С О5 00
ю
)
Изобретение относится к автоматизации дуговой сварки и может быть использовано при сварке неповоротных изделий сложной конфигурации автома- тическими манипуляторами.
Цель изобретения - расширение функциональных возможностей за счет сварки профилей сложной конфигурации без предварительного центрирова- НИЛ сварочного изделия.
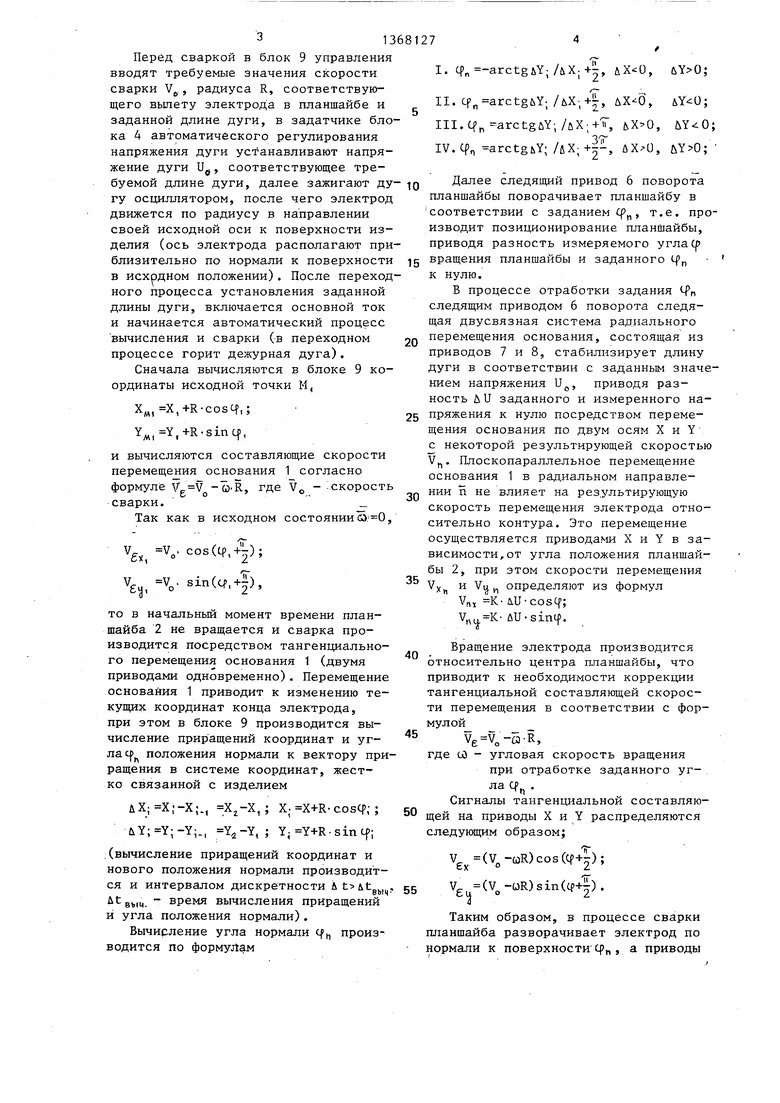
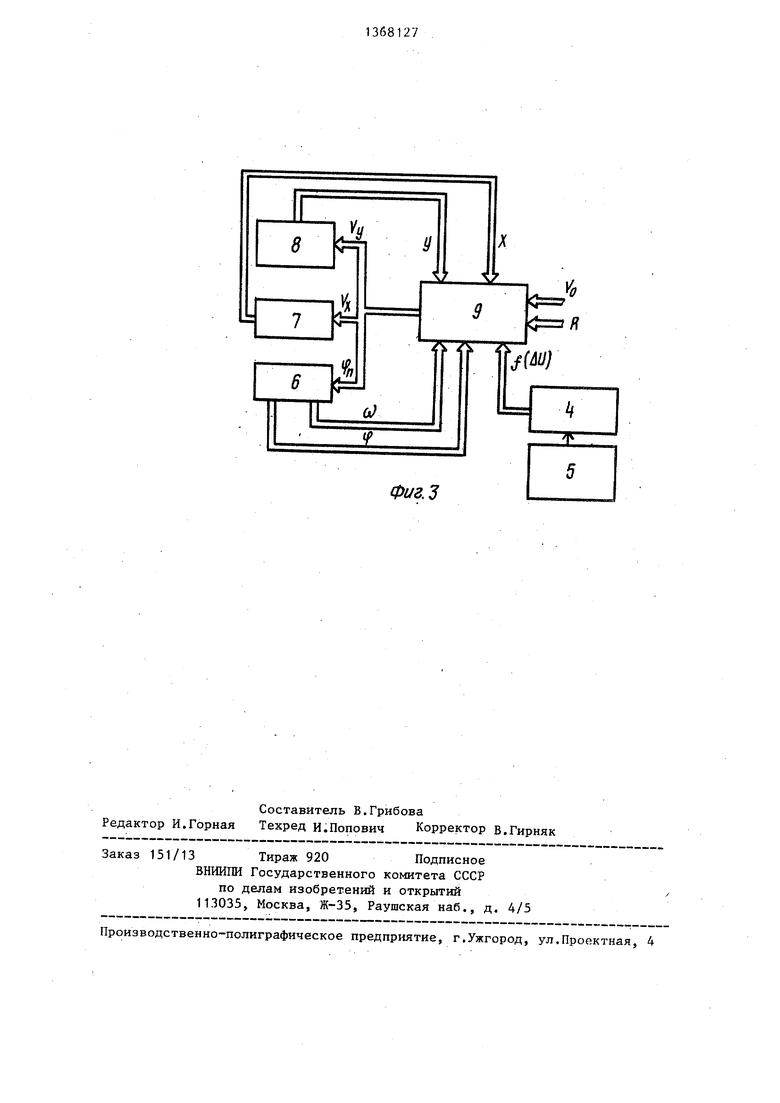
На фиг. 1 показано устройство,- реализующее предлагаемый способ (следящие приводы условно не показаны), общий вид; на фиг. 2 - схема переме- щения электрода относительно планшайбы и последней относительно изделия (стыка); на фиг. 3 - блок-схема устройства.
Устройство для автоматического уп равления процессом сварки содержит основание 1 с кольцевыми направляющими, по которым перемещается планшайба 2 с электродом 3, жестко на ней закрепленным, блок 4 автоматичес кбго регулирования напряжения дуги, подключенный к источнику 5 сварочного тока (к дуговому промежутку), следящий привод 6 вращения планшайбы 2, следящий привод 7 перемещения осно- вания 1 по оси X, следящий привод 8 перемещения основания 1 по оси Y, блок 9 управления следящими приводами, входами подключенный к выходам приводов и к выходу блока 4 автоматического регулирования напряжения дуги. При необходимости устройство может быть снабжено приводом перемещения основания 1 по оси Z для настройки электрода на стык.
Привод 6 вращения планшайбы - следящий цифровой, позиционный шаговый, с датчиками угловой скорости со и перемещения cf (кодовыми) . Приводы 7 и 8 перемещения оснований 1 по осям X и Y также цифровые шаговые следящие, с заданием по скорости линейного перемещения с датчиками скоростей X, Y и перемещений X, Y.
Блок 9 управления приводами форми рует цифровые сигналы управления положением Cf планшайбы 2 и скоростями Vx и Vn перемещения основания 1
Блок 4 автоматического регулирования напряжения дуги.выполнен в ви-. де последовательно соединенных задат- чика, дифференхщального усилителя и аналого-цифрового преобразователя,
относительно изделия.
В качестве блока 9 управления еле-55 второй вход дифференциального усилидящими приводами используется микро-теля подключен к дуговому промежутку, ЭВМ.
Блок 9 выполняет следующие функ- .Устройство работает следукяцим обции: вычисление текущих координатразом.
