00 О5 QO 00
1
Изобретение относится к сварке и может быть использовано ;з,ля :сследо- вания и упраатения процессом переме- щеьшя дуги по торцу ленточного элект рода,
Цель изобретения - повышение информативности способа за счет опредления направлеьшя нервмещения дуги,
Для осуществления способа на ЕЫ- лете ленточного электрода устанавливают несколько пар щ-упоз к измеряют напряжение на паре Измеренно напряжение сравнивают с соотгветствуго щим ему сигналом, полученгагм при пре дыдущем и 3 мер ении,
Суидность изобретения закл. очается в том, что производится определение знака прироста падения нопряження на паре iJjynoB в каждый момент времени,, что позволяет судить о направлении перемещения дуги и остансЕасги-: ее. Определение знака может производпться
как на всех парах пр/пов так и на од .ной паре щупов, причем от1ределение на- крайней паре щупов облегчает ре- гис трацию и расшифровку сигналов о
Способ позволяет контролировать характер перемещения дуги по всей пирине -электрода в каждой области,.
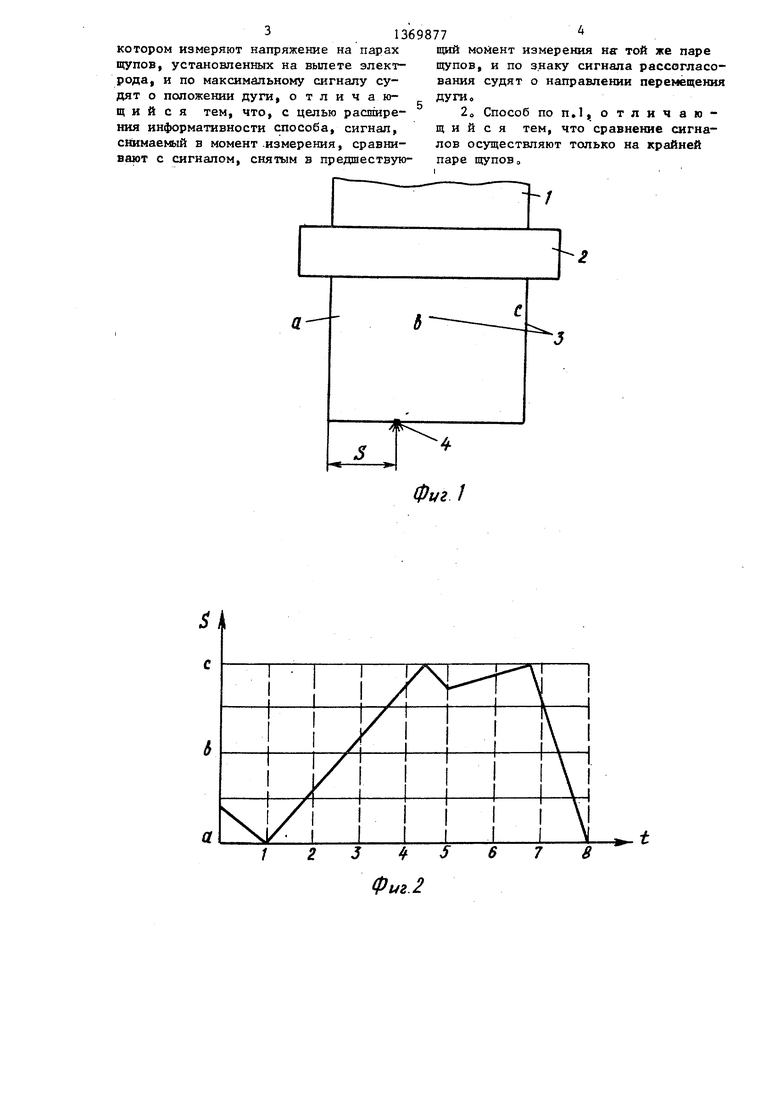
На фиго показано .местонолохкение пар щупов на вылете ленточно.т-о :г-лект рода (ддтя упроще1шя каждая пара щупов изображена одной точкой и обозначена буквой); на фиг с 2 - Еыбрал-п-ътй для анализа характер перемещения дуги; на фиг.З - характер Ег(ходной информации, полученной на ка: кдой паре щуповj на фиг,А - блок-схзь а устройства, реализующего данный способ,
К лeнтoчнo ry электроду 1 через токоподвод 2 подведен сварочный ток На вылете электрода размещено несколько пар щупов 3 (в данном случае три нары, обозначензме буквами а, 3 s с) о При движении дуги 4 по орцу электрода з соответствии с фиг,2 с калодой пары I tynoB получают сигнал; который после обработки принимают характер, изображенный на фиГоЗо
Обработка информации осуществляется согласно блок-схеме, где позиция 5 - усилитель, 6 - линия задерлжиз 7 - блок сравнения, 8 - регистрирующее устройство.
