ее а сх
1 1
Изобретение относится к контроль- но-измерительной технике, а именно к способам определения параметров, ха рактериэующих процессы пластической деформации при взаимной диффузии в металлах, и может быть использовано для измерения зффекта Киркендалла, заключающегося в изменениа локальных объемов в твердых телах в процессе взаимной диффузии.
Целью изобретения является повы- шение точности измерения путем исключения ошибок, связанных с присутствием инертных меток между слоями металла.
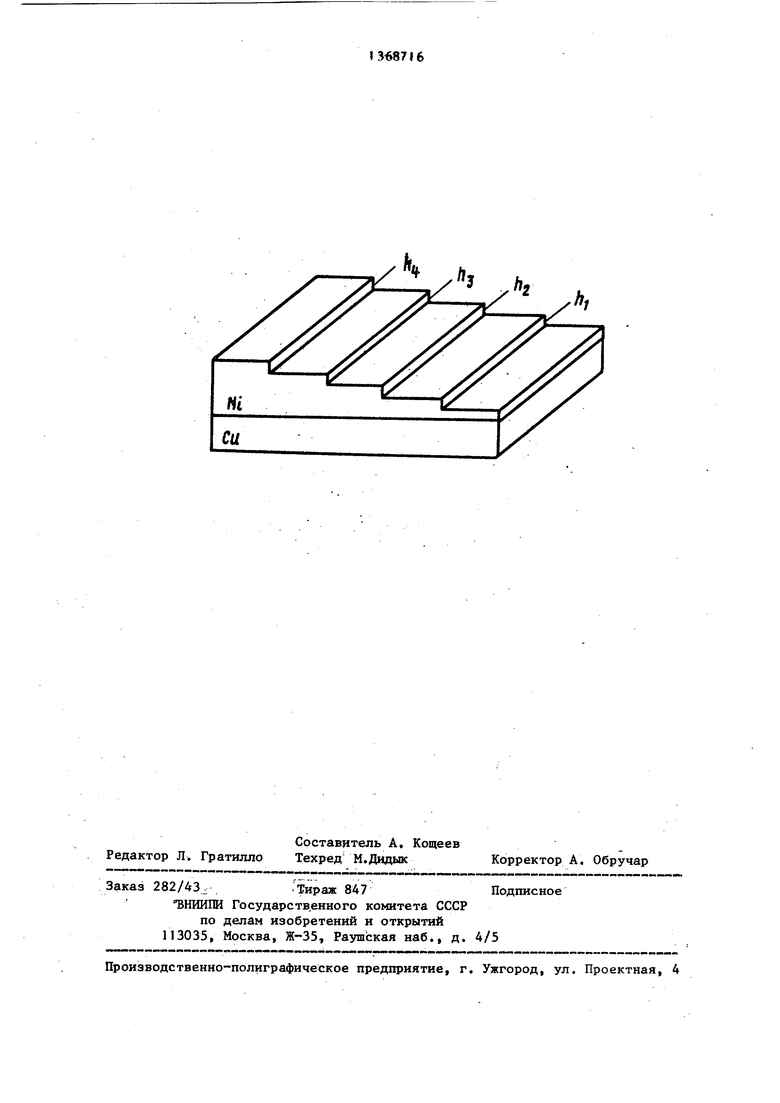
На чертеже изображен сформированный образец для измерения эффекта Кир11:ендалла.
Пример. На отполированную поверхность предварительно отожженного медного образца, выполненного в виде параллелепипеда размером 15х15х х2 мм путем послойного напыления в вакууме, наносят слой никеля в виде ступенчатого тела (чертёж).
Напыление проводится таким образом, чтобы высота ступенек находилась в интервале 0,5-5 мкм.
С помощью интерференционного микроскопа измеряют высоту ступенек. После этого образец отжигают при температуре 400 С и течение заданного времени и измеряют высоту ступенек после отжига.
Данные, полученные при измерении высот ступенек с помощью интерферен687162
ционного микроскопа до и после отжига, сведены в таблицу.
Как видно из таблицы, с помощью предлагаемого способа удалось зафиксировать изменения в локальных объемах {эффект Киркендалла) в пределах 0,02 мкм, что недостижимо с помощью известного способа.
10 Анализируя данные для ступеней, расположенных на различных расстояниях от плоскости контакта, получают координатную (координационную) зависимость Киркендаллового смещения, коIf торую используют для расчета парциальных коэффициентов диффузии аналогично известному способу.