положения электрода 3 и их приращений по формулам
X; X+Rcoscf; ; йХ; Х;-Х „ ; Y; Y+Rsincp;; uY; Y;-Yi., , где i - текущая координата;
R - радиус планшайбы (расстояние между кончиком электрода и осью планшайбы) за вычетом длины дуги);
вычисление угла tf положения-нормали в зависимости от знаков приращений по формулам
I.Cf arctg uY;/AX,-+|, ,
II.Cf arctg /vY;/iX;+|, , - bY.cO
Ill.Cfn arctg uY; /bX;+T, iX 0,uY.:0 IV. q n arctg UY;/iX;+|-, ,
вычисление составляющих Vg , Vgu. тангенциальной составляющей Vg скорости перемещения основания 1 по формулам
Vg(Vo-caR)cos((f+|);
V,()sin(4+|),
где V - скорость сварки;
О - угловая скорость вращения
планшайбы;
вычисление составляющих и нормальной составляющей V скорости перемещения основания 1 по формулам
20 30,
45
35
V, K-uU.cos( .sin4,
где К - коэффициент пропорциональности (в качестве функции управления f(ли) выбрана линейная функция f(AU) 40 KMJ, соответствующая пропорциональному закону регулирования;
к
вычисление составляющих V и Vi- скорости перемещения основания 1 относительно изделия производится по
формулам
,
.V MБлок 4 автоматического регулирования напряжения дуги.выполнен в ви-. де последовательно соединенных задат- чика, дифференхщального усилителя и аналого-цифрового преобразователя,
31368127
Перед сваркой в блок 9 управления вводят требуемые значения скорости сварки V., радиуса R, соответствующего вылету электрода в планшайбе и заданной длине дуги, в задатчике блока 4 автоматического регулирования напряжения дуги устанавливают напряжение дуги Ug, соответствующее требуемой длине дуги, далее зажигают ду- ю гу осциллятором, после чего электрод движется по радиусу в направлении своей исходной оси к поверхности изделия (ось электрода располагают приблизительно по нормали к поверхности 15 вращения планшайбы и заданного (f, в исходном положении). После переход- к нулю. ного процесса установления заданной
I.tp -arctg&Yj/uXj+l, , ЬУ
II.Cf arctgbY;/AX .+I, , &Y Ill.Cf -arctguY;/uX; + S (X O, UY
O/
IV. tf arctgbY; /uX;+2-, , uY
Далее следящий привод 6 поворо планшайбы поворачивает планшайбу соответствии с заданием Ц, т.е. изводит позиционирование планшайб приводя разность измеряемого угла
В процессе отработки задания Ч следящим приводом 6 поворота след щая двусвязная система радиальног перемещения основания, состоящая приводов 7 и 8, стабилизирует дли дуги в соответствии с заданным зн нием напряжения U, приводя разность ди заданного и измеренного пряжения к нулю посредством перем щения основания по двум осям X и с некоторой результирующей скорос V. Плоскопараллельное перемещени основания 1 в радиальном направле нии п не влияет на результирующую скорость перемещения электрода от сительно контура. Это перемещение осуществляется приводами X и Y в висимости, от угла положения планш бы 2, при этом скорости перемещени V)( и Vi j определяют из формул
длины дуги, включается основной ток и начинается автоматический процесс вычисления и сварки (в переходном процессе горит дежурная дуга).
Сначала вычисляются в блоке 9 координаты исходной точки М,
Х„, X,+R-cosCf,; YM,Y.+R-sinq,
и вычисляются составляющие скорости перемещения основания 1 согласно формуле , где V - -скорост сварки.
Так как в исходном состоянии
Vg V, COS(M,4|); у, Vo- sinCcf.+f),
то в начальный момент времени планшайба 2 не вращается и сварка производится посредством тангенциального перемещения основания 1 (двумя приводами одновременно). Перемещение основайия 1 приводит к изменению текущих координат конца электрода, при этом в блоке 9 производится вычисление приращений координат и угла tp положения нормали к вектору приращения в системе координат, жестко связанной с изделием
ЛХ; Х;-Х;., , ; X; X+R-cosCp; ; uY; Y;-Y;., , ; Y Y+R. sin tf;
: (вычисление приращений координат и нового положения нормали производится и интервалом дискретности At - время вычисления приращений и угла положения нормали).
Вычисление угла нормали tff, производится по формулам
вывращения планшайбы и заданного (f, к нулю.
I.tp -arctg&Yj/uXj+l, ,
II.Cf arctgbY;/AX .+I, , Ill.Cf -arctguY;/uX; + S (X O,
O/
IV. tf arctgbY; /uX;+2-, ,
Далее следящий привод 6 поворота планшайбы поворачивает планшайбу в соответствии с заданием Ц, т.е. производит позиционирование планшайбы, приводя разность измеряемого углаСр
- ю 15 вращения планшайбы и заданного (f, - к нулю.