Устройство, с помош,ък которого может быть реализован данный способj основано на том, что при движении
2
dU , ,, дуги от щупа д- СО,
dU, „ к щупу - о, при остановке дуги
при движении
dU о dt °
а также -- ;fe U(t)-U(t- 4t). dt
Q 5
0
5
0
5
0
причем д. t сколь угодно мало,
силитель 5 может быть выполнен по любой из широко известных схем. Пердпочтительно изготовление его на базе операционных усилителей. Линия 6 задержки также может быть выполнена по известным схемам Желательно время задержки осуществить в пределах Ojl-SO мс„ Использование схем линий задержки с регулированием времени задержки позволяет использовать устройство, для лент разной ширины.
На блок 7 сравнения поступают два сигнала - от усилителя 5 поступает сигнал,пропорциональный U(t), от 6 задержки - сигнал пропорциональный U(t-4 t)o
Блок 7 сравнения может быть реализован на основе компараторов, детекторов пересечения нулевого уровня, трехстабильных пороговых устройств, усилителей-ограничителей и прочих широко известных схемных решений.
В качестве регистрирующего устрой-. ства 8 возмолшо применение осцилог- . рафа (электронного или светолучевого) блока светодиодов, вольтметра и прочих П1ироко и часто применяемых устройство
Измерение приращения напряжения на нескольких ujynax дает информацию, позволяюБ.тую -точно оценить направление перемещения дуги и ее местоположение „ Измерение приращения напряжения на одном щупе из числа средних уменьшает объем поступающей информации, что позволяет ее обработать быстрееJ чем в .первом случае, а также позволяет определить направление неремещершя дуги. Но при прохождении . цуги непосредственно под щупом невозможно определить направление перемещения дуги,
в случае же измерения прир ащения напряжения на крайней паре щупов даньшй недостаток устраняется, так как дуга не может выйти за пределы ленточного электрода.
