| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства двухшовных труб | 1978 |
|
SU776694A1 |
| Способ изготовления двухшовных труб конечной длины | 1975 |
|
SU560663A1 |
| Способ производства двухшовных труб | 1986 |
|
SU1391753A1 |
| Способ изготовления сварных труб | 1988 |
|
SU1516164A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 1994 |
|
RU2056961C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2011 |
|
RU2486981C1 |
| Способ изготовления сварных пря-МОшОВНыХ ТРуб | 1979 |
|
SU837438A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2005 |
|
RU2296638C1 |
| Валковый калибр трубоформовочного стана | 1982 |
|
SU1049135A1 |
| Способ производства электросварных труб | 1986 |
|
SU1353548A1 |
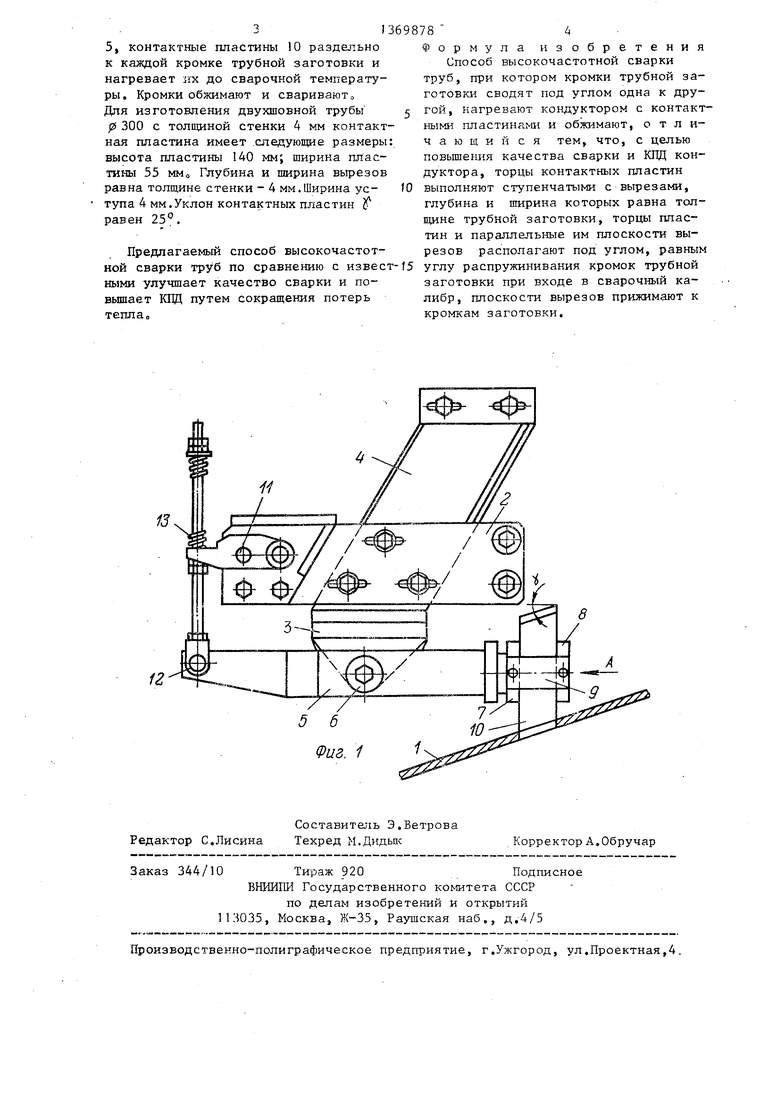
Изобретение относится к технологии производства электросварных труб сваркой токами высокой частоты с контактным подводом тока и наиболее эффективно может быть использовано при изготовлении двухшовных труб Цепью изобретения является повышение качества сварки и увеличение КОД кондуктора. Торцы контактных ппастин (КП) 10 кондуктора выполняют ступенчатыми, Дпя этого на торцах выполняют вырезы, глубина h и ширина S которых равна толщине f трубной заготовки. Торцы КП и плоскости их вырезов, параллельные торцам, располагают под углом ( , равным углу распружини- вания кромок 1 при входе в сварочный калибр о Пружинами плоскости вырезов КП прижимают к кромкамо Установка КП на кромки трубной заготовки повьш1ает механическую устойчивость положения КП на кромкахо Выполнение торцов КП и вырезов с уклоном обеспечивает контакт КП 10 с трубной заготовкой во время процесса сварки независимо от колебаний кромок 2 ил„ & Ф (Л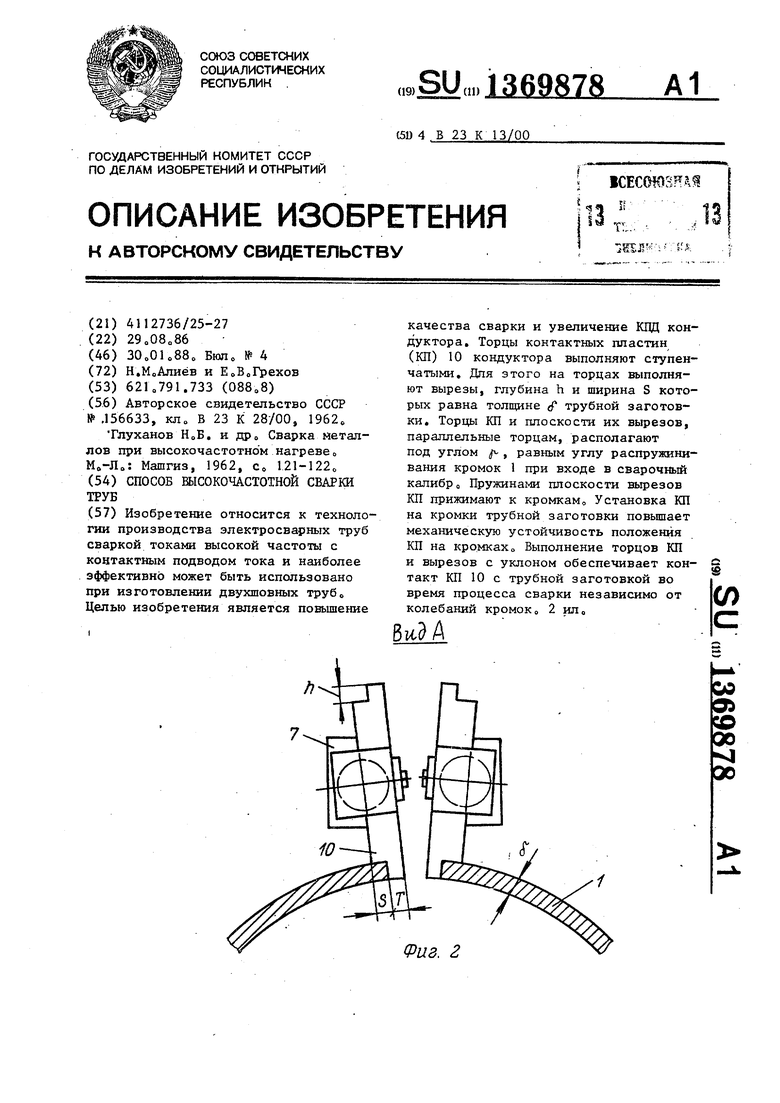
Физ. 2
Изобретение относится к производству электросварных труб сваркой токами высокой частоты с контактным подво-- дом тока и наиболее эффективно может быть использована на трубоэлёктросварочных агрегатах при изготовлении двухшовных труб о
Цель изобретения - повышение качества сварки и увеличение КПД кондуктора