Формула изобретения
Способ измерения эффекта Киркендалла, заключающийся в формировании образца в виде плоских слоев одного металла на поверхности второго ме- талла, диффузионном отжиге образца и измерении изменения геометрических параметров образца после отжига, отличающийся тем, что, с целью повышения точности путем исключения ошибок, связанных с присутствием инертных меток между слоями металла, образец формируют поэтапным напылением слоев одного металла в виде ступеней на поверхность второго металла и измеряют изменение высоты каждой ступени после диффузионного отжига.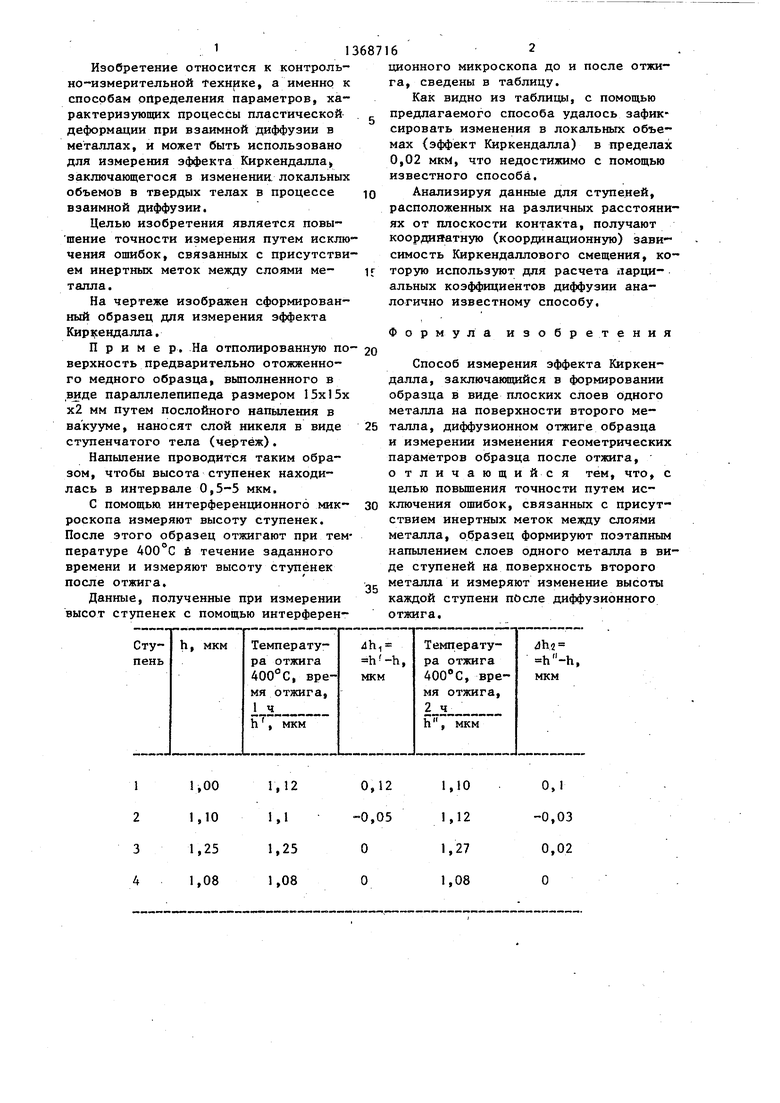
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения коэффициента диффузии в твердом материале | 1985 |
|
SU1359721A1 |
| Способ изготовления образцов для механических испытаний | 1986 |
|
SU1412915A1 |
| Способ определения минимальной температуры диффузионной сварки | 1989 |
|
SU1761412A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДИФФУЗИОННЫХ КОНСТАНТ В ПОЛИКРИСТАЛЛИЧЕСКИХ МАТЕРИАЛАХ | 2007 |
|
RU2338180C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ДИФФУЗИИ В ПОРОШКОВЫХ МАТЕРИАЛАХ И СПОСОБ ОПРЕДЕЛЕНИЯ ТОЛЩИНЫ И ПОКАЗАТЕЛЯ ЦЕЛОСТНОСТИ ПОКРЫТИЯ НА ЧАСТИЦАХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2012 |
|
RU2522757C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ГЕНЕРАТОР НА ОСНОВЕ СУЛЬФИДА САМАРИЯ, ЛЕГИРОВАННОГО АТОМАМИ СЕМЕЙСТВА ЛАНТАНОИДОВ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2012 |
|
RU2548062C2 |
| Способ определения коэффициента диффузии в порошковых спеченных соединениях | 1990 |
|
SU1721473A1 |
| ОБРАБОТКА ПОВЕРХНОСТИ АМОРФНЫХ ПОКРЫТИЙ | 2010 |
|
RU2533982C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТОГО ВЫСОТНОГО КАЛИБРОВОЧНОГО СТАНДАРТА ДЛЯ ПРОФИЛОМЕТРИИ И СКАНИРУЮЩЕЙ ЗОНДОВОЙ МИКРОСКОПИИ | 2009 |
|
RU2407101C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТОВ ДИФФУЗИИ В ПЛЕНОЧНЫХ МАТЕРИАЛАХ | 2002 |
|
RU2212027C1 |
Изобретение относится к контрольно-измерительной технике, а именно к способам определения параметров, характеризующих процессы пластической деформации при взаимной диффузии в металлах. Целью изобретения является повьшение точности измерения путем . исключения ошибок, связанных с присутствием инертных меток между слоями металла. Для этого формируют об разец напылением слоев одного металла в виде ступеней на поверхность другого металла. После диффузионного отжига образца измеряют изменение высоты ступеней,- расположенных на различном расстоянии от контакта одного металла с другим. 1 ил., 1 табл.
0,1 -0,03 0,02 О