20
25
30
35
40
45
50
55
В процессе отработки задания следящим приводом 6 поворота следящая двусвязная система радиального перемещения основания, состоящая из приводов 7 и 8, стабилизирует длину дуги в соответствии с заданным значением напряжения U, приводя разность ди заданного и измеренного напряжения к нулю посредством перемещения основания по двум осям X и Y с некоторой результирующей скоростью V. Плоскопараллельное перемещение основания 1 в радиальном направлении п не влияет на результирующую скорость перемещения электрода относительно контура. Это перемещение осуществляется приводами X и Y в зависимости, от угла положения планшайбы 2, при этом скорости перемещения V)( и Vi j определяют из формул
Vn, К aU-cosCf;
uU-sinif.
Вращение электрода производится относительно центра планшайбы, что приводит к необходимости коррекции тангенциальной составляющей скорости перемещения в соответствии с формулой,-S-R, где (jO - угловая скорость вращения
при отработке заданного уг- ла Cf j .
Сигналы тангенциальной составляющей на приводы X и Y распределяются следуюш;им образом;
Vg()cos((f+|);
Vg ((jR)sin(). 3
Таким образом, в процессе сварки планшайба разворачивает электрод по нормали к поверхности Cfn , а приводы
X и Y осуществляют перемещение основания со скоростью , при постоянной длине дуги и перемещения электрода относительно контура со скоростью сварки V .
При этом сигналы на приводы X и Y распределяются по формулам
,, ;
,.
Способ и реализующее его устройство позволяют производить сварку замкнутых профилей сложной конфигурации без точного предварительного центрирования свариваемого изделия при упрощении конструкции модуля сварочной головки, обеспечивающей расширение номенклатуры свариваемых изделий.
Формула изобретения
1. Способ автоматического управления процессом сварки неповоротных стыков, при котором перемещают электрод относительно свариваемого изделия по направляющим, охватывающим изделие, регулируют длину дуги по сигналу разности измеренного и заданного напряжений дуги, отличающийся тем, что, с целью расширения функциональных возможностей за счет сварки профилей сложной конфигурации, вычисляют в процессе сварки угол направления нормали к поверхности изделия, после чего осуществляют позиционирование электрода относительно- направляющих в соответствии с вычисленным направлением нормали, в процессе позиционирования измеряют- текущие угловые скорость и положение электрода относительно напра.вляющих и производят плоскопараллельное перемещение направляющих относительно изделия со скоростью, определяемой формулой
V Ve+Vrt ;| -&:&;. (bU),
V.
V. 5
)
ли
0
0
R
где V - скорость плоскопараллельного перемещения направляющих от- носительно изделия;
скорость перемещения направ-- ляющих по касательн ой к поверхности изделия (тангенциальная составляющая скорости перемещения направлйющих относительно изделия); скорость перемещения направляющих по направлению нормали к поверхности (радиальная составляющая скорости перемещения направляющих относительно изделия); функция управления;
разность заданного и измеренного напряжений дуги; радиус кривизны направляющих, уменьщенный на величину вьше- та электрода и длину дуги; единичный вектор направления нормали к поверхности; скорость сварки; О в исходном состоянии. Устройство для автоматического управления процессом сварки неповоротных стыков, содержащее сварочную горелку, закрепленную на планшайбе, установленной с возможностью вращения относительно основания и- охватывающей изделие, привод вращения планшайбы и блок автоматического 5 регулирования напряжения дуги, под- ключенньй к источнику сварочного тока, отличающееся тем, что, с целью расширения функциональных возможностей за счет сварки про- 0 филей сложной конфигурации, в него дополнительно введе ш привод перемещения основания по оси X, привод перемещения основания по оси Y и блок управления приводами, все приводы 5 выполнены следящими, входы приводов подключены к выходам блока управления приводами, а вход блока управления приводами подключен.к выходу блока автоматического регулирования 0 напряжения дуги.
