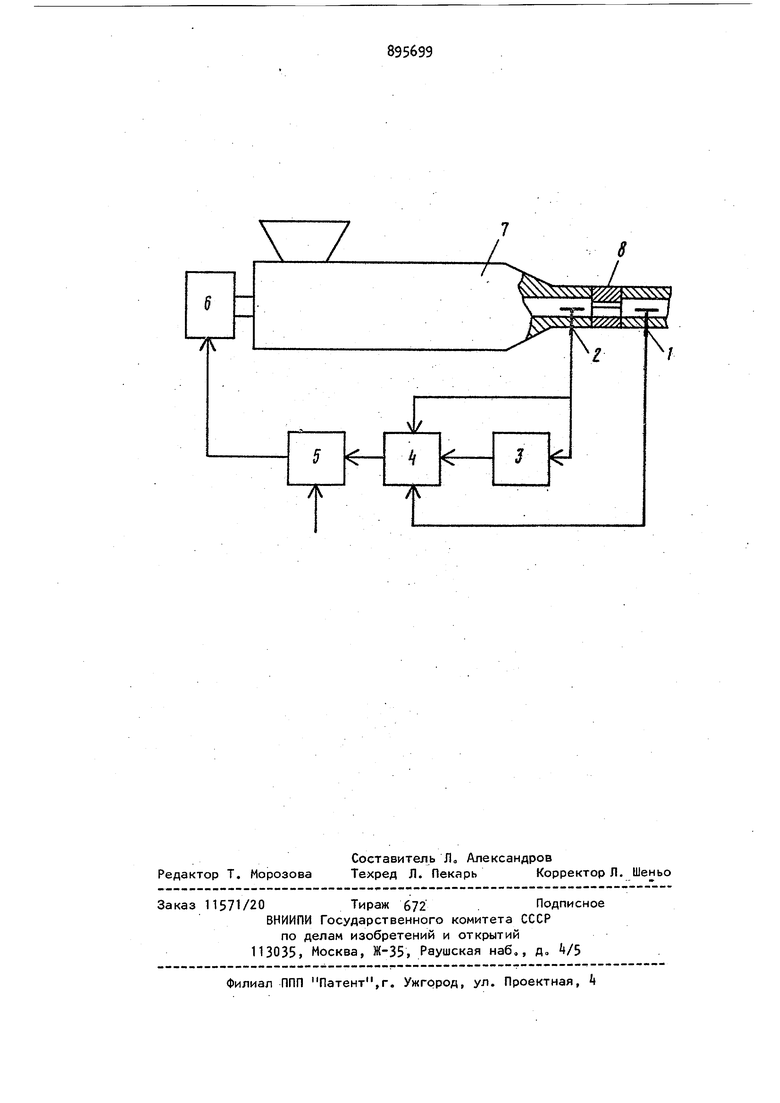
Блок-схема устройства представлена на чертеже.
Предлагаемое устройство содержит датчики 1 и 2 давления расплава, блок 3 определения среднего, алгебраический сумматор , регулятор 5, привод 6 червяка, экструдер 7 и фильтр 8 .расплава Датчик 1 установлен после фильтра В расплава, датчик 2 - перед фильтром 8„
Работает устройство следующим образом.
Основным контуром регулирования яляется цепь из датчика 1, алгебраи.иеского сумматор , регулятора 5 и привода 6 с полимером в канале червяка экструдера 7 При отклонении давления расплава после фильтра 8 от заданного регулятор 5 вырабатывает сигнал управления приводом 6„ В процессе нормальной эксплуатации экструдера 7 фильтр 8 расплава забивается и его сопротивление движению расплава увеличивается Как показали экспериментальные исследования, значения давления перед фильтром могут отличаться от значений давления после фильтра 8 на ТОО и более ати. Поэтому все отклонения давления перед фильтром 8 больше, чем отклонение давления после фильтра 8.
Измеряемые датчиком 2 значейия давления поступают в алгебраический сумматор k, где сравниваются с определяемым в блоке 3 средним значением. Получаемая при сравнении разность суммируется с давлением, измеренным датчиком 1. Эта разность пред ставляет собой сигнал, повторяющий все изменения, присутствующие в сигнале, снимаемом с датчика 1, но со сглаживанием низких частот Суммирование всех Сигналов в алгебраическом сумматоре равносильно введении в систему дифференцирующего корректирующего звена без подъема высоких
частот.. Поэтому в предлагаемом устройстве осуществляется более устойчивая работа, что позволяет поднять коэффициент усилений по контуру,
и следовательно, уменьшить ошибки, которые обратно пропорциональны величине этого коэффициента.
Использование описываемого устройства может повысить точность регулирования давления расплава в экструдере в особо тяжелых условиях его работы при засоренном фильтре с уменьшением ошибок регулирования до двух раз. Это, в свою очередь,
может позволить уменьшить разброс размерных характеристик (толщины, ширины) изделий, получаемых методом экструзии
формула изобретения
Устройство автоматического регулирования давления расплава в экструдере, содержащее первый датчик давления, установленный после фильтра, регулятор, выход которого соединен с входом привода экструдера, отличающееся тем, что, с целью повышения точностирегулирования давления в экструдере, оно снабжено вторым датчиком давления,
установленным до фильтра, блоком сравнения среднего и алгебраическим сумматором, причем выход второго датчика давления соединен последовательно через блок определения среднего и алгебраический сумматор с входом регулятора, а выходы первого и второго датчиков давления соединены с входами аглебраического сумматора.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР по заявке № 2 113715,
кл В 29 F 3/06, 1976.
2.Патент Японии (Р 51-82588,
кл В 29 F 3/06, опублик. 1978 (прототип) ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического регулирования давления расплава в экструдере | 1985 |
|
SU1368187A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ РАСПЛАВА И ЗАЩИТЫ ЭЛЕКТРОДВИГАТЕЛЯ ЭКСТРУДЕРА ОТ ПЕРЕГРЕВАНИЯ | 2003 |
|
RU2239557C1 |
| Система регулирования диаметра рукавной пленки | 1978 |
|
SU949642A1 |
| Устройство для автоматическогоупРАВлЕНия лиТьЕВОй МАшиНОй | 1979 |
|
SU844357A1 |
| Устройство управления тепловым режимом экструзии | 1986 |
|
SU1366416A1 |
| Способ автоматического управления экструзионным процессом изготовления трубчатого изделия из пластмассы | 1976 |
|
SU674926A1 |
| Способ производства модифицированных пластмасс и агрегат для его осуществления | 1986 |
|
SU1391926A1 |
| Способ автоматического регулирования объемной дозы расплава при литье под давлением изделий из пластмасс | 1984 |
|
SU1206119A1 |
| Система автоматического регулиро-ВАНий РАзМЕРНыХ пАРАМЕТРОВ эКСТРу-диРуЕМыХ зАгОТОВОК | 1974 |
|
SU549027A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ДИАМЕТРОМ ОБОЛОЧКИ КАБЕЛЯ (ПРОВОДА) С ОПТИМАЛЬНОЙ ПРОИЗВОДИТЕЛЬНОСТЬЮ | 2000 |
|
RU2185673C2 |