На фиго схематически изображено устройство для осуществления предлагаемого способа, общий вид; на фиг„2 - вид А на фиг о 1 о
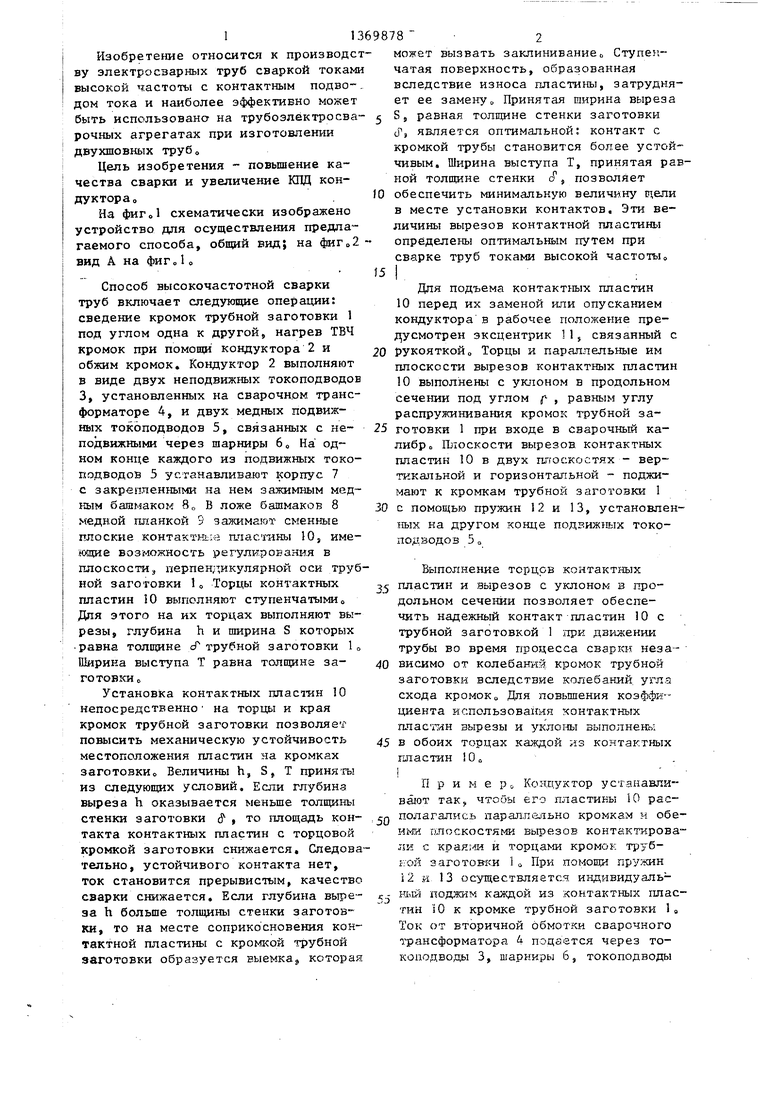
Способ высокочастотной сварки труб включает следующие операции: сведение кромок трубиой заготовки 1 под углом одна к другой, нагрев ТВЧ кромок при помощи кондуктора 2 и обжим кромок. Кондуктор 2 выполняют в виде двух неподвижных токоподводов 3, установленных на сварочном трансформаторе 4, и двух медных подвижных токоподводов 5, связанных с неподвижными через шарниры 6о На одном конце каждого из подвижных токоподводов 5 устанавливают корпус 7 с закр-епленнь ми на нем зажимным медным башмакам 8„ В ложе башмаков 8 медной планкой 9 зажимают сменные плоские контактные пластины 10j имеющие возможность регулирования в плоскости, перпенг,икулярной оси труб- Выполнение торцов контактных
Для подъема контактных пласти 10 перед их заменой или опускани кондуктора в рабочее положение п ; усмотрен эксцентрик 1, связанн
20 рукояткой Торцы и параллельные плоскости вырезов контактных пла 10 выполнены с уклоном в продоль сечении под углом f , равным угл распружинивания кромок трубной з
25 готовки 1 при входе в сварочный либр. Шюскости вырезов контактн пластин 10 в двух пггоскостях - в тикальной и горизонтальной - под мают к кромкам трубно1л заготовки
30 с помощью пружин 12 и 13, устано ных на другом конце подвижных то подводоз 5 о
ной заготовки 1 о Торцы контактных пластин 10 выполняют ступенчатыми Для этого на их торцах выполняют вырезы, глубина h и ширина S которых .равиа толщине сГ трубной заготовки 1 Ширина выступа Т равна толщине заготовки
Установка контактных плас1 ин 10 непосредственно на торцы и края кромок трубной заготовки позволяв-. повысить механическую устойчивость местоположения пластин на кромках заготовки Величины h, S, Т приняты из следующих условий. Если глубина выреза h оказывается меньше толщины стенки заготовки d , то площадь контакта контактных пластин с торцовой кромкой заготовки снижается. Следовательно, устойчивого контакта нет, ток становится прерывистым, качество сварки снижается. Если глубина выреза h больще толщины стенки заготовки, то на месте соприкосновения контактной пластины с кромкой трубной заготовки образуется ныемка которая