R п Vo со2
фиг. i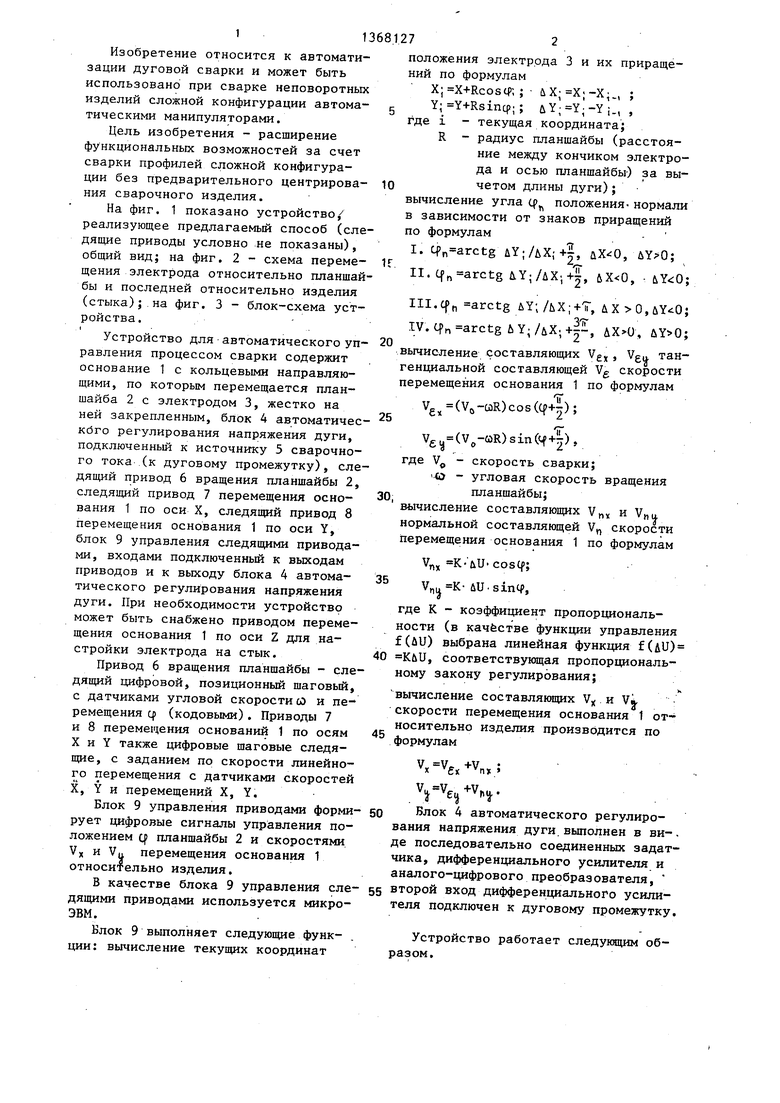
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления процессом сварки | 1985 |
|
SU1430206A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1301607A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1987 |
|
SU1433801A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1308442A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1555080A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1368126A1 |
| Устройство для сварки | 1987 |
|
SU1459842A1 |
| Устройство для адаптивного управления движением сварочной головки по стыку | 1985 |
|
SU1348108A1 |
| Устройство для сварки неповоротных стыков труб | 1987 |
|
SU1505728A1 |
| Устройство для сварки | 1987 |
|
SU1558598A1 |
Изобретение относится к автоматизации дуговой сварки и может быть использовано при сварке неповоротных стыков изделий сложной конфигурации автоматическими манипуляторами. Целью изобрения является расширение функциональных возможностей. Для этого в процессе сварки вычисляют угол наклона направления нормали к поверхности, в соответствии с которым производят плоскопараллельное перемещение электрода. Устройство снабжено следящими приводами перемещения направляющих по двум взаимно перпендикулярным осям и- следящим приводом вращения планшайбы с установленным на ней электродом. Блок управления в зависимости от скорости сварки и радиуса установки электрода по сигналу блока автоматического регулирования напряжения Дуги обеспечивает позиционное и скоростное управление следящими приводами устройства. Устройство позволяет производить сварку замкнутых профилей сложной конфигурации без предвари- ,тельного центрирования свариваемого изделия. 2 с.п. ф-лы, 3 ил. 
///
Фиг. I
/
Л Ok 4
/W
Фиг, 2
| Патент США № 4365132, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1970 |
|
SU308624A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