Формула изобретения
1 Способ контроля перемещения дуги по торцу ленточного электрода, при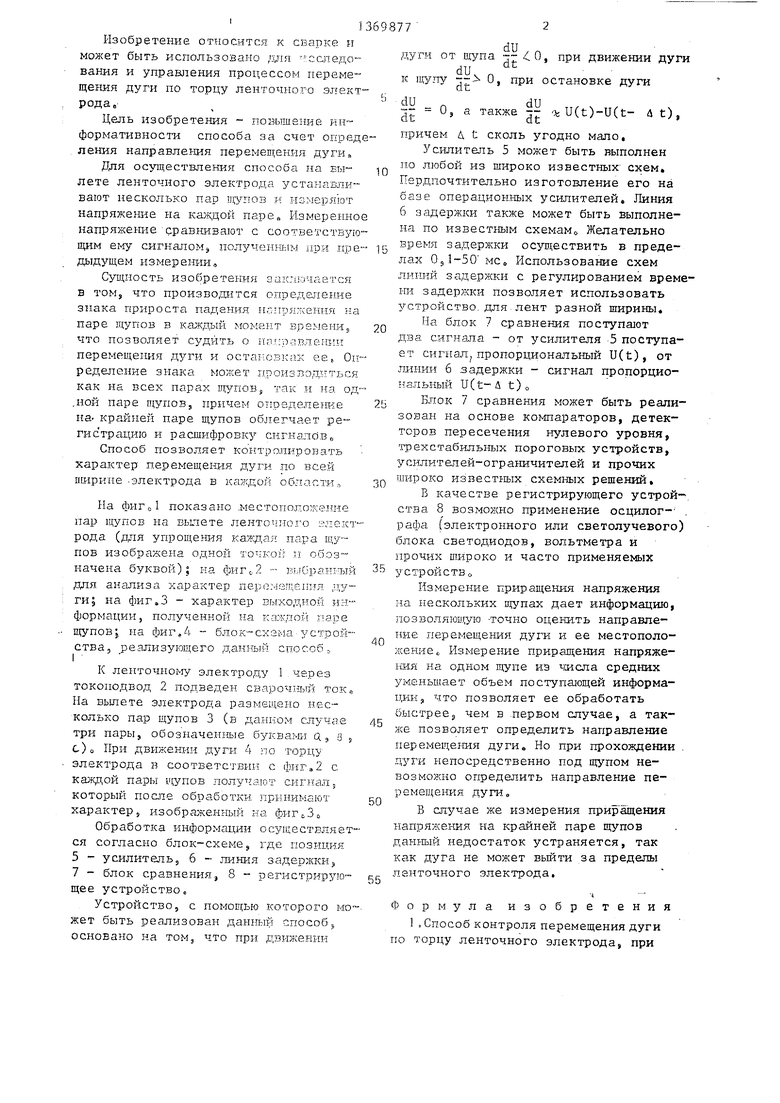
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля положения дуги на торце ленточного электрода | 1984 |
|
SU1217601A1 |
| Устройство контроля процесса плавления дугой ленточного электрода | 1986 |
|
SU1395437A1 |
| Способ автоматического управления процессом сварки и устройство для его осуществления | 1985 |
|
SU1368127A1 |
| Способ определения сопротивления вылета сварочного электрода | 2015 |
|
RU2634560C2 |
| Способ дуговой наплавки ленточным электродом | 1988 |
|
SU1586868A1 |
| ОТЕКА ijА. М. Гай | 1970 |
|
SU280716A1 |
| Способ определения вылета плавящегося электрода и устройство для его осуществления | 1987 |
|
SU1504026A1 |
| Система автоматического управления процессом сварки | 1984 |
|
SU1192920A2 |
| Система автоматического управления процессом сварки | 1983 |
|
SU1107975A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ИНЕРТНЫХ И ЗАЩИТНЫХ ГАЗОВ | 2022 |
|
RU2789640C1 |

Изобретение относится к сварке и может быть использовано для исследования и управления процессом перемещения дуги по торцу ленточного электродао Цель изобретения - повышение точности и эффективности контроля перемещения дуги по торцу ленточного электрода. В процессе сварки производится измерение падения напряжения на парах щупов, установленных на вылете электродной ленты, и определение знака прироста падения напряжения на паре щупов в каждый момент времени. Это позволяет судить о направлении перемещения дуги и остановках ее с помощью усилителя и линии задержки. Определение знака может производиться как на всех парах щупов, так и на одной крайней паре щупов, что облегчает регистрацию и расшифровку сигналов. Способ позво- контролировать характер перемещения дуги по всей ширине электрода в каждой области, 1 з,п, ф-лы, 4 ил. (/
t
| РазмьпЕПяев А,До Перемещение дуги при плавлении ленты под флюсом, - Автоматическая сварка, 1983, 6, Со 70, 71о |