25 пластин и вырезов с уклоном в пр дольном сечении позволяет обеспе чить надежный контакт-пластин 10 трубной заготовкой 1 прк движени трубы во время процесса сварки н
40 висимо от колебаний кромок трубн заготовки вследствие колебаний, у схода кромок Для повьшения коэф циента использования контактных пластин вырезы и уклоны выполнен
45 в обоих торцах каждой из контакт пластин Ш
П р и м е ро Кондуктор устана вают так, чтобы его пластины 10 полагались параллельно кромкам и Hi-JH плоскостями вырезов контакти ли с края;4и и торцами кромок тру ной заготошси 1 о При помощи пруж 12 и 13 осуществляется индивидуа ный поджим каждой из контактных тин iO к кромке трубной заготовк Ток от вторичной обмотки сварочн :рансформатора 4 подается через коподводы 3, шарниры 6, токоподв
50
может вызвать заклинивание о Ступенчатая поверхность, образованная вследствие износа пластины, затрудняет ее замену о Принятая ширина выреза
S 5 равная толщине стенки заготовки tP, является оптимальной: контакт с кромкой трубы становится более устойчивым. Ширина выступа Т, принятая равной толщине стенки о , позволяет
обеспечить минимальную величину щели в месте установки контактов. Эти величины вырезов контактной пластины определены оптимальным путем при сварке труб токами высокой частоты
I
Выполнение торцов контактных
Для подъема контактных пластин 10 перед их заменой или опусканием кондуктора в рабочее положение пре- ; усмотрен эксцентрик 1, связанный с
20 рукояткой Торцы и параллельные им плоскости вырезов контактных пластин 10 выполнены с уклоном в продольном сечении под углом f , равным углу распружинивания кромок трубной за25 готовки 1 при входе в сварочный калибр. Шюскости вырезов контактных пластин 10 в двух пггоскостях - вертикальной и горизонтальной - поджимают к кромкам трубно1л заготовки 1
30 с помощью пружин 12 и 13, установленных на другом конце подвижных токо- подводоз 5 о
25 пластин и вырезов с уклоном в продольном сечении позволяет обеспечить надежный контакт-пластин 10 с трубной заготовкой 1 прк движении трубы во время процесса сварки неза40 висимо от колебаний кромок трубной заготовки вследствие колебаний, угла схода кромок Для повьшения коэффициента использования контактных пластин вырезы и уклоны выполнены
45 в обоих торцах каждой из контактных пластин Ш
П р и м е ро Кондуктор устанавливают так, чтобы его пластины 10 располагались параллельно кромкам и обе- Hi-JH плоскостями вырезов контактировали с края;4и и торцами кромок трубной заготошси 1 о При помощи пружин 12 и 13 осуществляется индивидуальный поджим каждой из контактных пластин iO к кромке трубной заготовки 1 Ток от вторичной обмотки сварочного :рансформатора 4 подается через то- коподводы 3, шарниры 6, токоподводы
0
5, контактные пластины 0 раздельно к каждой кромке трубной заготовки и нагревает iix до сварочной температуры. Кромки обжимают и сваривают Для изготовления двухшовной трубы р 300 с толщиной стенки 4 мм контактная пластина имеет следующие размеры высота пластины 140 мм; ширина пластины 55 ммо Глубина и ширина вырезов равна толщине стенки - 4 мм.Ширина уступа 4 мм.Уклон контактных пластин 2f равен 25.
Предлагаемый способ высокочастотной сварки труб по сравнению с извест-15 ными улучшает качество сварки и по- вьшает КПД путем сокращения потерь тепла
Формула изобретения
Способ высокочастотной сварки труб, при котором кромки трубной заготовки сводят под углом одна к другой, нагревают кондуктором с контактными пластинами и обжимают, отличающий с я тем, что, с целью повышения качества сварки и КПД кондуктора, торцы контактных пластин выполняют ступенчатыми с вырезами, глубина и ширина которых равна толщине трубной заготовки, торцы пластин и параллельные им плоскости вырезов располагают под углом, равным углу распружинивания кромок трубной заготовки при входе в сварочный калибр, плоскости вырезов прижимают к кромкам заготовки.
| Авторское свидетельство СССР № ,156633, кл„ В 23 К 28/00, 1962 | |||
| Тлуханов НоБ | |||
| и др Сварка металлов при высокочастотном нагреве о Мо-Л„: Машгиз, 1962, с„ 121-122о |
